




Während der Zerspanung entstehen in der Schnittzone besonders hohe Temperaturen. Kühlschmierstoffe verringern hierbei die Reibung, sorgen für Kühlung – allerdings unter Umständen auch für zerstörende Thermoschocks – und unterstützen den Abtransport der Späne. Nachdem um die Jahrtausendwende einige Experten einen Durchbruch der Trockenbearbeitung als substituierendes Verfahren prognostizierten, ist es Zeit, nach dem aktuellen Stand der Technik zu fragen. In welchen Bereichen konnte sich dieses Verfahren oder auch die Minimalmengenschmierung als Quasi-Trockenbearbeitung mit welchem Umfang durchsetzen? Für eine umfassende Einschätzung aus verschiedenen Blickwinkeln nennen Schmiersystemhersteller und Wissenschaftler die Vor- und Nachteile der genannten Technologien; Werkzeug- und Maschinenhersteller beleuchtet aus der praxisnahen Sicht verschiedene Zerspanungstechnologien.
Serienbearbeitungen besonders interessant
„Der Hauptanwendungsbereich für die Minimalmengenschmierung liegt in der Bearbeitung von Urformteilen, wie sie in der Großserienfertigung in der Automobilindustrie – insbesondere im Powertrain – vorkommen“, weiß Jürgen Keppler vom Technischen Vertrieb der Bielomatik Leuze GmbH + Co. KG in Neuffen. „Das geht vom Zylinderkopf und Motorblock über Kurbel- oder Nockenwelle, Pleuel, Getriebegehäuse, Radträger etc. Das Maschinenbauunternehmen aus Baden-Württemberg gilt als anerkannter Spezialist für die Entwicklung und Herstellung hochwertiger MMS-Systeme. „Weitere Einsatzbereiche im Industrieumfeld sind die Bearbeitung kubischer Bauteile und die Gussbearbeitung im Maschinenbau, wie Armaturen, Pumpengehäuse oder Ventile. Auch in der Luftfahrtindustrie ist es ein großer Vorteil, wenn komplexe Bauteile nicht mit Emulsion überschwemmt werden.“
Der Experte schätzt, dass bei Neuinvestitionen im Großserienbereich circa 15 Prozent der Bauteile mit MMS bearbeitet werden, wobei z. B. beim Tieflochbohren in Kurbelwellen bis zu 70 Prozent erreicht werden. „In den oben genannten Anwendungsgebieten wird sich die MMS-Bearbeitung aber weiter durchsetzen“, ist Keppler überzeugt. „Der vor rund 20 Jahren prognostizierte Aufschwung der MMS-Bearbeitung ist hauptsächlich im Automotive-Bereich eingetreten. Hier konnten bei den Guss- und Schmiedeteilen prozesstechnisch die Vorteile der MMS voll ausgeschöpft und andererseits – angesichts der hohen Stückzahlen – die damit verbundenen F&E-Maßnahmen gestemmt werden. Auch mit den bevorstehenden Veränderungen im Zusammenhang mit der E-Mobilität und der additiven Fertigung wird es neue Anwendungsbereiche geben. Der große Vorteil der MMS liegt in der Kosteneinsparung bei den Ressourcen Öl, Wasser und Energie.“
Weitere Vorteile seien trockene Werkstücke, keine Verschleppung von Emulsion mit der einhergehenden Verschmutzung in den Fertigungshallen und die Verhinderung der damit verbundenen gesundheitlichen Risiken. „Durch die ständigen Weiterentwicklungen bei Werkstoffen und Anwendungen werden auch immer neue Anforderungen an die Zerspanungsprozesse und somit an die MMS-Systeme gestellt, was sicherlich noch interessante Lösungen hervorbringen wird“, so Keppler.
Was sagt die Wissenschaft?
„Durch moderne Schneidstoffe ist die Trockenbearbeitung in nahezu allen Bereichen der spanenden Fertigung angekommen“, sagt Dr. Ivan Iovkov, Abteilungsleiter Zerspanung vom Institut für Spanende Fertigung ISF der Technischen Universität Dortmund. „Der zunehmende Kostendruck, aber auch energieverbrauchs- und ökologische Aspekte sorgen für eine Renaissance dieser Technologien. Nicht nur beim klassischen Fräsen oder Drehen hält die Trockenbearbeitung Einzug, auch bei anspruchsvollen Verfahren wie z. B. dem Tiefbohren und dem Wälzfräsen bestehen Bestrebungen, den KSS-Einsatz zu minimieren oder komplett zu vermeiden. Nach wie vor ist aber eine gewisse Anpassung der Zerspanprozesse und der Technologie erforderlich.“ Tendenziell sei bei großen Unternehmen mit hohen Stückzahlen die Trockenbearbeitung stärker verbreitet als bei kleineren Firmen mit variierenden, hochgenauen und komplexen Komponenten.
„Aus meiner Sicht wird es in Zukunft sowohl Trocken- als auch Nassbearbeitung geben“, so seine Prognose. „Wir benötigen für die richtige Entscheidung einen ganzheitlichen Blick auf die Fertigung, ob eine Trockenbearbeitung sinnvoll ist und wann diese unverhältnismäßig hohe Prozessanpassungsaufwände verlangt. Aufgrund der stetigen Weiterentwicklung der MMS-Gerätetechnologie und der Beschichtungen sowie der zunehmenden Genauigkeit des Maschinenparks, aber auch der Digitalisierung, beispiels-weise durch In-Prozess-Sensorüberwachung relevanter Größen, wird es in Zukunft möglich sein, zunehmend mehr Zerspanprozesse trocken oder mit MMS unter robusten Bedingungen durchzuführen.“
In der Praxis: Zahnradfräsen ausschließlich trocken
„Die Vorteile der MMS gegenüber der Nassbearbeitung sind geringere Kosten des Kühlschmierstoffes und der Entfall chemischer Zusätze im KSS. Das führt zu Kostenvorteilen und einer geringeren Gesundheitsbelastung der Mitarbeiter“, weiß der Leiter Technologie & Innovation Dr. Hartmuth Müller vom Produktionsstandort Hückeswagen bei der Klingelnberg GmbH. Das weltweit rund 1300 Mitarbeiter beschäftigende Maschinenbauunternehmen mit Hauptsitz in Zürich (Schweiz) ist unter anderem auf das Gebiet der Kegel- und Stirnrad-Technologie spezialisiert.
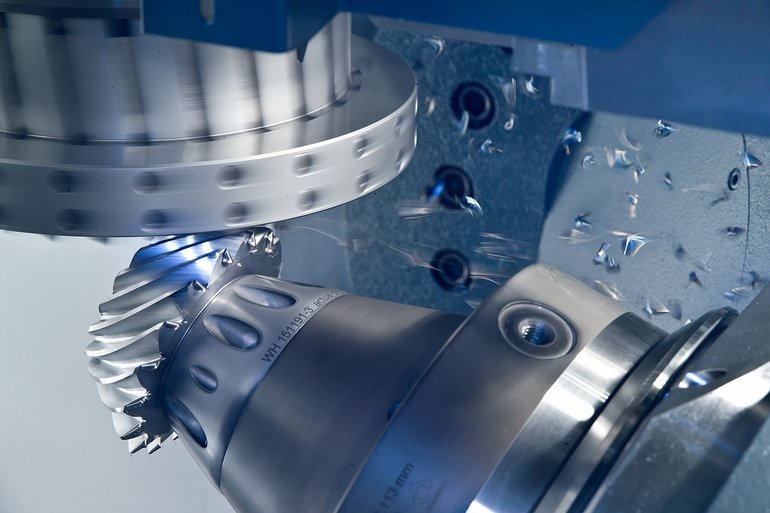
„Das Wirkprinzip der MMS beruht auf der Benetzung der Spanfläche. Mit innengekühlten Werkzeugen ist dies einfach zu erreichen, während es sich bei den komplizierten Werkzeuggeometrien der Verzahnwerkzeuge nicht sinnvoll realisieren lässt. Aus diesem Grund setzt Klingelnberg beim Zahnradfräsen ausschließlich auf die Trockenbearbeitung. Die MMS kommt hausintern nur für die Bearbeitung von Gusskomponenten im Maschinenbau zum Einsatz.“ Zum Kegelradfräsen werden Hartmetall-Stabmesserwerkzeuge eingesetzt. Beim Stirnradfräsen sind Hartmetall-Werkzeuge aus Kostengründen wenig verbreitet, in aller Regel wird hier mit PM-HSS-Wälzfräsern in Trockenschnitt gearbeitet. Die anschließende Hartfeinbearbeitung von Zahnrädern erfolgt – wann immer es geht – durch Schleifen mit Öl als Kühlschmierstoff.
„Der prognostizierte Siegeszug der Trockenbearbeitung ist in der Zahnradfertigung in vollem Umfang eingetreten“, so Müller. „Durch die Entwicklungen bei Schneidstoffen und Beschichtungen sind die Schnittgeschwindigkeiten bis zu fünfmal so hoch wie in der Nassbearbeitung vor 20 Jahren. So hat die Trockenbearbeitung neben einer erheblichen Produktivitätssteigerung auch zu einer saubereren Fertigung geführt.“ Auf der EMO Hannover zeigt Klingelnberg seine hohe Kompetenz in der Verzahnungsindustrie, u. a. die Entwicklung und Herstellung von Maschinen für die Fertigung von Verzahnungen, von Präzisionsmesszentren für rotationssymmetrische Objekte aller Art sowie die Fertigung hochpräziser Getriebekomponenten im Kundenauftrag.
Kosteneffizient und umweltschonend
Zu den führenden Werkzeugherstellern gehört die Hartmetall-Werkzeugfabrik Paul Horn GmbH aus Tübingen. „Die MMS hat den konventionellen Kühlschmierstoff in einigen Zerspanprozessen verdrängt“, weiß Geschäftsführer Lothar Horn. „Kühlen und schmieren mit der Minimalmengenschmierung bietet dem Anwender eine Reihe von Vorteilen. Diese haben dazu geführt, dass die MMS vor allem im Bereich der Serienfertigung für viele Zerspanoperationen zum Einsatz kommt. Diese Art der Kühlung spart hohe Kosten in der Pflege, Aufbereitung und Entsorgung herkömmlicher Kühlschmierstoffe. Des Weiteren entfallen die Energiekosten für Hochdruck- und Förderungspumpen zurück zum Sammelbecken. Zusätzlich erhöht der Gesetzgeber die Anforderungen an die KSS in Bezug auf gesundheitsgefährdende Inhaltstoffe.
Trotz der genannten MMS-Vorteile sei der konventionelle KSS aus den Fertigungsstätten aber nicht wegzudenken. „Viele Prozesse – zum Beispiel die Bohrungsbearbeitung, das Zerspanen von hochwarmfesten Legierungen sowie die Innenbearbeitung mit einem hohen Spanabtrag – verlangen die ausreichende Versorgung mit einem konventionellen Kühlschmierstoff.“ Auf der EMO Hannover 2019 sind die Werkzeugspezialisten mit ihrem umfangreichen Portfolio zum Drehen, Fräsen, Nutstoßen und Reiben sowie mit hochharten Schneidstoffen, Sonderwerkzeugen etc. vertreten.
Trockenbearbeitung richtig planen
„Bei Maschinen der Firma Grob wird eine Trocken- bzw. MMS-Bearbeitung bei Prozessen mit einer geometrisch bestimmten Schneide wie Bohren, Fräsen oder Schruppen eingesetzt“, berichtet Jochen Nahl, CSO der Grob-Werke GmbH & Co. KG aus Mindelheim. „Typische Werkstücke sind Rahmenstruktur- oder Fahrwerksteile, Bauteile des Verbrennungsmotors und des Antriebsstrangs aus Aluminium oder Grauguss und inzwischen sogar Turboladergehäuse aus hochwarmfestem Stahlguss. Obwohl die Nassbearbeitung in vielen Unternehmen noch fester Teil der Firmenphilosophie ist, kletterte der Anteil von MMS-Maschinen in den letzten Jahren bereits auf 12 Prozent und steigt besonders bei der Bearbeitung von Rahmenstruktur- und Fahrwerksteilen weiterhin kontinuierlich an.“
Seit über 90 Jahren ist das Familienunternehmen mit heute circa 6900 Mitarbeitern weltweit ein taktgebender Vorreiter im Bau hochinnovativer Produktions- und Automatisierungssysteme. „Die Vorteile einer MMS-Bearbeitung sprechen für sich“, führt Nahl weiter aus. „Die Investitionskosten für die Fertigungslinie können gesenkt und der Aufwand zur Werkstückreinigung kann entscheidend reduziert werden. Außerdem lässt sich im Vergleich zur Nassbearbeitung rund ein Viertel Energie einsparen.“
Obwohl der Einsatz der Trockenbearbeitung bis heute nicht in der erwarteten Dimension eintraf, sei zu erkennen, dass sich die Branche sukzessive darauf einstelle. „Um von den Vorteilen zu profitieren, sollte ein erfolgreicher Umstieg von der Nass- zur Trockenbearbeitung immer entlang einer durchdachten Strategie und mit einem kompetenten Maschinenlieferanten als Partner realisiert werden“, empfiehlt Nahl. „So können moderne Unternehmen bereits heute von den neuesten Entwicklungen wie einer einträglichen Temperaturkompensation, dem Einsatz höheren Luftdrucks und modular aufgebauten Systemen profitieren, die in der Folge Fertigungskosten reduzieren und unnötiges Over-Engineering vermeiden.“ Der Global Player mit Stammsitz in Mindelheim (Bayern) präsentiert auf der diesjährigen EMO in Hannover sein aktuelles Produktportfolio sowie Live-Bearbeitungen und technische Highlights.
Fazit und Ausblick
Von einer umfassenden Ablösung klassischer Zerspanungsprozesse durch die Trockenbearbeitung oder Minimalmengenschmierung kann zwar nicht gesprochen werden, denn insgesamt machen die Nassbearbeitungen mit umfangreicheren Mengen an Kühlschmierstoff geschätzt immer noch über 85 Prozent des Anteils aus. Trotzdem sind Trockenbearbeitung bzw. Minimalmengenschmierung auf dem Vormarsch, gerade auch in speziellen Gebieten wie beispielsweise dem Zahnradfräsen.
Bei der Auswahl des geeigneten Verfahrens spielen neben technologischen Aspekten, wie zu bearbeitender Werkstoff und Maschinenperformance, mögliche Kosteneinsparungen bei Energie und Anlagen eine wesentliche Rolle. Darüber hinaus fließen aber auch gesundheitliche Aspekte, Nachhaltigkeit sowie verschärfende Auflagen zunehmend in die ganzheitlichen Betrachtungen ein. Technologische Fortschritte und detaillierte Kenntnisse über die Vorgänge direkt an der Schneide bieten künftig zunehmend mehr Möglichkeiten, mithilfe der Trockenbearbeitung oder MMS sicher und oft auch hochproduktiv zu zerspanen.
Auf der EMO Hannover 2019 finden Fachbesucher ausführliche Informationen, Anregungen und Hilfe, um für die eigenen Anwendungen die richtige Wahl zwischen Nass- und Trockenbearbeitung bzw. MMS zu treffen (www.emo-hannover.de).
VDW Verein Deutscher Werkzeugmaschinenfabriken e.V.
www.vdw.de
bielomatik Leuze GmbH + Co. KG
www.bielomatik.com
Technische Universität Dortmund, Institut für Spanende Fertigung ISF
www.isf.de
Klingelnberg AG
www.klingelnberg.com
Paul Horn GmbH
www.phorn.de
Grob-Werke GmbH & Co. KG
www.grobgroup.com





















{kind=link}