



Bei einem Lohnfertiger für die Medizintechnik stellen die verschiedenen Werkstückformen, -abmessungen und -stückzahlen sowie der hohe Anteil an schwer zerspanbaren Werkstoffen höchste Anforderungen an die spanenden Werkzeuge. Bei der Bewältigung dieser Aufgaben bot das neue Frässystem DS-Titan der Firma Horn individuelle und äußerst wirtschaftliche Lösungen.
Die Herstellung von medizintechnischen Geräten, Implantaten und OP-Instrumenten aus rostfreiem Stahl oder Titan ist sehr anspruchsvoll. Deshalb müssen die spanenden Werkzeuge höchste Ansprüche an Qualität, Präzision, Sicherheit und Prozesseffizienz erfüllen. Mit diesen Herausforderungen muss sich Tibor Veres, Geschäftsführer der 1972 gegründeten Firma Hymec Fertigungstechnik, täglich beschäftigen.
Das von seinem Vater gegründete Unternehmen erwarb sich recht schnell einen herausragenden Ruf als Manufaktur für Feinstpräzision. Heute gilt das Unternehmen als Top-Lieferant für Orthopädie-Implantate samt dazugehörigen Instrumenten. Der Kundenkreis aus aller Welt profitiert aber nicht nur von den hochwertigen Dreh-, Fräs- und Erodierarbeiten sondern auch von zahlreichen Dienstleistungen die den Produktentstehungsprozess von der technischen Beratung über die Konstruktion bis zur zertifizierten Qualität begleiten.
Dienstleister im Grenzbereich der Zerspanung
Am neuen Firmenstandort in Norderstedt bei Hamburg produzieren acht Mitarbeiter Prototypen, Klein- und Großserien aus Alu- und Titanlegierungen, Titan, Implantatstahl und anderen nichtrostenden Werkstoffen. Hochmoderne CNC-Maschinen und Bearbeitungszentren ermöglichen Dreharbeiten bis 250 mm Durchmesser sowie die Bearbeitung von kubischen Werkstücken bis 400 x 400 x 300 mm. Schneid- und Senkerodiermaschinen sowie Laserschweiß- und Beschriftungsmaschinen erweitern das Leistungsangebot. Aber auch Oberflächenveredelungen, Polierarbeiten und spezielle Beschriftungen werden in Zusammenarbeit mit befreundeten Lieferanten angeboten.
Wegen der täglich zu klärenden Fragen über das wirtschaftliche Zerspanen ist das Team um Veres in Sachen „Werkzeuge“ bestens informiert. Dennoch besteht beim Zerspanen von Titan immer wieder Informationsbedarf, da viele Werkzeuge wegen der hohen Verschleiß- und Hitzebeständigkeit dieses biokompatiblen Werkstoffs schnell an ihre Grenzen stoßen.
Ausgehend von dem Wissenserwerb bis zur möglichen Investition in Maschinen und Werkzeuge verfolgt Veres einen sehr pragmatischen Weg: „Wir liefern Top-Produkte und bewegen uns dabei häufig im Grenzbereich des technisch machbaren. Deshalb brauchen wir Lieferanten mit Spitzenprodukten und Spitzendienstleistungen. Da diesem Anspruch nur wenige Firmen gerecht werden, ist unser Lieferantenkreis relativ klein. So setzen wir beispielsweise bei den spanenden Werkzeugen fast ausschließlich auf Produkte der Firma Horn.“
Bei den Überlegungen zur Bearbeitung der Bandscheiben-Implantate kontaktierte der Geschäftsführer auch Thomas Wassersleben von der Firma Horn. Der für Technische Beratung, Verkauf und Anwendungstechnik zuständige Zerspanungsspezialist konnte ihm schon manche Vorschläge unterbreiten und damit den Weg für äußerst diffizile Bearbeitungen ebnen.
In dem aktuellen Fall lautete die Aufgabe: Herstellung eines Prototypen aus Ti6Al4V- Stangenabschnitten Ø 40 x 30 mm in einer Aufspannung auf einem 5-Achs-CNC- Bearbeitungszentrum Hermle C12U. Erwartet wurden Empfehlungen für die Bearbeitungsstrategie und für ein Werkzeugkonzept zur Komplettfertigung, alles im Hinblick auf eine spätere Serienfertigung von etwa 1000 Implantaten/Jahr.
Das CAM-Programm für das Implantat, es besteht aus zahlreichen Freiformflächen, weist etwa 20 verschiedene Radien auf und enthält viele, unter verschiedenen Winkeln angeordnete Hohlkehlen, wurde bei Firma Hymec mit dem System Hypermill programmiert.
Werkzeugprogramm für das Fräsen von Titan
Wassersleben entschied sich für den Einsatz des neuen Frässystems DS-Titan und für die Bearbeitungsstrategie Schruppen aller Konturen mit Aufmaßen von 0,1 bis 0,05 mm mit anschließendem Schlichten. Die neuen Fräser sind bei Schneidkreisdurchmessern von 2 bis 20 mm mit vier oder fünf Schneiden in den Ausführungen 2 x D und 3 x D lieferbar. Ihre wichtigsten Merkmale sind besonders scharfe Schneiden, positive Spanwinkel, große Freiwinkel, polierte Schneiden und die Schneidstoffsorte TSTK mit hoher Temperaturbeständigkeit und geringer Wärmeeinleitung ins Substrat. Unterschiedliche Drallwinkel und Teilungen führen zu einem weichen Schnitt und verhindern Vibrationen.
Ausgangspunkt für die Entwicklung der DS-Titan-Fräser sind die seit Jahren beim Bearbeiten von weichen und gehärteten Stählen, Chrom-Nickel-Stählen, Titan und Superlegierungen sowie Kupfer, Aluminium, Kunststoffen und faserverstärkten Kunststoffen bestens bewährten Vollhartmetallfräser des Systems DS. Mit Schneidkreisdurchmessern von 0,1 bis 20 mm werden die Schaft-, Torus-, Vollradius-, Doppelradius-, Mehrschneiden- und Schruppfräser zum Aufbohren, Kopier-, Eck-, Profil-, Nut-, Plan- und Taschenfräsen sowie zum Fasen eingesetzt.
Fräserreihe ermöglicht Komplettbearbeitung
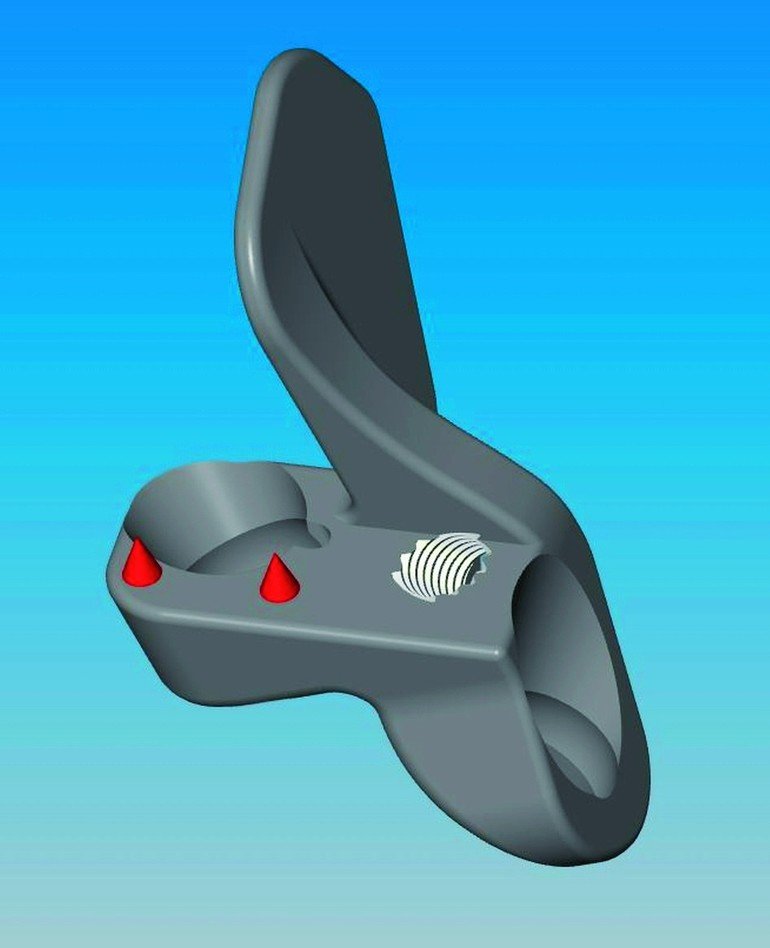
Zum Schruppen wählte Wassersleben aus der Typenreihe der Vollhartmetallschaftfräser DS-Titan einen Fräser mit Schneidkreisdurchmesser 10 mm und Eckenradius 0,2 mm sowie einen Fräser mit 6 mm Schneidkreisdurchmesser und 0,5 mm Eckenradius. Beim Schlichten setzte er auf einen Schaftfräser mit Schneidkreisdurchmesser 1 mm. Für die anderen Arbeitsgänge am Implantat kamen weitere DS-Fräser mit 10 / 6 / 4 / 2 und 0,6 mm Schneidkreisdurchmesser zum Einsatz sowie ein Kugelfräser mit 2 mm Schneidkreisdurchmesser und ein Gewindefräser mit Teilprofil Typ DCG mit drei Schneiden in der Hartmetallsorte AN25. Er fräst das unter 35° geneigte, 8 mm tiefe Durchgangsgewinde M 3,5 x 0,5 in einem Durchgang. Zuvor bohrt ein Fräser das Kernloch mit 3 mm Durchmesser.
Als höchst anspruchsvoll erwies sich das Fräsen von zwei Spikes. Ihr 43°-Kegel ist etwa 2 mm hoch und muss in einer geometrisch „perfekten“ Kegelspitze enden. Diese Forderungen erfüllte der Mikrofräser DSTM im Schrupp- und Schlichtdurchgang bei Drehzahlen von n = 3000 min-1 bis n = 18 000 min-1 und Zahnvorschüben von fz = 0,02 bis fz = 0,04 mm. Während der gesamten Bearbeitung wurde das Implantat mit einer vom Hymec-Kunden vorgegebenen Emulsion bei 80 bar gekühlt.
Enge Zusammenarbeit führte zum Erfolg
Geschäftsführer Tibor Veres bewertet die Ergebnisse der DS-Titan-Fräser: „Mit diesen Werkzeugen produzierten wir das Implantat mit Toleranzen von + 0,02 mm und einer Oberflächenrauheit von Rz ≤ 4 µm in einer Laufzeit von 1 Stunde und 40 Minuten. Dieses herausragende Ergebnis liefert uns eine fundierte Basis für weitere Kalkulationen, da die Implantate in linken und rechten Ausführungen sowie verschiedene Größen benötigt werden. Besonders überzeugt haben uns außerdem die Prozesssicherheit und Standzeit der Fräser.“
Hinsichtlich künftiger Entwicklungen sieht der Geschäftsführer bei den Werkzeugen die wachsende Bedeutung der anwendungsorientierten Abstimmung von Substrat, Geometrie und Beschichtung und die darauf abgestimmten Bearbeitungsparameter. Da die Firma Horn ihr Know-how durch Forschung und Versuche stetig erweitert, kann er davon ausgehen, dass auch künftig wirtschaftliche und prozesssichere Lösungen für die Bearbeitung schwer zerspanbarer Werkstoffe vorgeschlagen werden, die sich dank der Inhouse-Fertigung auch sehr schnell in Produkte umsetzten lassen.
Für Horn sind die bei Hymec erzielten Fräsergebnisse eine Bestätigung des Leistungsvermögens ihrer neuen Vollhartmetallfräser DS-Titan. Damit kann ihre Markteinführung anlässlich der AMB mit gesicherten Daten untermauert werden. ■
Hartmetall-WerkzeugfabrikPaul Horn GmbHwww.phorn.de Halle 1 Stand I16
Titan – Ein anspruchsvoller Werkstoff
Titan zu fräsen nicht unproblematisch. Seine geringe Wärmeleitfähigkeit verhindert effektive Wärmeabfuhr. Zerspanungswärme konzentriert sich auf der Schnittkante und auf der Werkzeugoberfläche. Der Span muss also schnell aus der Bearbeitungszone entfernt werden. Titanspäne sind schlecht zu formen, gleich nach der Schneide springen sie beim Erkalten wieder auf. Ein weiteres Problem erzeugt die Duktilität von Titan. Unter dem Schnittdruck weicht Titan zurück und drückt und reibt an der Freifläche. Darüber hinaus neigt Titan zum Verkleben und Schmieren. Spezielle Bearbeitungslösungen sind also gefragt.
Zur Bearbeitung von Titanwerkstoffen wie Ti6Al4V hat Horn eine Palette von speziellen Werkzeugen entwickelt, die mit scharfen Schneiden, positivem Spanwinkel, großem Freiwinkel und polierten Schneiden den wichtigsten Problemen der Titanbearbeitung entgegenwirken. So hat Horn für seine VHM-Fräser die Schneidstoffsorte TSTK mit guten tribologischen Eigenschaften, hoher Temperaturbeständigkeit und geringer Wärmeeinleitung ins Substrat entwickelt – ein Hitzeschild sozusagen. Zudem erhielten die Schaftfräser unterschiedliche Drallwinkel und unterschiedliche Teilung. Das führt zu weichem ruhigem Schnitt und vermeidet Vibrationen. Eine ausreichende KSS-Menge ist bei der Titanbearbeitung Voraussetzung. Das Titan-Programm von HORN umfasst eine komplett neue Fräserlinie von VHM Fräsern mit Durchmessern von 2 bis 20 mm als Vier- und Fünfschneider in den Ausführungen mit 2 x D und 3 x D.
Unsere Top-Produkte
bewegen sich häufig im Grenzbereich des technisch machbaren. Deshalb brauchen wir Lieferanten mit Spitzenprodukten und Spitzendienstleistungen. Da diesem Anspruch nur wenige Firmen gerecht werden, ist unser Lieferantenkreis relativ klein.“
Tibor Veres, Geschäftsführer, Hymec Fertigungstechnik
Teilen:




















{kind=link}