





Die Präwest Präzisionswerkstätten haben sich auf das 5-Achs-Fräsen komplexer Bauteile spezialisiert. Für eine verbesserte Genauigkeit der vier größten Werkzeugmaschinen sorgt nun ein innovatives messtechnisches Verfahren: Die volumetrischen Abweichungen erfasst Präwest mit Etalons Laser-Tracer-NG und kompensiert sie per Kinematics-Comp in der Steuerung von Heidenhain. Das Ergebnis: Maßhaltige Werkstücke ohne Nachkorrigieren – selbst bei anspruchsvollen Freiformteilen mit Durchmessern von bis zu 2,5 m.
Mit seinem Fokus auf innovative Fertigungsprozesse und permanente Mitarbeiterqualifizierung hat sich der Bremer Lohnfertiger Präwest eine Spitzenposition im Dreh- und Fräsbereich erarbeitet. Zu den Kunden zählen zum einen die Big Player aus Luft- und Raumfahrt, darunter MTU, Rolls-Royce und Mitsubishi Heavy Industries, die von Präwest Impeller, Blisks, Turbinenschaufeln und Strukturbauteile beziehen. Aber auch namhafte Industriekonzerne wie MAN und Siemens sowie Unternehmen aus dem Öl- und Gas-Sektor schätzen die Kompetenz des norddeutschen Präzisionsfertigers.
Wo andere Dreh- und Fräsbetriebe die Segel streichen müssen, fängt bei Präwest das Produktportfolio gerade an: „Wir fertigen ausschließlich Bauteile mit komplexen Charakteristika“, erklärt Gaylord Klammt, Geschäftsbereichsleiter Industrie bei Präwest. „Alles, was im Markt als Sonderfall gilt, ist bei Präwest Standard. Man kann sagen: Auf uns wartet bei jedem Projekt ein bunter Strauß an Herausforderungen.“
Oft weisen die Werkstücke komplexe Geometrien auf oder sind außergewöhnlich groß, schwer und stehen unter Spannung. Vielfach fordern die Kunden zudem aufwändige Zusatzbearbeitungen, z. B. eine Chromatierung oder Wärmebehandlung, und zwar ab Losgröße 1. Auch der Einsatz von schwer zerspanbaren Materialien gehört zum Alltag, wie die Superlegierung Inconel alloy 718, die einen Nickelanteil von ca. 50 Prozent aufweist. Die Komplexität der Bauteilfertigung wird auch an der Anzahl der benötigten Werkzeuge deutlich: „Um ein Teil in die gewünschte Form zu bringen, sind nicht selten mehrere hundert Werkzeuge, darunter Fräswerkzeuge mit einer Länge von bis zu 900 Millimeter, und über 60 Bearbeitungsprogramme notwendig“, berichtet Klammt.
Zu den Meisterstücken von Präwest gehört u. a. ein Shrouded Impeller aus Edelstahl mit einem Außendurchmesser von 1780 mm, der jede marktübliche Bemaßung sprengt. Oder aber ein 1,50 m großer Shrouded Impeller mit Splitterschaufel, der selbst Kenner der Branche in Staunen versetzt.
Prozessstabile Fertigung ist das A und O
Um bei derart komplexen Teilen eine hohe Qualität zu erzielen, und gleichzeitig die Kosten im Griff zu haben, ist eine ausgefeilte Fertigungsstrategie notwendig. Schon seit Jahren optimiert Präwest alle Elemente der Prozesskette, um das Optimum herauszuholen. „Beginnend bei der Frässtrategie über den Einsatz hochpräziser Werkzeuge und der richtigen Werkzeugmaschine mit leistungsfähiger Steuerung bis hin zur perfekten CAM-Programmierung drehen wir an allen Stellschrauben“, berichtet Klammt. Fehler im Produktionsprozess sieht man hier als nicht verzeihlich an. Kein Wunder: Wo die Verkaufspreise von Einzelteilen sechsstellige Werte erreichen können, steht die Qualität an erster Stelle. „Unsere Philosophie ist es, anderen stets einen Schritt voraus zu sein – am liebsten zwei. Und das geht nur mit permanenter technischer Innovation“, bringt Klammt es auf den Punkt.
Werkzeuge werden in Eigenregie hergestellt
Je heikler die Bearbeitung eines Werkstoffs, desto wichtiger die Werkzeugqualität. Darum hat sich Präwest schon vor Jahrzehnten dazu entschlossen, die Werkzeugfertigung selbst in die Hand zu nehmen und eine eigene Schleiferei aufzubauen. „Das bietet uns die Möglichkeit, das Werkzeug direkt an der Schneide zu optimieren, so dass wir selbst bei Superlegierungen gute Standzeiten erreichen, gepaart mit bester Oberflächenqualität und geometrischer Präzision“, meint Klammt. Außerdem habe man so viel über das Zusammenspiel zwischen Werkzeug und Maschine gelernt. „Wir verstehen die Fertigungstechnologien bis in die Wurzel und können dadurch die einzelnen Elemente besser beherrschen.“
Auch in punkto Kosteneffizienz macht sich die eigene Werkzeugherstellung bezahlt: Im Luftfahrtbereich werden Bauteile in Serie gefertigt, über einen Zeitraum von fünf bis sieben Jahren. Hier kann der traditionell hohe Kostenstand für Werkzeuge durch die eigene Schleiferei signifikant gesenkt werden.
Selbstkonstruierte 6-Achs-Maschinen
Auch die Anschaffung modernster Werkzeugmaschinen trägt ihren Teil zur hohen Fertigungsqualität bei: Mehr als 40 % der Maschinen sind jünger als drei Jahre. Allein im letzten Jahr hat Präwest in zehn neue Fräsmaschinen investiert. Doch damit nicht genug: Da man am Markt keine perfekte Werkzeugmaschine für die Bearbeitung großer Bauteile fand, entwickelte Präwest schließlich seine eigenen 6-Achs-Fräsmaschinen mit Parallelachse. „Darin steckt sehr viel Fertigungs-Knowhow“, berichtet Klammt. „Die Maschinen sind besser, was Steifigkeit, Geschwindigkeit, Bauraum und Bedienerfreundlichkeit angeht und extra für das Fräsen von komplexen Bauteilen wie zum Beispiel Open und Shrouded Impeller optimiert. Sie meistern ein Produktspektrum von 500 bis 2500 Millimeter Durchmesser und ermöglichen eine dynamische Bearbeitung bei bis zu 15 Tonnen Beladung.“ Die Steuerung dieser Spezial-Maschinen stammt von Heidenhain.
iTNC 530 überzeugt durch effiziente Bahnplanung
„Zur Bahnsteuerung nutzen wir die iTNC 530 von Heidenhain“, berichtet Klammt. Die Steuerung zeichnet sich aus Sicht von Präwest durch ihre praxisnahe Konfiguration aus, mit optimierter Bewegungsführung und Rückbegrenzung, dem Verrunden von aneinandergereihten Geradenelementen und der Vorausberechnung der Kontur. „Die Logik in der Bahnplanung – oder besser in der Bahnkorrektur – gefällt uns sehr gut“, meint Klammt. „Heidenhain denkt in Toleranzen, nicht in Funktionen. Mit wenigen Stellschrauben können wir bei der Programmierung das Optimum aus Konturgenauigkeit und Verfahrgeschwindigkeit herausholen. Gleichzeitig ist die Steuerung so aufgebaut, dass Änderungen an einer spezifischen Einstellung keine Nebeneffekte an anderer Stelle ausüben. Diese Art der Herangehensweise entspricht unserem ureigenen Verständnis von effizienter Prozessoptimierung.“
Auch mit dem Service des Steuerungsherstellers ist man bei Präwest sehr zufrieden. „Die Funktionalität ist ja nur eine Seite der Medaille. Was nützt die beste Steuerung, wenn man am Ende auf sich gestellt ist? Mit Unterstützung von Heidenhain haben wir es geschafft, aus unseren Fräsmaschinen ein Optimum aus Konturtreue und Schnelligkeit herauszuholen“, fasst Klammt zusammen.
Fräsen in unterschiedlichen Sektoren führte zu Versatz
So gut die 6-Achs-Fräsmaschinen von Präwest konstruiert waren, ihre geometrische Genauigkeit reichte nicht für alle Anforderungen aus: Es traten systematische Geometriefehler in den Linear- und Rotationsachsen auf. Bei kleinen Werkzeugmaschinen und hohen Fertigungstoleranzen mögen sich derartige Abweichungen verschmerzen lassen. Nicht jedoch bei Großmaschinen mit Parallelachse, wie im Fall von Präwest: Hier addierten sich die systematischen Teilfehler aufgrund der großen Verfahrwege in den sechs Bewegungsachsen und der großen Werkzeuglängen zu einem für einige Fertigungsaufgaben inakzeptablen Gesamtfehler auf.
„Bei großen Werkstücken fräst man in unterschiedlichen Sektoren und trifft sich am Ende in der Mitte. Viele Bauteile werden mit Umschlag und Umspannen hergestellt, was ebenfalls zu Ungenauigkeiten führen kann. Wenn Versatz auftritt, muss nachgearbeitet oder nachprogrammiert werden – und das kostet Zeit und Geld“, verdeutlicht Klammt die Problematik. Ein Einfahren der Maschinen ist für Präwest aufgrund geringer Losgrößen und teurer Materialien keine Option. „Die Frage lautete also“, so Klammt weiter, „wie gelingt mir bei sechs Bewegungsachsen ein maßhaltiges Bauteil, wenn es über zwei Meter groß ist und die Genauigkeitstoleranz bei ± 0,05 Millimeter liegt?“
Messsystem ermittelt Korrekturdaten für alle Bewegungsachsen
Die Antwort fand Klammt beim Messsystemhersteller Etalon, der sich mit dem selbstnachführenden Laserinterferometer Laser-Tracer-NG u. a. auf die Genauigkeitssteigerung von Werkzeugmaschinen mittels volumetrischer Kompensation spezialisiert hat. Mit der Etalon-Technologie lassen sich präzise Korrekturdaten für die räumlichen Fehler der Werkzeugspitze in allen Freiheitsgraden ermitteln.
Das Etalon-System analysiert mit Mikrometer-Genauigkeit im gesamten Arbeitsraum Positionsabweichungen, Geradheitsabweichungen, rotatorische Abweichungen (Rollen, Nicken, Gieren) und die Rechtwinkligkeit der Achsen zueinander. Auch die Winkelpositionierabweichungen, die Axial- und Radialbewegung und das Taumeln der Rotationsachsen werden vollständig erfasst. Damit unterscheidet sich der Laser-Tracer-NG grundlegend von konventionellen Laserinterferometern, die Roll-, Nick- und Gierbewegungen nur mit extrem hohem Aufwand bestimmen können und oftmals Schwierigkeiten bei der Ausrichtung bereiten.
Nach der Messdatenerfassung wird das Korrekturfeld für die Steuerung durch Etalons Software berechnet, und die Kompensationsdaten werden automatisch per Schnittstelle in die Steuerung der Maschine eingelesen.
Kinematics-Comp korrigiert Kinematikbeschreibung der Maschine
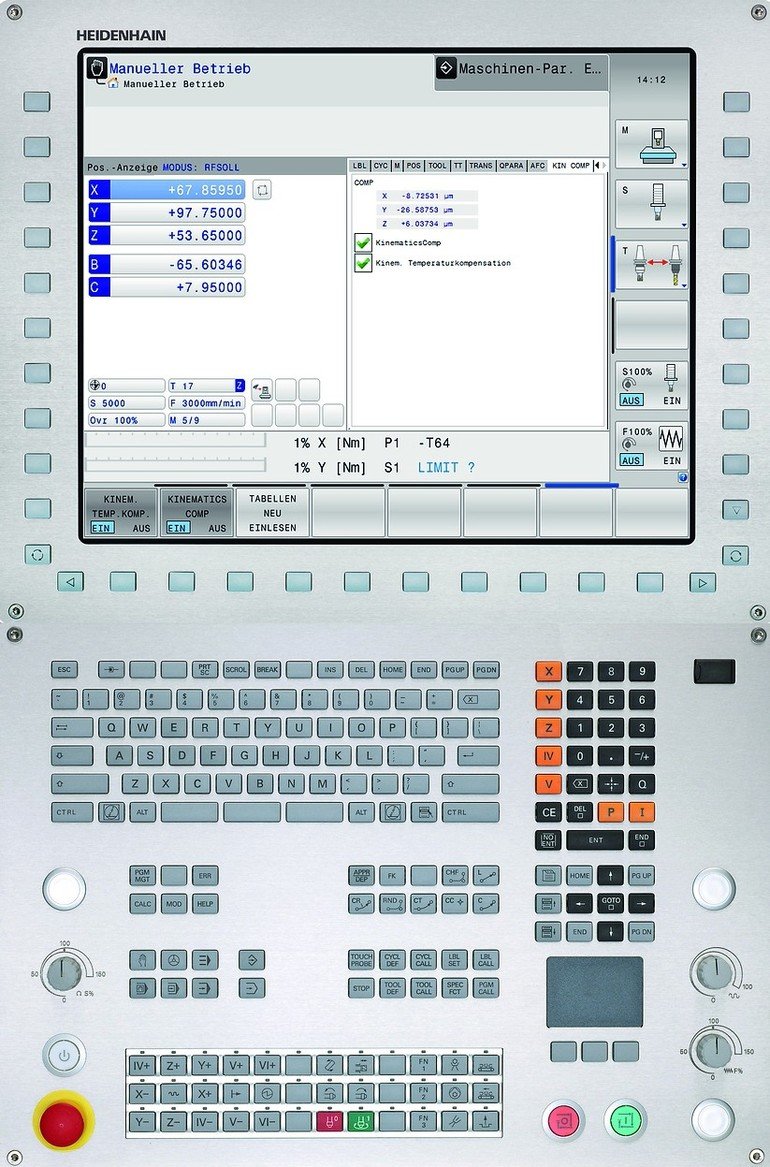
Damit die Verrechnung der Korrekturdaten wirklich einwandfrei klappt, arbeitet Etalon eng mit den Steuerungsherstellern zusammen. „Über die Software-Option Kinematics-Comp, die für die Heidenhain-Steuerungen TNC 640 und iTNC 530 erhältlich ist, kann eine umfangreiche Beschreibung der Maschinenfehler in der Steuerung hinterlegt werden“, erklärt Gero Günther vom Steuerungshersteller Heidenhain. „Kinematics-Comp kompensiert dann automatisch Positionsfehler, die durch statische Fehler der physikalischen Maschinenachsen entstehen. Dabei werden die Positionen aller Rund- und Linear-Achsen sowie die aktuelle Werkzeuglänge verrechnet. Die Genauigkeit am Tool Center Point steigt durch dieses Verfahren im gesamten Arbeitsvolumen.“
Messung ist „ein echter Durchbruch“
Um sich von der Leistungsfähigkeit des Laser-Tracer-NG in Verbindung mit Kinematics-Comp zu überzeugen, lud Klammt Etalon und Heidenhain zunächst zu Testmessungen ein. „Ich gestehe: Ich habe Etalon extra an der geometrisch schlechtesten Maschine messen lassen. Ich wollte sehen, welche Ergebnisse der Laser-Tracer-NG bei einer derart unzufriedenstellenden Kinematik generiert. Und ob sich der Invest für so ein Messsystem überhaupt lohnt“, verrät Klammt.
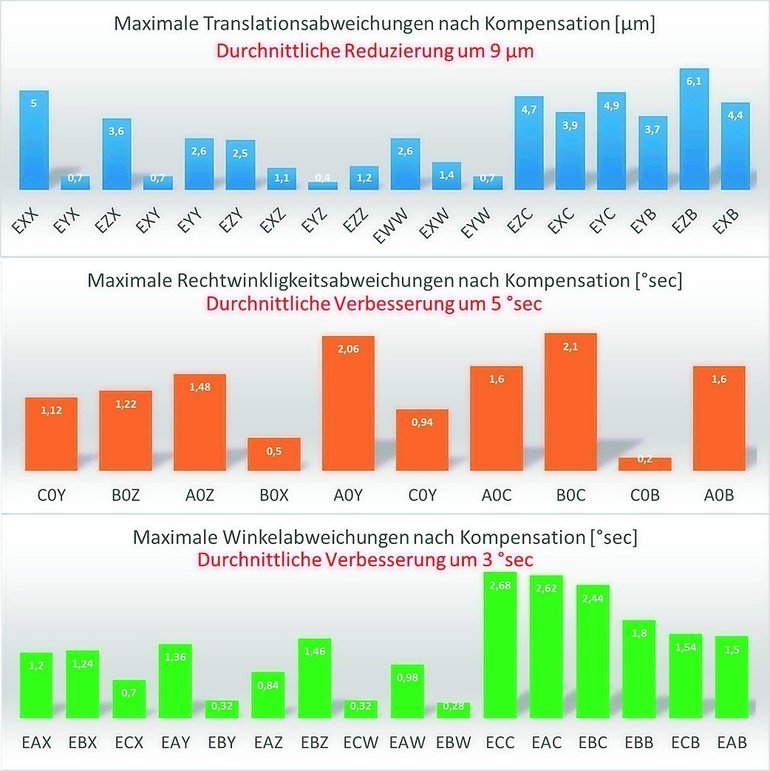
Vom Ergebnis war das Präwest-Team mehr als beeindruckt. „Plötzlich produzierte die Fräsmaschine in geometrischer Perfektion. Zudem konnten wir nachvollziehen, wo die Schwachstellen der Maschine lagen. Ein echter Durchbruch, was die Fertigungsqualität, Konturtreue und Prozesssicherheit anbetrifft! Nach der Testmessung fassten wir schnell den Entschluss, den Laser-Tracer-NG in Verbindung mit Kinematics-Comp anzuschaffen.“
Beim Laser-Tracer-NG handelt es sich um ein hochauflösendes Interferometer, das den Messstrahl automatisch einem Reflektor nachführt. Das System verfügt über einen hochgenauen messtechnischen Drehpunkt, der durch eine spiegelnde Kugel mit einer Formabweichung unter 0,1 μm realisiert wird. Durch eine patentierte Strahlführung dient diese Kugel als Referenz für die interferometrische Verschiebungsmessung, die dementsprechend mit höchster Genauigkeit zum Tool Center Point (TCP) räumlich durchgeführt werden kann. So lassen sich auch mechanische Abweichungen der Dreh- und der Schwenkachse hochpräzise erfassen. Die Messunsicherheit für die räumliche Versatzmessung (95 %) beträgt 0,2 μm + 0,3 μm/m.
Auch wenn das Verfahren zunächst komplex erscheinen mag: Der Laser-Tracer-NG ist auf Werkstatttauglichkeit getrimmt, und der Anwender wird in der Software durch alle erforderlichen Schritte geleitet. „Natürlich muss man die Anwendung des Systems erlernen“, erklärt Stephan Kunath, Abteilungsleiter BAZ Industrie bei Präwest. „Doch Etalon hat uns hervorragend geschult und ist auch jetzt immer bei Fragen erreichbar. Mit der Handhabung des Messgeräts bin ich sehr zufrieden. Inzwischen gehören die Messungen für mich zur Routine. Die komplette Kompensation einer großen 6-Achs-Maschine erledige ich jetzt selbstständig in kurzer Zeit.“
Zur Messung platziert Kunath den kompakten Laser-Tracer-NG ohne spezielle Feinausrichtung mehrfach ortsfest im Maschinenraum. Anstelle eines Werkzeugs spannt er einen Reflektor ein. Danach kann der automatisierte Messprozess beginnen: Das System verfolgt den Verfahrweg der Maschine in deren Arbeitsraum. Die notwendigen NC-Programme werden von der Etalon-Software automatisch generiert, und die jeweiligen Distanzen zum Tool Center Point werden interferometrisch ermittelt. Die dabei aufgenommenen Messwerte überträgt das Etalon-System an die angeschlossene Messsoftware Trac-Cal, die die Messdaten automatisiert auswertet und die Daten für die volumetrische Kompensation via Kinematics-Comp an die Heidenhain-Steuerung iTNC 530 übergibt.
Volumetrische Kompensation erfolgt bedarfsgesteuert
Bei Präwest wird die volumetrische Kompensation nicht nur in festen Intervallen durchgeführt, sondern vor allem bedarfsgesteuert. „Wenn wir in den Vorstufen der Bearbeitung erkennen, dass es zu Abweichungen kommt, die aus keinen anderen Prozessen resultieren können, führen wir eine volumetrische Kompensation durch“, erläutert Klammt das Vorgehen. „Früher war die iterative Anpassung Teil des Prozesses – heute machen Laser-Tracer-NG und Kinematics-Comp diesen Part überflüssig.“
Ausblick: Maschinengenauigkeit um Größenordnungen besser
Wird eine Fräsmaschine volumetrisch kompensiert, lässt sich die geometrische Genauigkeit am Werkstück insbesondere für komplexe Fertigungsaufgaben deutlich steigern, so die Erfahrung von Präwest. „Das sind Dimensionen, die wir mit anderen Mitteln niemals erreicht hätten“, resümiert Klammt. Für die Erschließung eines neuen Geschäftsfelds, den Aerospace-Prototypenbau, kommt die verbesserte Maschinengenauigkeit wie gerufen. „Die Kunden wollen höchste Präzision, wir wollen dabei wirtschaftlich bleiben. Dank volumetrischer Kompensation erreichen wir mit beherrschbarem Aufwand eine maximale Fertigungsqualität, selbst bei engsten Form- und Lagetoleranzen. Die Technologie unterstützt uns dabei, unserem Ruf als Präzisionsfertiger zuverlässig gerecht zu werden.“ ■
Etalon AG www.etalon-ag.com
Dr. Johannes Heidenhain GmbH www.heidenhain.de
Präwest Präzisionswerkstätten Dr.-Ing. Heinz-Rudolf Jung GmbH & Co. KG wwww.praewest.com
Voraussetzungen
Damit die volumetrische Kompensation gelingt, müssen einige Voraussetzungen erfüllt sein. „Das Verfahren entbindet die Maschinenhersteller nicht von einer Optimierung der Mechanik“, betonen die Fachleute von Heidenhain und Etalon. „Grundsätzliche Faktoren müssen stimmen, damit die volumetrische Kompensation überhaupt greifen kann.“
Die Werkzeugmaschine muss eine gute Wiederholgenauigkeit aufweisen (die Reproduzierbarkeit der Bewegung bleibt der Grenzwert für die erreichbare Genauigkeit).
Die Maschine muss kleine Kompensationsbewegungen am TCP (Tool Center Point) ausführen können.
Es müssen stabile Temperaturbedingungen vorherrschen.
Teilen:




















{kind=link}