

Flugzeuge wie der Airbus A 380 mit fast 600 Tonnen Startgewicht, 400 Meter lange Schiffe mit 500 000 Bruttoregistertonnen oder mit einer Ladekapazität von 18 000 Containern gehören schon zur Normalität. Groß ist wirtschaftlich. Großbauteile haben Zukunft. Auch der weltweite Trend zur Erzeugung alternativer Energien führen zu einem steigenden Bedarf an Werkzeugen für die Bearbeitung von Großbauteilen. Autor: Dr.-Ing. Matthias Luik, Paul Horn GmbH
Werkzeugmaschinen für extreme Großbauteile gibt es nicht von der Stange: Waldrich Siegen baute vor einigen Jahren Portalmaschinen für eine koreanische Werft mit Durchlässen von 7 x 8 Meter und über 20 Meter Bearbeitungslänge. Mit Aufspanngewichten von 400 Tonnen (das verfahrbare hydrostatische Maschinenbett wog zusätzlich 270 Tonnen) werden große Schiffsmotoren mit über 105 000 PS oder Motoren für große dezentrale Energieversorgungsanlagen in China gefertigt. Eine zum Lieferumfang gehörende Drehmaschine für Turbinenwellen hatte ein Aufspanngewicht von über 500 Tonnen. In Tschechien steht eine ältere Schiess-Karusselldrehmaschine mit einem Drehdurchmesser von 9 Meter und einer Drehhöhe von 18 Meter zum Abdrehen der Lager von Zementmühlen nach dem Spannungsfreiglühen. Portalfräsmaschinen bearbeiten die Profile von Flugzeugtragflächen, Bootsrümpfen oder Flügeln von Windkraftanlagen mit über 50 Meter Länge. Das sind zwar einige Extrembeispiele, aber tonnenschwere Teile für Wasserkraftwerke oder Dampf- und Gasturbinen, Großgeneratoren, Großventile für die Petrochemie, Getriebe von Windkraftanlagen oder große Druckbehälter für Wasseraufbereitung, Klärwerkstechnik und Chemie- und Pharmaindustrie werden in relativ hoher Stückzahl weltweit gefertigt, ebenso wie die vielen anderen großen Maschinenbauteile – und eben auch Großwerkzeugmaschinen.
Präzision wird großgeschrieben
Der Bedarf an Werkzeugen für diese Bearbeitung ist mittlerweile enorm, wenngleich sie normal als Sonderwerkzeuge, meist in kleinen Stückzahlen, hergestellt werden. Dabei ist für den Werkzeughersteller dieses Werkzeug schon ein Großbauteil, welches mit dem vorhandenen Maschinenpark hergestellt werden muss. Oft gilt es hier in der Fertigung Kompromisse zu finden und dies, obwohl die Präzision sehr hoch ist. Denn auch große und allergrößte Maschinenteile benötigen die gleichen engen Toleranzen, die im Maschinenbau gefordert werden, um Funktion, Betriebssicherheit und Qualität des Endprodukts zu gewährleisten. SK50-, SK60-, HSK100- und HSK125-Systemwerkzeugaufnahmen geben die erforderliche Stabilität und Genauigkeit, um Großmaschinenteile in den benötigten Toleranzen zu produzieren.
Ein bis zwei Hundertstel in zwei Ebenen, auf einer Länge von 10 Metern in klimatisierten Räumen, ist nicht mehr unmöglich. Für die Bearbeitung ergibt sich daher auch für Großwerkzeuge ein sehr hoher Qualitätsstandard. Rundlaufgenauigkeiten von 2–5 hundertstel Millimeter, je nach Größe auch Ausführungen mit einstellbaren Schneiden sind nicht die Ausnahme, sondern mittlerweile die Normalität bei Großwerkzeugen, welche Horn dank seines hochmodernen Maschinenparks problemlos einhalten kann.
Für die Bearbeitung großer Bauteile muss der Zerspanungsprozess an die besonderen Anforderungen des jeweiligen Werkstücks und Werkstoffs angepasst werden. Dimension und Komplexität der Teile erfordern von Maschinen und Werkzeugen speziell optimierte Leistungsmerkmale, um Effizienz und Produktivität der Prozesse zu steigern. Horn entwickelt daher leistungsfähige Lösungen, die den ganz besonderen Anforderungen der Großteilebearbeitung Rechnung tragen und so die Wirtschaftlichkeit einer qualitativ hochwertigen und prozesssicheren Bearbeitung absichern.
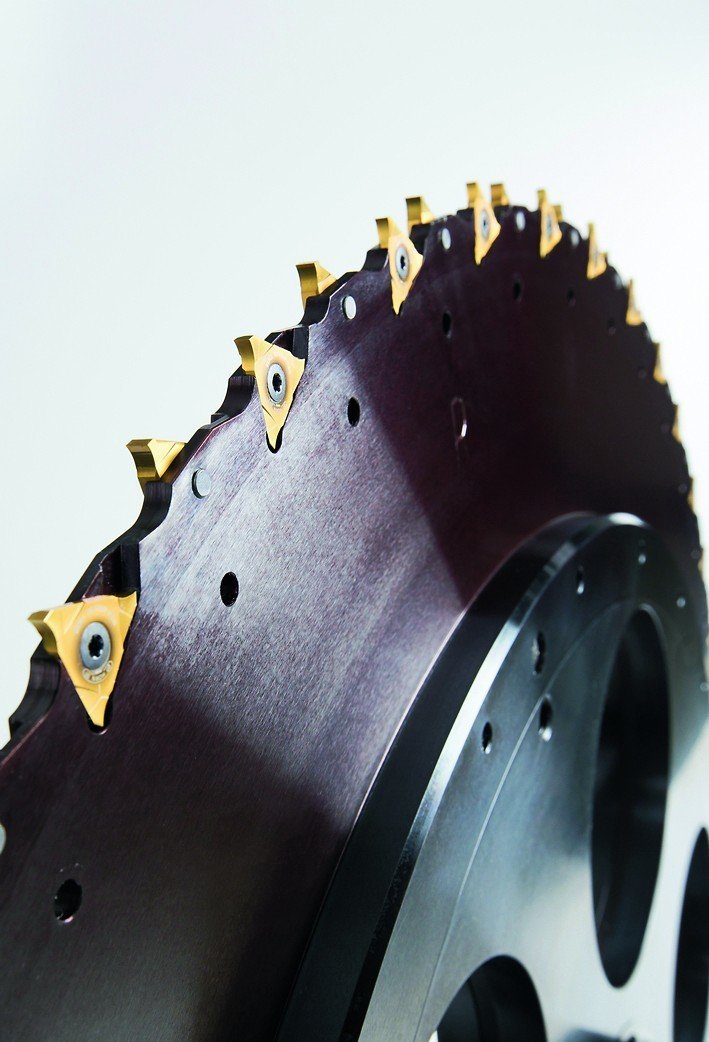
Ein Beispiel ist ein Scheibenfräser Typ 382 mit Durchmesser 800 mm, welcher mit 80 präzisionsgeschliffenen Standard-Wendeschneidplatten Typ 314 bestückt ist. Dies bei einer Schneidkreistolerenz von ± 0,02 mm und ohne einstellbare Schneiden. Mit Hilfe dieses Fräsers werden hochgenaue Bauteile für die Energietechnik hergestellt. Aufgrund steigender Rohstoffpreise und der Verwendung immer höherwertiger Stahl- und Gusslegierungen, hochfester Nickelbasislegierungen, Titan- und spezieller Alulegierungen in wichtigen Abnehmerindustrien wie Werkzeugbau, Luft- und Raumfahrtindustrie und Energietechnik sind alternative Frässtrategien zur Steigerung der Wirtschaftlichkeit und der Wettbewerbsfähigkeit zunehmend gefragt. Vor allem bei Zerspanungsraten von bis zu 70 Prozent im Werkzeug- und Formenbau oder bis zu 95 Prozent bei Titan- und Aluminiumwerkstoffen in der Luftfahrt.
Vor diesem Hintergrund ist eine Effizienzsteigerung der Prozesse und Steigerung der Produktivität auch bei der Herstellung von Großbauteilen zwingend. Hierbei können neuartige Werkzeugkonzepte nachhaltig die Effizienz bei der Zerspanung von Großbauteilen steigern, mit dem Ziel, bei hoher Fertigungssicherheit und Qualität die Bearbeitungszeiten zu reduzieren. Da bei Großbauteilen die Operationen Fräsen und Bohren weit überwiegen, beeinflussen Werkzeuginnovationen und effizientere Bearbeitungsstrategien in diesen Bereichen die Kostenfaktoren besonders deutlich.
Fräsen mit Hochvorschubfräsern wie dem System DAH verringern hierbei die Bearbeitungszeiten erheblich. Dabei kommt die Belastung in Spindelrichtung der Prozesssicherheit noch zusätzlich entgegen, da bei Großbauteilen oft mit langen Auskraglängen gearbeitet werden muss, was bei Querbelastungen unweigerlich zu Schwingen führt. Werkzeuge mit kleineren Durchmessern können hierbei sogar von Vorteil sein. Denn bei der Verwendung kleinerer Werkzeugdurchmesser im Schruppbearbeitungsprozess kann hier schon endkonturnah gefertigt werden.
Somit ergibt sich eine kürzere Bearbeitungszeit für die anschließenden, meist teuren Schlichtoperationen. Zudem sind kleinere Werkzeuge kostengünstiger und dynamischer einzusetzen. Leicht schneidende Schneidengeometrien führen zu weniger Wärmeeintrag ins Werkstück und weniger Verzug. Bei Großbauteilen ist das oft entscheidend. Die Werkzeugkörper müssen auch nicht zwingend aus Stahl gefertigt sein, leichtere Konstruktionswerkstoffe wie Aluminium und Titan oder Schaftverlängerungen aus hochfesten steifen Verbundfaserstoffen reduzieren das Werkzeuggewicht zusätzlich bei größeren Durchmessern und Auskraglängen.
Werkzeugverschleiß stets im Blick
Die Verwendung kleinerer Werkzeugdurchmesser mit ihren kleineren Bearbeitungsmomenten erlauben auch bei Großbauteilen die vermehrte Verwendung von Direktmotorspindeln. Dadurch lassen sich den Prozess absichernde Überwachungsfunktionen durch die Antriebskette der Direktmotorspindel, wie Werkzeugverschleiß, adaptive Vorschubregelung und andere realisieren. Dies ist mit Getriebespindelkonzepten nur schwer bis gar nicht möglich. Wird dabei dann mit Hochvorschubfräsern gearbeitet, ergibt sich neben der höheren Prozesssicherheit meist auch eine sehr wirtschaftliche Fertigung.
Bei jeder Prozessoptimierung, ob zum Bearbeiten kleiner wie großer Teile, gilt das Augenmerk neben dem eigentlichen Fertigungsprozess immer dem optimalen Werkzeug. Dies kann sowohl groß und stabil, aber auch durchaus kleiner, dafür jedoch wesentlich dynamischer sein. Auch heute noch gilt unverändert der Satz von Prof. Georg Schlesinger aus dem Jahre 1904: „An der Schneide des Drehstahls entscheidet sich die Dividende des Unternehmens.“ Der einzige Unterschied ist, dass aus dem Drehstahl Schlesingers heute moderne Hochleistungswerkzeuge von Horn geworden sind. ■
Hartmetall-Werkzeugfabrik Paul Horn GmbHwww.phorn.de
Zukunftsideen in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.
Technologiepartner
Präzisionswerkzeuge von Horn sind in der ganzen Welt ein Begriff für wirtschaftliche Fertigung. Mit weltweit 1300 Mitarbeitern versteht sich Horn nicht nur als Lieferant von Präzisionswerkzeugen, sondern als Technologiepartner. Dabei werden die Werkzeuge hauptsächlich zum Drehen und Fräsen, speziell bei technologisch anspruchsvollen Anwendungen verwendet. Die größten Kundenbranchen sind die Bereiche Automotive, allgemeiner Maschinenbau und Medizintechnik.
Teilen:




















{kind=link}