

Der Edelstahl-Werkstoff 1.4418 findet in vielen Motorkomponenten Verwendung. Für die Bearbeitung wird laut Chiron vorzugsweise Schneidöl eingesetzt. Zu diesem Zweck bieten die Tuttlinger passende Ein- und Zweispindelmaschinen an, die über ihr gutes Preis-Leistungverhältnis einen Wettbewerbsvorteil bringen sollen. Autor: Karl Deufel, Leitung Automotive Projekte, Chiron
Hinter der Bezeichnung X4CrNiMo16-5-1, oder Werkstoff Nr. 1.4418, verbirgt sich ein geschwefelter, austenitischer rostfreier Stahl, der in Benzinmotoren für die Kraftstoffpumpe, Rail Verteiler und Einspritzdüsen Einsatz findet. Die Rohteile sind in der Regel Schmiedeteile mit einer sehr zähen Zugfestigkeit von 800 N/mm². Durch das Schmieden sind die Randzonen noch zusätzlich gefestigt.
Die Herstellung erfolgt mit definierter Schneide durch Drehen, Fräsen, Bohren, Gewinden und Reiben. Bohrungen und Dichtkegel benötigen wegen der funktionellen Drücke einer Kraftstoffpumpe bis 300 bar, beste Oberflächenqualität. Der Werkstoff bricht schlecht, das bedeutet die Späne sind lang und die Gratbildung Außen- und Innenkanten ist groß.
Nach der Erfahrung von Chiron erfolgt die Zerspanung vorzugsweise mit Schneidöl. Dieses ermöglicht eine bessere Oberfläche, höhere Schnittparameter, längere Werkzeugstandzeiten und geringere Werkzeugkosten pro Teil. Der Hersteller bietet hierfür Zyklen und Frässtrategien für kurze Späne und minimalen Grat.
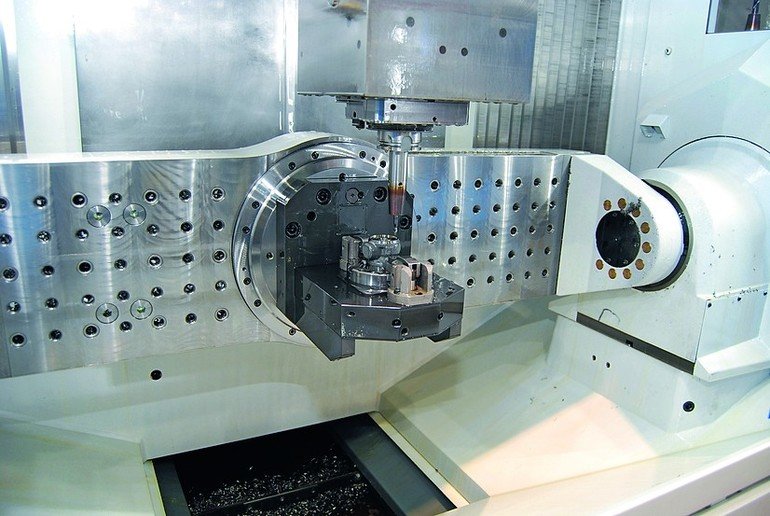
Will man alle Vorteile nutzen, muss das Bearbeitungszentrum allerdings für den Einsatz von Schneidöl ausgelegt sein. Bei Chiron-Maschinen ist dies bereits in der Standard-Ausführung der Fall. So ist der Maschinenfuß aus Mineralbeton mit einer entsprechenden Schnittstelle zur Kabine ausgestattet, damit Tropföl außen zurück in den Maschinenfuß fließt. Im Arbeitsraum befinden sich weitestgehend keine Kabel; ansonsten sind alle Kabel in Ölflex-Ausführung. Ein tropffreies Labyrinth verbindet Maschinenfuß und Späneförderer
Brandschutz-Vorkehrungen erforderlich
Schneidöl hat in der Regel einen niedrigen Flammpunkt, und die Zerspanungswärme an den Werkzeugschneiden kann es zum Brennen bringen. Die Tuttlinger bieten deshalb alle Ölmaschinen optional mit einem Ölsicherheitspaket an. Entsprechende Sicherheitseinrichtungen lassen eine maximale Zerspanung zu, ohne dass ein Brand oder gar eine Explosion entsteht. Im Einzelnen sind das:
Durchflusswächter und Sensoren in allen kühlmittelführenden Spritzrohren, natürlich auch in der Maschinenvorbereitung für innenspülende Werkzeuge, damit gewährleistet ist, dass letztere geschmiert und gekühlt werden;
Elektrische Pneumatik-Abschaltung, damit im Brandfall keine Druckluft- bzw. Sauerstoffzufuhr in den Innenraum der Maschine mehr erfolgt;
Temperatursensor im Absaugkanal;
Selbstauslösende Verschlussklappe im Absaugkanal, da Absaugaggregate oder die zentrale Absaugung keinen Sofort-Stopp besitzen;
Explosionsklappe, damit bei einer Verpuffung kein Schaden für Mensch und Maschine entsteht;
Feuersperren zwischen Lade- und Bearbeitungsraum bzw. zwischen Bearbeitungsraum und Maschinenrückseite. Für entsprechende CO2-, Argon, oder Waterfog-Systeme mit Infrarot-Blitzsensor und Steuerung hat Chiron entsprechende Lieferanten zertifiziert, auch kunden- und länderspezifisch.
Alle genannten Erfordernisse sind über den Produktkonfigurator anwählbar und somit für Chiron ein täglicher Standard und keine Sonderoption. Bei der Ölbearbeitung benutzt der Hersteller zudem andere Absaugaggregate mit höherer Filterleistung, die Ölgase und Aerosole so weit wie möglich abscheiden.
In den Kühlmittelanlagen erwärmt sich das Öl schneller und höher als bei wasserlöslicher Emulsion. Deshalb ergänzt Chiron den Kühlmitteltank mit einer Temperatur-Konstanthaltung, die das Kühlmedium auf ± 1 °C hält. Die Öltemperatur ist sehr oft hallen- oder umgebungsgeführt.
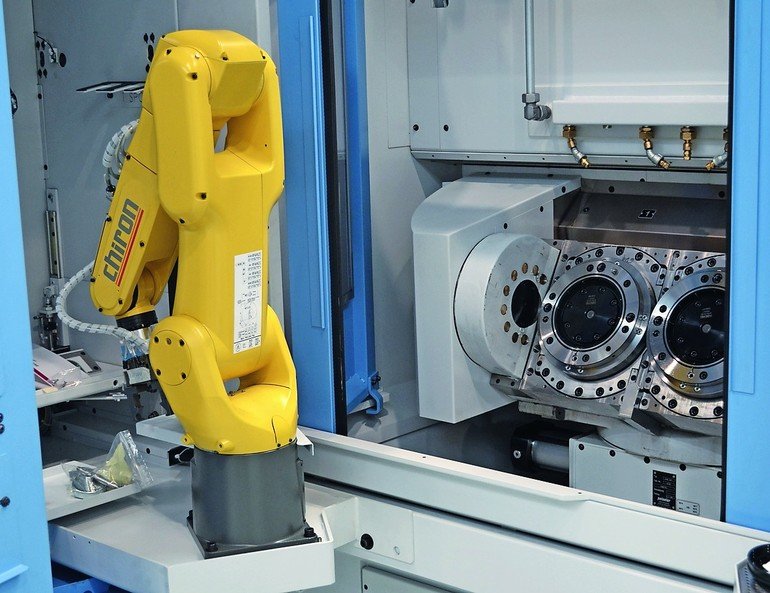
Automation übernimmt „ölige“ Jobs
Das manuelle Be- und Entladen der Maschine stellt eine etwas ölige Angelegenheit dar, die eine entsprechende Arbeitskleidung und Handschuhe erfordert. Als Alternative empfiehlt Chiron die mannlose Automation via Flexcell Uno. Diese übernimmt die Aufgaben wie etwa das Reinigen der Werkstücke. Geeignete Ölauffangbehälter und Rückführkanäle sind in der Flexcell Uno eingebaut.
Heute wird auch auf Chiron-Bearbeitungszentren tieflochgebohrt, z. B. kleine Durchmesser bis 30 x D. Tieflochbohrung in hochfeste und rostfreie Stähle ist nur mit Schneidöl möglich. Hier ergänzen die Tuttlinger die Kühlmittelanlage mit einem entsprechenden 5 – 20 µm Rückspülfilter für die 70/150/180 bar Hochdruckpumpe.
Ein Brand kann entstehen, wenn z. B. beim Durchbohren mit einem stumpfen Werkzeug eine rotglühende Kappe in den Arbeitsrum fällt, oder wenn versehentlich in eine gehärtete Vorrichtung gefräst wird und es dann zur Funkenbildung kommt. Wenn alle Signale aktiviert sind sowie auch die Löschanlage aktiv ist, erfolgt eine Löschung durch CO2 oder Argon, und Mensch und Maschine nehmen in der Regel keinen Schaden. ■
Chiron-Werke GmbH & Co. KGwww.chiron.de
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:



















{kind=link}