
Um diese Schwingungen und deren Folgen zu minimieren, hat Mapal ein innovatives System zur Schwingungsdämpfung im Werkzeugschaft entwickelt. Denn gerade Werkzeuge zum Aufbohren und Fräsen mit sehr langer Auskragung neigen aufgrund einer unzureichenden dynamischen Steifigkeit des Gesamtsystems zum Schwingen. Bei der Auslegung des neuen Systems beachteten die Entwickler alle Faktoren, die sich aus dem Zusammenspiel von Werkzeugmaschine, dem Werkzeug und dessen Spannung sowie dem Bauteil ergeben. Das Ergebnis: Ein System zur Schwingungstilgung, das auf die Steifigkeit aller gängigen Maschinentypen abgestimmt ist. Es kann für die Bearbeitung unterschiedlicher Werkstoffe mit verschiedenen Werkzeugen eingesetzt werden.
Das in sich geschlossene System aus Hilfsmasse und mehreren Stahlfederpaketen wirkt der Auslenkung des Grundkörpers entgegen und minimiert diese. Im Vergleich zu Werkzeugen ohne Tilgersystem können die Schwingungsamplituden bis zu 1000-mal geringer sein. Trotz langer Auskragung wird so ein ruhiger, stabiler Lauf erreicht. Dadurch kann mit höheren Schnittgeschwindigkeiten gearbeitet und das Zeitspanvolumen deutlich erhöht werden. Zudem werden dank der Schwingungsdämpfung erheblich bessere Oberflächengüten erreicht. Beim Fräsen von Einsatzstahl (16MnCr5) beispielsweise mit einer 250 mm langen Kombination aus Fräseraufsteckdorn und fünfschneidigem Fräser mit ISO-Wendeschneidplatten (Durchmesser 50 mm), wurde bei einem Materialabtrag ae von 18 mm und ap von 3 mm im Vergleich zum selben Werkzeugsystem ohne Schwingungsdämpfung der Rz-Wert von 7,8 auf 3,9 µm halbiert.
Fräseraufsteckdorne mit Schwingungsdämpfung im Schaft sind mit innerer Kühlmittelführung für die Spanndurchmesser 16, 22 und 27 mm mit einer Länge von 200 und 300 mm für die Aufnahmen SK40, SK50, HSK-A63 und HSK-A100 verfügbar.
Mapal Dr. Kress KG
www.mapal.com
EMO Halle 4 Stand A18
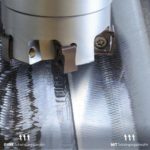 Dank der neuen Fräseraufsteckdorne mit Schwingungsdämpfung werden deutlich bessere Oberflächengüten bei der Bearbeitung erreicht. Zum Vergleich: Die linken Fräsbahnen wurden ohne, die rechte mit Schwingungsdämpfung bearbeitet. Bild: Mapal
Dank der neuen Fräseraufsteckdorne mit Schwingungsdämpfung werden deutlich bessere Oberflächengüten bei der Bearbeitung erreicht. Zum Vergleich: Die linken Fräsbahnen wurden ohne, die rechte mit Schwingungsdämpfung bearbeitet. Bild: Mapal



















{kind=link}