
Die Synova LCS Laserschneidmaschinen-Familie, ausgestattet mit dem Laser Micro-Jet, kombinieren die Vorteile von Wasser- und Laserschneiden in einem Vorgang. Wegen ihrer besonderen Fähigkeiten bei der Bearbeitung von Mikrokomponenten finden diese Maschinen Einsatz bei schweizerischen Uhrenherstellern wie Cartier, Hublot und Vacheron-Constantin.
Autor: Autor:
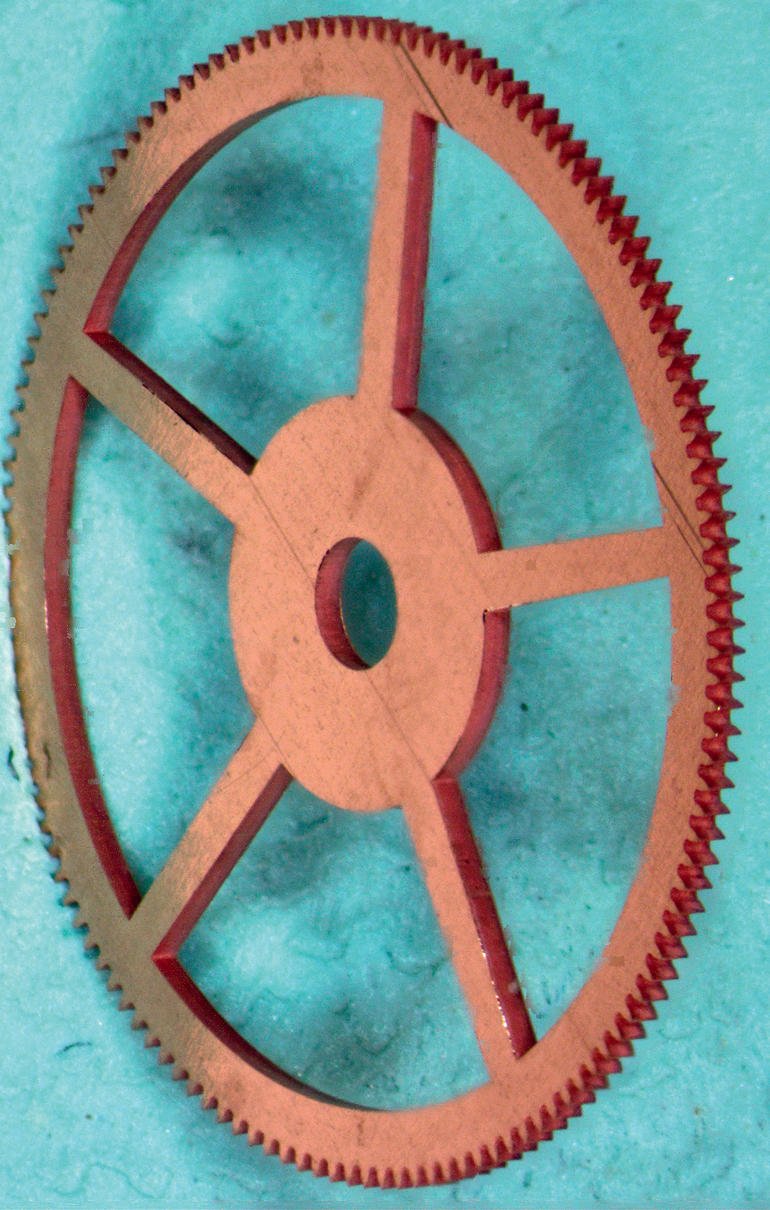
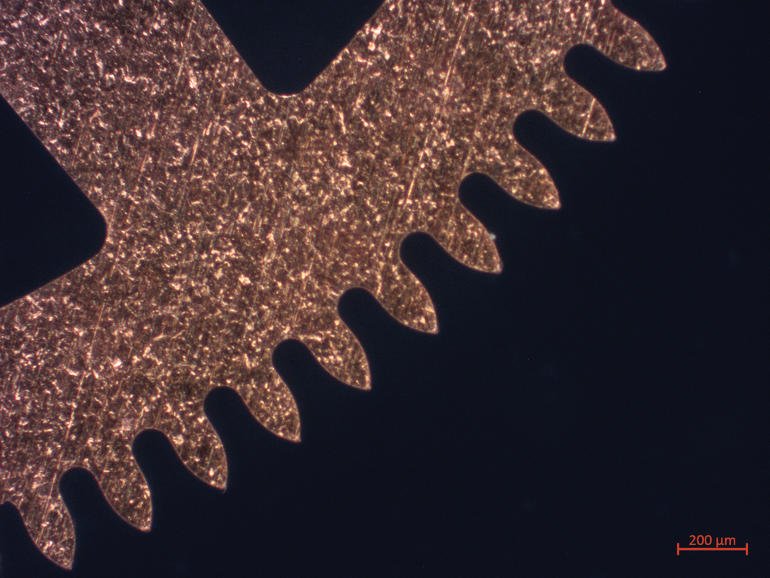
„Der Ra liegt bei 0,2 µm“, sagte Florent Bruckert Entwicklungsingenieur bei Synova als er ein Sekundenzahnrad gefertigt auf einer Synova Laserschneidmaschine untersuchte. Gemeint war der Mittenrauwert oder das arithmetisches Mittel der Tiefen und Höhen in Bezug auf die „Mittellinie“. Uhrenmeister halten die Oberflächengüte eines Zahnrads für wichtig. Denn um die Antriebsenergie zu minimieren und mechanische Werke zu optimieren, müssen Zahnräder möglichst reibungslos miteinander laufen. Das Ideal liegt in einem perfekten Zahnradprofil mit mikroskopisch glatten Verzahnungsflächen.
Schmierlose Getriebe
Bei der Herstellung von Zahnrädern kann man entweder auf spezielle Verzahnungsmaschinen zurückgreifen oder auf andere Verfahren wie der Funkenerosion setzen. Während der ersten Methode technische Grenzen gesetzt sind ist das zweite Verfahren schlicht zu zeitintensiv. Mit der Synova Laser Micro-Jet (LMJ) Technologie, kann man ohne jeglichen thermischen Einfluss ein höchst genaues Zahnrad mit hervorragenden geometrischen Profilen fertigen. Dabei geht es nicht nur um das Zahnprofil, sondern auch um eine runde Bohrung, die absolut konzentrisch zum Außendurchmesser liegt. Sonst gibt es Rundlaufabweichungen, die einen Einfluss auf den Getriebelauf haben können.
Beim Laser Micro-Jet handelt es sich um ein Hybridverfahren, bei dem ein Laserstrahl mit einem Niederdruck-Wasserstrahl kombiniert wird. Der mit niedrigem Druck aus der Düse tretende Wasserstrahl führt den Laserstrahl durch totale Innenreflexion am Wasser/Luft-Übergang, ähnlich wie konventionelle Glasfasern. Der Durchmesser des Wasserstrahls beträgt zwischen 25 bis 60 µm und die Laserleistung liegt bei weniger als 25 bis 30 Watt. Obwohl das Prinzip einfach erscheint, erforderte es viele Jahre Versuche im Labor, um einen stabilen Prozess zu gewährleisten.
Im Gegensatz zum konventionellen Laserschneiden, wo thermisches Aufheizen Risiken birgt, kühlt der Laser, zwischen den Laserpulsen, die Oberfläche des Zahnradwerkstoffs mit dem Wasserstrahl. Daher handelt es sich um einen „kalten und sauberen Laser“, bei dem alle bekannten Probleme der trockenen Laser wie etwa thermische Schäden, Verzug, Grate, Ablagerung und mangelnde Präzision vermieden werden.
Im Vergleich zu anderen Laserverfahren liefert der wasserstrahlgeführte Laser auch eine bessere Zahnoberfläche. Dies kann erklärt werden durch den Unterschied in der Arbeitsweise zwischen einem konventionellen Laser im Vergleich zum Hybrid-Laser.
Kühlung integriert
In einem konventionellen Laser kann die Temperatur bis zu 10 000 °C erreichen, wenn der Laserstrahl auf die Oberfläche des Werkstoffs trifft. Die molekulare Struktur des Werkstoffes wird beim Überstreichen des Laserstrahls an dieser Stelle in Kohlenstoff-Dampf umgewandelt. Beim erneuten Überstreichen wird dieser verbrannt. Das Ergebnis ist ein Aufbau von Kohlenstoffschmutz auf der Oberfläche.
Im Gegensatz dazu nutzt der Laser Micro-Jet die Wärme des Laserstrahls zum Schneiden, während der Wasserstrahl für eine kühlende Wirkung sorgt. Die während des Schneidens erzeugten heißen Kohlenstoff-Ablagerung werden von der Wasserströmung ständig weggespült. Das Ergebnis ergibt so eine saubere und glatte Oberfläche. Die Technologie basiert auf der Schaffung eines Laserstrahls, der vollständig an der Luft/Wasser-Schnittstelle reflektiert wird. Dies geschieht aufgrund der unterschiedlichen Brechzahlen von Luft und Wasser. Der Laser ist daher vollständig im Wasserstrahl als paralleler Strahl eingebettet, im Prinzip ähnlich wie eine optische Faser. Bei herkömmlichen Lasern ist dies nicht der Fall.
Da der Laserstrahl wegen der Strahldivergenz einen begrenzten Arbeitsbereich von nur wenigen Millimetern hat. Der Strahl konvergiert zu einem Brennpunkt und geht dann auseinander. Der Laser Micro-Jet hingegen hat einen zylindrischen Strahl und ist daher ideal für Komponenten, wie Zahnräder oder Wechselradbrücken wo man einen parallelen Schnitt braucht. Das LCS-System ermöglicht den Schnitt einer Wechselradbrücke aus Titan mit unterschiedlichen Wanddicken von 0,2 bis 2 mm. Der große Vorteil des Verfahrens liegt darin, dass der Laser je nach Bedarf entweder scharfe, schräge oder abgerundeten Kanten liefern kann.
Präzision für Mikro-Bearbeitung
Die 5-achsige LCS 50 ist in der Lage mit einer Positionierungsgenauigkeit von 2 µm zu arbeiten. Das System hat einen Arbeitsraum von 50 x 50 x 50 Millimeter und ist mit einer 5-Achs-CNC-Steuerung ausgestattet. Damit kann der Laser extrem harte Werkstoffe mit hoher Präzision schneiden. Die Maschine hat einen optischen Kopf, der ein Glasfaserkabel für die Laserstrahlübertragung, eine Kamera und eine Anzahl von Objektiven beinhaltet. Trotz der ausgefeilten Technik des Systems ist die Software benutzerfreundlich und führt den Bediener Schritt für Schritt durch die benötigten Arbeitsvorgänge, um zum Beispiel einen Diamant zu schneiden.
Im Synova-Labor bearbeitet Bruckert auch Muster von Hemmungen und Wippen um die Vielfältigkeit des Systems zu zeigen. Die Verwendung eines zusätzlichen Kurzpulslasers ermöglicht eine Oberflächengüte, die mit Feinschleifen vergleichbar ist. Die Synova LCS 50-5 ist mit einer Software ausgestattet, die es ermöglicht, Programme für die Fertigung von Federn, Zeigern und Zifferblättern zu entwickeln. So können Federn aus verschiedenen Werkstoffen als Prototypen für Neuentwicklungen schnell gefertigt werden.
Uhrenbauteile aus Diamant?
Der Synova Laser ist in der Lage, viele unterschiedliche Werkstoffe zu bearbeiten, darunter Messing, Keramik und Kupferberyllium. Die nächste Herausforderung liegt darin, Komponenten wie Spiralen oder Zahnräder aus Silizium oder CVD-Diamanten herzustellen. Silizium hat sich in den vergangenen Jahren zu einem beliebten Material für Uhrenkomponenten entwickelt: Es ist leicht, stabil und reibungsarm. Der Verschleiß wird auf ein Minimum reduziert, so dass auf Schmiermittel völlig verzichtet werden kann.
Synthetische Diamanten sind teurer als Silizium, aber 25% leichter als Titan und genauso hart wie natürliche Diamanten. Treffen zwei Diamantenflächen aufeinander, liegt die Reibung selbst ohne Schmiermittel nur bei 20 Prozent derjenigen zwischen Stahl und synthetischem Rubin. Tatsächlich ist es einem schweizerischen Uhrmacher gelungen, einen Zeitmesser mit Zahnrädern und Spiralen aus Diamant herzustellen. Um die Produktionskosten zu senken, waren die Bauteile aus dem bewährten Silizium gefertigt und wurden dann mit einer nano-kristallinen Schicht aus Diamant beschichtet. Uhrwerke die aus verschleißfesten Bauteilen bestehen können eine höhere Ganggenauigkeit liefern. Mechanische Uhren, die eine offizielle Gangkontrolle bestanden haben, dürfen als Chronometer bezeichnet werden. Für solche Uhren mit Gangzertifikat begrenzen die Normen die maximale Gangabweichung auf -3 bis +10 Sekunden pro Tag.
Für das Bestehen der Gangprüfung ist Material und Verarbeitung wichtiger als ausgefallene technische Lösungen. In dieser Hinsicht ist das Synova LMJ-Verfahren sehr geeignet, um Werkstoffe wie Titan-Aluminium-Legierungen, Silizium und synthetische Diamanten zu verarbeiten. Die Cool-Laser-Technologie hat laut dem Unternehmen die Herstellung von mechanischen Uhren- Teilen revolutioniert. Die Technologie kann sowohl sehr harte Werkstoffe ohne thermische Schäden bearbeiten als auch engere Toleranzen für Präzisions-Komponenten einhalten. So können Uhrmacher robuste Uhrwerke mit Ganggenauigkeiten von wenigen Sekunden pro Tag bauen.
Synova SA www.synova.ch
Das Funktionsprinzip

Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}