



Hochqualifizierte, motivierte Mitarbeiter und ein moderner Maschinenpark sind Grundvoraussetzungen für die prozesssichere Präzisionsbearbeitung der Hitech AG. Großen Anteil an der Präzision hat auch die neue, von Knoll Maschinenbau gelieferte Zentralanlage, die alle CNC-Schleifmaschinen mit feinstgefiltertem KSS in gleichbleibender Temperatur mit konstantem Druck versorgt.
Die produktionstechnischen Anforderungen in der Maschinen- und Elektroindustrie, beim Fahrzeug- und Flugzeugbau und in der Medizintechnik steigen permanent. Die Bauteile werden immer kompakter, und gleichzeitig wachsen die Ansprüche an die Präzision. Vor allem größere Betriebe konzentrieren sich zunehmend auf ihre Kernkompetenz, was kleineren spezialisierten Unternehmen die Chance eröffnet, sich in Nischenbereichen zu etablieren. Ein Beispiel dafür ist die Firma Hitech AG im Schweizer Ort Selzach, die sich ganz aufs Präzisionsschleifen konzentriert hat. Ihre Spezialität sind filigrane rotationssymmetrische und unrunde Formgeometrien mit Toleranzen im µm-Bereich.
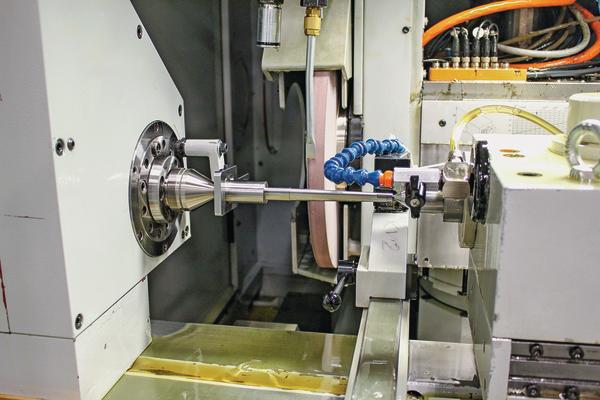
„Unser Hauptgeschäft sind Kerne für Spritzgießwerkzeuge im Bereich Formenbau, außerdem Schnitt- und Stanzelemente für den Werkzeugbau“, präzisiert Geschäftsführer Roger Tresch. Um bei der Serienherstellung von den Endprodukten für nachhaltige Präzision zu sorgen, müssen die im Prozess formgebenden Bauteile von höchster Präzision sein. „Bei so einer Düsennadel ist der Durchmesser auf einer Länge von 80 Millimeter mit 2 Mikrometer toleriert“, gibt Tresch ein Beispiel. „Die Längenmaße von Planflächen müssen oftmals auf 5 Mikrometer oder ein Hundertstel eingehalten werden. Zudem sind hohe Anforderungen an die erzeugten Oberflächen zu erfüllen. Bei einer Verschlussnadel können Rauigkeiten bis Rz gleich 0,8 Mikrometer gefordert sein. Bei uns im Hause werden auf Wunsch des Kunden Formkerne nach dem Schleifvorgang einbaufertig, maßhaltig, auf Abzug poliert. Der Schleifprozess endet mit dem Ziel, mit einer möglichst feinen Oberfläche mit dem Poliervorgang starten zu können. Dies reduziert die Polierzeiten und die Profilgeometrien werden besser erhalten.“
Hitech beschäftigt derzeit elf Mitarbeiterinnen und Mitarbeiter, die alle vom Virus „Präzisionstechnik“ angesteckt sind, wie Roger Tresch schmunzelnd erklärt: „Wir empfinden es als spannende Herausforderung, solch hochgenaue Werkzeuge durch ausgefeilte Schleifprozesse reproduzierbar, wirtschaftlich und vor allem prozesssicher herzustellen.“
Seine Mitarbeiter bezeichnet Tresch als den wichtigsten Erfolgsfaktor. Neben hoher fachlicher Qualifikation bringen sie die Bereitschaft auf, mit flexiblen Arbeitszeiten auf unterschiedliche Auftragsvolumina zu reagieren. Das schafft wertvolle Flexibilität, weiß der Geschäftsführer zu schätzen: „Wenn es uns gelingt, anspruchsvolle Werkzeuge hochgenau in kürzester Frist dem Kunden zur Verfügung zu stellen, können wir damit neben der technischen auch eine ökonomische Nische besetzen.“
Zweiter Erfolgsfaktor ist der moderne CNC-Maschinenpark, der in verschiedene Bereiche gegliedert ist. In einem Bereich werden vor allem schlanke Hartmetallteile produziert. Ein anderer Bereich dient ausschließlich der Herstellung von hochgenauen Formkernen, und der dritte Produktionsbereich übernimmt das Schleifen von elliptischen und polygonen Unrundgeometrien. Eine weitere Stärke der Schweizer ist zudem die Herstellung von Flachauswerfern mit präzisen Eckenradien.
KSS-Versorgung ist ein wesentlicher Faktor
Die CNC-Schleifmaschinen ergänzen und überlappen sich von ihren Leistungsmerkmalen ideal, so dass Hitech die Vielzahl an unterschiedlichen Aufträgen bewältigen kann. Alle Schleifmaschinen werden von einer Zentralanlage mit Kühlschmierstoff versorgt. „Für die Präzisionsbearbeitung ist die KSS-Versorgung ein ganz wesentlicher Faktor“, erklärt Tresch. „Es kommt auf das richtige Öl an, das stets in hochreiner Qualität und gleichbleibender Temperatur mit konstantem Druck zur Verfügung stehen muss. Nur dann lassen sich Mikrometer-genaue Maße prozesssicher herstellen.“
Um diesen Faktor zu optimieren, entschloss sich Hitech gegen Ende 2012 in eine neue Zentralanlage zu investieren, die mit einer Vor- und Feinstfiltration sowie einer Temperiereinheit ausgestattet ist. Als Lieferanten wählte das Unternehmen den Filtrationsspezialisten Knoll Maschinenbau aus Bad Saulgau. „Wir hatten verschiedene Angebote eingeholt“, erläutert Tresch. „Da wir aber vom Engineering bis zu den Komponenten alles aus einer Hand haben wollten und noch dazu ein Unternehmen mit nachweisbarer Erfahrung als Komplettlieferant, entschieden wir uns wieder für Knoll.“
Schließlich stammte auch die Vorgängeranlage, die 2004 installiert worden war, aus Bad Saulgau. Konzipiert für nur drei Maschinen mit dem Knoll Vakuumfilter VL als Kernelement, war diese Anlage jedoch inzwischen deutlich an ihre Leistungsgrenzen gekommen. Joachim Gruß, zuständiger Knoll-Vertriebsmitarbeiter, erklärt: „Nur der Leistungsstärke unserer VL-Filter ist es überhaupt zu verdanken, dass die doppelte Anzahl Maschinen mit gereinigtem Medium versorgt werden konnte. Da musste man allerdings Abstriche bei Druck, Reinheit und Temperatur hinnehmen. Die neue Anlage liefert jetzt deutlich bessere Werte, ist für den Maschinenpark optimal ausgelegt und weiter ausbaufähig.“
Maßgeschneiderte zentrale KSS-Anlage
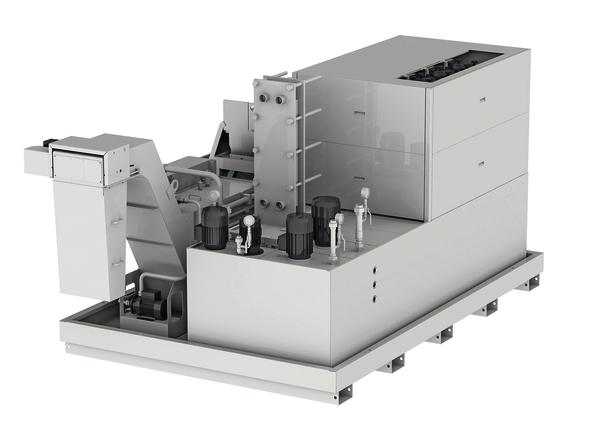
Im Sommer 2013, innerhalb von nur 2 Wochen, wurde im Keller unter der Produktionshalle die neue Zentralanlage installiert. Sie besteht im Wesentlichen aus zwei Knoll Kompaktfiltern KFE 600 zur Spänevorabscheidung und einem Feinstfilter Micropur 600 F. An letzterem befindet sich ein Automatikkonzentrator AK 20 als automatischer Abschlammfilter, aus dem schließlich die feinen Schleifspäne mit einer Restfeuchte unter 20 Prozent in ein Entsorgungsfass fallen. Das gereinigte Öl wird aus dem Micropur-Filter in einen 7000 Liter fassenden Reinöltank geleitet, wo ein 100 kW-Plattenwärmetauscher für die stets konstante Temperatur von 21 Grad Celsius sorgt. Von dort aus versorgt eine 30 kW starke, frequenzgeregelte Pumpe die angeschlossenen Maschinen mit gereinigtem Medium – ganz nach Bedarf. Die Anlage bewältigt derzeit einen maximalen Volumenstrom von 420 l/min (erweiterbar bis max. 520 l/min) und erreicht eine nominale Filterfeinheit von 3 – 5 µm.
Insbesondere der modulare Aufbau der Anlage aus Standardkomponenten wie den Kompaktfiltern und dem Micropur kombiniert mit Sonderbehältern als Schmutz- und Reintank kam den örtlichen Begebenheiten sehr entgegen. Denn der Kellerraum, in dem die Anlage installiert werden musste, ist knapp bemessen und hat nur eine Raumhöhe von 2,30 m – für einen Deckenkran entschieden zu wenig.
Zudem mussten die Anlagenelemente durch eine Deckenluke in den Raum hinabgelassen und dort montiert werden. Dank des vorausschauenden Engineerings war dies jedoch kein Problem, und die Anlage konnte innerhalb der geforderten zwei Wochen komplett installiert werden. „Wir haben das Anlagenkonzept so angelegt, dass auch eine spätere Erweiterung des Maschinenparks ohne großen Aufwand möglich ist“, so Gruß. „Das heißt, die Behälterkapazität der Anlage lässt sich erhöhen und im Micropur selbst lassen sich weitere Filterelemente nachrüsten.“
Bedarfsgerechte Versorgung
Alle Pumpen der Knoll-Anlage sind frequenzgeregelt, so dass die Schleifmaschinen stets bedarfsgerecht beliefert werden. „Wir legen großen Wert darauf, bei Investitionen uns auch in Bezug auf den Umweltschutz zu verbessern“, begründet Tresch. „Zudem ist es bei einer zentralen Anlage besonders wichtig, dass im Maschinennetz stets der konstante Druck herrscht und zu jeder Maschine die benötigte Ölmenge geliefert wird. Beim Abschalten des Kühlöls auf einer Maschine darf es keine Einflüsse auf die benachbarten Maschinen geben.“
Roger Tresch und sein Team sind mit der Einführung der neuen Anlage sehr zufrieden. Zudem haben die Präzisionsschleifer die Umstellung als Chance genutzt, um parallel die Wahl des Schleiföls zu überprüfen. Denn durch die ständig wechselnden Teile aus unterschiedlichen Materialien – Stahl, Hartmetall, aber auch Messing – muss bei der Kühlschmierung ein optimaler Kompromiss gefunden werden. „Den dürften wir mit einem aufs CBN-Schleifen ausgerichteten, vollsynthetischen Öl gefunden haben“, meint der Geschäftsführer. „Zumindest stellen wir durch die neue Zentralanlage zusammen mit dem neuen KSS eine deutliche Verbesserung in der Fertigung fest. Wir müssen weniger Maße korrigieren und erreichen ohne weiteres Zutun bessere Oberflächen. Durch das reinere Öl können wir die Schleifscheiben rund 20 Prozent länger im Einsatz haben, bevor wir sie abrichten müssen. Insgesamt funktioniert der Schleifprozess einfach besser.“
Dadurch, dass im Vergleich zu früher ein höherer Druck zur Verfügung steht und die Öltemperatur immer gleich ist, können die Maschinenbediener höhere Vorschübe fahren und die Wärme trotzdem zuverlässig abführen. „Hohe Präzision haben wir auch vorher erreicht“, resümiert Tresch. „Aber jetzt sind wir schneller und erreichen die benötigten Maße und Oberflächen dennoch mit mehr Ruhe.“
Knoll Maschinenbau GmbH www.knoll-mb.de
Hitech AG www.hitechag.ch
Schleifen in höchster Präzision
Die Hitech AG mit Sitz in Selzach (Schweiz) wurde 2002 gegründet und hat sich seitdem dem Schleifen von hochpräzisen Komponenten verschrieben. Im Juni 2009 übernahm Roger Tresch die Geschäftsführung. Hitech beschäftigt heute elf Mitarbeiterinnen und Mitarbeiter und ist auf die Herstellung von kundenspezifischen Sonderteilen für den Vorrichtungs-, Schnitt- und Stanzen- sowie Formenbau der Maschinen- und Fahrzeugindustrie, der Elektro- und Flugzeugindustrie, der Medizintechnik sowie der holzverarbeitenden Industrie spezialisiert. Vor allem schlanke Formkerne, Pipettenkerne, Düsen- und Verschlussnadeln sowie Flachauswerfer mit Eckenradien gehören zum Angebot. Für deren Herstellung stehen verschiedene CNC-Schleifmaschinen zur Verfügung, die mit eigenen Komponenten den spezifischen Anforderungen für die hochpräzise Fertigung von schlanken Sonderteilen angepasst wurden.
Teilen:




















{kind=link}