


Am Labor für Kunststofftechnik von Prof. Foitzik an der TH Wildau entstehen Prototypen und Miniserien kleiner und kleinster Kunststoffteile lange bevor sie zu Serienprodukten werden. Bei der Herstellung der Formen und Werkzeuge sorgt das Nullpunktspannsystem von AMF für Flexibilität bei engen Toleranzen. So gelingt der Wechsel zwischen zwei Fräszentren mit unglaublicher Genauigkeit.
„Wenn wir für ein KMU einen Prototypen oder ein Vorserienteil herstellen, geht es nicht immer nur um ein zukünftiges Produkt, sondern manchmal auch um die Zukunft des Unternehmens“, erzählt Steffen Zinn von der Technischen Fachhochschule in Wildau nahe Berlin. Am Labor für Kunststofftechnik von Professor Foitzik entstehen beispielsweise Produkte für den medizintechnischen Bereich genauso wie für die Bereiche Zahnmedizin oder Biotechnologie. Auf einer Demag Spritzgießmaschine sowie auf zwei Babyplast Mikrospritzgießanlagen entstehen Prototypen und Miniserien kleiner und kleinster Kunststoffteile aus Thermoplasten, lange bevor sie zu Serienprodukten werden.
Für die Herstellung der Werkzeuge und Formen, die auch hier konstruiert werden, gibt es eine generalüberholte DMG Fräsmaschine, die mit Glasmaßstäben und einer zusätzlichen Hochgeschwindigkeitsspindel ausgestattet wurde, sowie ein Präzisions-Mikrobearbeitungszentrum MMP 2522 von Kern. Mit einem Nullpunktspannsystem, das sich im Wechsel auf beiden Maschinen einsetzen lässt, sollten die Rüstvorgänge optimiert werden. An die Besonderheiten des Instituts sowie an die Genauigkeit gab es dabei anspruchsvolle Anforderungen. Da wollten nicht alle Anbieter mitmachen.
Aus Ideen werden schließlich Serienprodukte
Unterstützt werden Foitzik und Projektkoordinator Zinn von 20 weiteren Mitarbeitern. Deren Stellen finanziert der Bund mit Fördermitteln für Projekte der Kunden, die die KMUs und die Hochschule für eine Förderung einreichen können. Bei Genehmigung entsteht eine Projektpartnerschaft, in der alle Partner gewinnen. So hat jüngst ein mittelständisches Unternehmen Musterteile einer Projektidee herstellen lassen, die auf einer Messe gezeigt wurden. Als die Bestellungen während und nach der Messe eingingen, konnte das Unternehmen das Serienwerkzeug herstellen und produzieren. „Für die Herstellung des Prototypenwerkzeugs und der Musterteile waren der finanzielle Einsatz und das Risiko zu hoch“, erzählt Projektkoordinator Zinn. „Gleichwohl war das medizintechnische Produkt hochinteressant und förderungswürdig. Und unser Institut hatte ein zukunftsfähiges Praxisprojekt, das einem Studierenden eine Stelle bieten konnte.“
Um die Formwerkzeuge nach dem Schruppen auf der DMG ohne große Rüstzeiten auf der Kern zur Mikrobearbeitung aufzuspannen, sollte das geforderte Nullpunktspannsystem einige Voraussetzungen erfüllen: Die Bauhöhe musste so gering wie möglich sein, da die Kern Micro bauartbedingt lediglich 128 mm Gesamthöhe für Spannsystem und Werkstück zulässt. Zugleich sollte die Grundplatte mit 140 x 140 mm Größe auch genügend Platz bieten, um größere Werkstücke vollständig aufnehmen zu können. Das System sollte einfach zu handhaben sein und problemlos zwischen beiden Maschinen gewechselt werden können. Dabei sollte die Wiederholgenauigkeit unter 3 µm liegen.
Viele Anbieter hatten zwar Platten mit 70 x 70 mm im Sortiment, aber Zinn wollte größere Werkstücke wegen möglicherweise auftretender Schwingungen auf keinen Fall überstehen lassen. Für AMF findet er lobende Worte: „Herr Schmeil als Außendienstmitarbeiter und das komplette Team von AMF gingen als einzige auf unsere Wünsche ein und lieferten eine hervorragende Lösung, die genau auf unseren Bedarf ausgerichtet war.“
Flache Module mit dennoch hohen Spannkräften
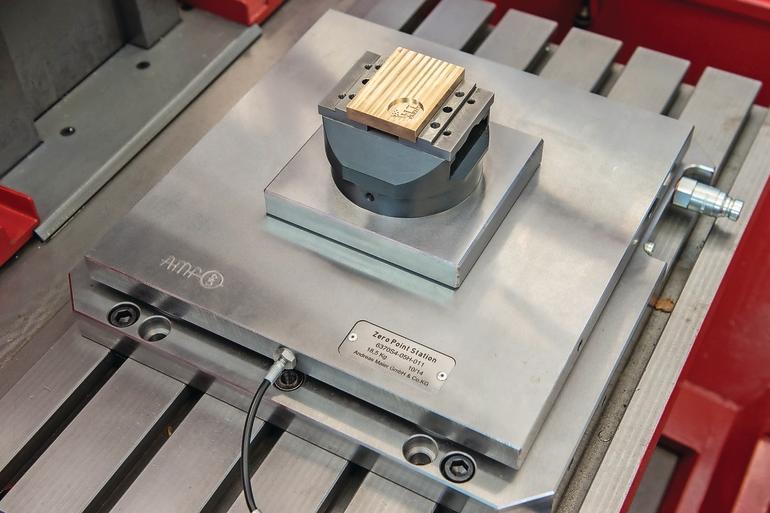
Nach Erstellung eines umfangreichen Lastenhefts ist seit Herbst 2014 die neue Nullpunktspanntechnik im Einsatz. Sie besteht aus einer Standard-Grundplatte mit vier Nullpunktspannmodulen, die für die DMG-Maschine vorgesehen ist. Mit 112 mm Durchmesser verfügt das Modul K 10.2 über eine große Auflagefläche und ist unempfindlich gegenüber bei der Bearbeitung entstehenden Seiten- oder Zugkräften. Es spannt mit 25 kN Kraft und kann bei der Zerspanung hohe Kippmomente aufnehmen. Das ermöglicht dem Anwender hohe Präzision auch bei großen Zerspanungskräften. „Ideal für die Schrupparbeiten, die wir auf der DMG fahren“, betont Zinn.
Mit nur 22 mm Einbautiefe baut das Spannmodul extrem flach. So kann die Grundplatte ebenfalls dünn gehalten werden, und der Aufbau auf dem Maschinentisch lässt viel Platz nach oben. „Uns ist kein Nullpunkt-Spannsystem bekannt, das bei gleichen Eigenschaften flacher baut“, versichert Schmeil. Die Module bieten einen sicheren, vibrationshemmenden Sitz von Werkstück oder Wechselpalette, die über die AMF-Spannnippeltechnik gespannt werden. Der Referenzpunkt bleibt in der Mitte und Temperaturschwankungen sowie Materialausdehnungen werden durch ein intelligentes System ausgeglichen.
Wiederholgenauigkeit besser als gefordert
Auf der Grundplatte sitzt eine Sonderplatte mit vier Nullpunktspannmodulen K 5, auf der ein kleiner und kräftiger aber zugleich niedrig bauender Spannstock verschraubt ist. Sie ist mit nur 23 mm Bauhöhe sehr flach. Das ist möglich, weil auch diese Spannmodule niedrig bauen. Dennoch sind sie mit 13 kN Spannkraft, bei einem geringen Einschraub-Durchmesser von M45 mm, sehr stark. Im Viererverbund spannen sie folglich die Werkstücke mit 52 kN. Die Sonderplatte mit Spannstock kann nun einfach zwischen beiden Fräsmaschinen hin und her gewechselt werden. Beim Wechsel von der DMG-Maschine auf die Kern hat Zinn mit dem eingebauten Renishaw-System eine Wiederholgenauigkeit von 1,3 µm gemessen. „Das hat uns sehr beeindruckt, ist es doch viel genauer als wir gefordert hatten. Damit bietet uns diese Spannlösung noch mehr Möglichkeiten“, freut sich Zinn.
Wenn Prozesse oder Teiletoleranzen noch anspruchsvoller sind und beispielsweise der kleine Fräser mit nur 40 µm Durchmesser eingesetzt wird, erreichen die Wildauer sogar Maßhaltigkeiten von 1 µm. Dazu lässt Zinn den Aufbau nach dem Einrichten auf der Kern Micro in dem klimatisierten Raum sich auch schon mal 24 Stunden akklimatisieren. Die Ergebnisse der Bearbeitung werden mit einem Keyence Mikroskop gemessen. „Wenn’s noch genauer sein muss, können wir hier an der TH auch auf ein Rasterelektronenmikroskop zugreifen“, betont Zinn.
Offene Atmosphäre bringt optimale Lösung hervor
Im Institut freut man sich bereits auf das nächste Projekt. Da geht es um Hartmetallwerkzeuge, die ein Hersteller von Spritzgießteilen selbst nicht fertigen kann. In Wildau hat man bereits Hartmetall mit 56 HRC und sogar 90 HRA bearbeitet. Zinn, der die konstruktiven Lösungen für die Werkzeuge und Formen entwickelt und sich als „lösungsgeil“ bezeichnet, bekommt leuchtende Augen. „Mit unserer Erfahrung und dem Nullpunktspannsystem von AMF sind wir auf die Ergebnisse gespannt.“ Dass die Zusammenarbeit so gut klappt, führen beide auch auf die Chemie zurück, die stimmt. Schmeil fasst es abschließend zusammen: „Wir sind hier im Labor für Kunststofftechnik der TH Wildau auf offene Menschen getroffen. Da bereitet es besonders Freude, die individuell passenden Kundenlösungen zu finden, die nicht im Standardregal liegen.“
Technische Hochschule Wildau (FH) www.th-wildau.de
Andreas Maier GmbH & Co. KG www.amf.de
Teilen:




















{kind=link}