Wir freuen uns, dass Präsenz-Veranstaltungen wieder möglich sind. Für alle Besucher, Partner und Dienstleister soll die Vor-Ort-Teilnahme an der Veranstaltung sicher und gefahrlos möglich sein. Daher informieren wir Sie hier auf der Website über die aktuellen Corona-Regelungen dieser Veranstaltung.
Untenstehend haben wir Ihnen die wichtigsten Punkte zusammengestellt. Bei Rückfragen oder Anmerkungen wenden Sie sich gerne an verena.benz@konradin.de. Wir freuen uns auf Ihren Besuch!
Wer darf zur Veranstaltung kommen?
Zur Veranstaltung dürfen Personen kommen, die sich vorab über das Anmeldeformular für ein Vor-Ort-Ticket registriert haben und unter „3G“ fallen. Streaming-Ticket-Besitzern ist es leider nicht möglich, kurzfristig vor Ort teilzunehmen. Bitte melden Sie sich dazu separat über das Vor-Ort-Formular an, da die Besucherzahlen begrenzt sind. Ist das Formular ausgegraut, sind die verfügbaren Plätze aktuell ausgebucht. Gerne können Sie sich auf unsere Warteliste setzen lassen und wir informieren Sie, sobald ein Platz frei wird – senden Sie dazu einfach eine kurze Mail an verena.benz@konradin.de.
Bitte nehmen Sie nicht an der Veranstaltung teil, wenn Sie typische Corona-Symptome aufweisen oder kürzlich Kontakt zu einer infizierten Person hatten.
Brauche ich einen Test? Was bedeutet „3G“?
Der Einlass zur Veranstaltung ist nur unter der Vorlage eines der 3G möglich (getestet, geimpft, genesen). Bitte bringen Sie zur Veranstaltung neben einem Lichtbildausweis eines der folgenden drei Dokumente zum Nachweis mit:
-
- Negativer Testbescheid von einer offiziellen Stelle (keine Selbsttests für Zuhause). Der Test darf nicht älter als 24 Stunden sein
-
- Nachweis über eine vollständige Impfung (Eintragung in den entsprechenden Apps oder Immunkarte)
- Nachweis über eine Genesung (Nachweis über einen positiven PCR-Test, der mind. 28 Tage alt, aber nicht älter als 180 Tage ist)
Änderungen vorbehalten, Stand 06.04.2022. Es gelten jeweils die Regeln der aktuellen Corona-Verordnung des Landes Baden-Württemberg.
Wie werden Kontakte nachverfolgt?
Durch die schriftliche Anmeldung zur Veranstaltung ist uns jeder Besucher namentlich bekannt. Ergänzend zur Anmeldung verwenden wir vor Ort QR-Codes der Luca-App, über die sich die Besucher auf freiwilliger Basis einchecken können.
Welche Regelungen gelten hinsichtlich der Maskenpflicht?
Am Veranstaltungstag gilt auf den Laufwegen des Veranstaltungsgeländes die Empfehlung zum Tragen einer Maske (FFP2-Maske oder OP-Maske). Am Sitzplatz und zum Essen darf die Maske abgenommen werden.

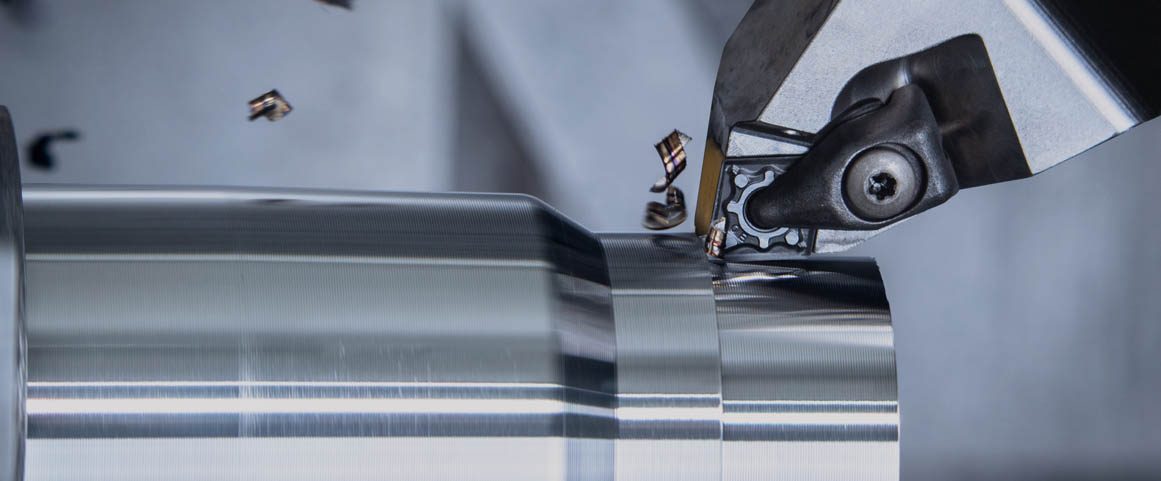












































 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,










