


„Baisch ist als verlängerte Werkbank für das Liebherr-Werk in Ehingen groß geworden“, sagt Michael Schirmer der Geschäftsführer der Baisch GmbH. Der Familienbetrieb in zweiter Generation mit rund 150 Mitarbeitern und circa 18 Millionen Euro Jahresumsatz aus Riedlingen ist heute als Zulieferer von einfachen bis hochkomplexen Stahlbauteilen breit aufgestellt. Die Wertschöpfungskette reicht dabei vom reinen Zuschnitt von Großformattafeln bis hin zu fertig montierten und lackierten Systemkomponenten. Das Angebotsspektrum umfasst dabei schweißen, strahlen, beschichten, montieren und die mechanische Bearbeitung. Die Unternehmenstochter Cutlog bietet darüber hinaus sogar noch die Anarbeitung, die Kommissionierung und die Logistik an.
„Beim Schweißen können wir aufgrund unserer langjährigen Erfahrung mit den Bauteilen für die riesigen Liebherr-Baukräne auf einen großen Erfahrungsschatz zurückgreifen“, erklärt Schirmer. Die Liebherr-Werk Ehingen GmbH zählt zu den weltweit führenden Herstellern von Fahrzeugkranen. Das Produktprogramm umfasst Teleskop- und Gittermastkrane auf Mobil- und Raupenfahrwerken. Qualität, Funktionalität und Sicherheit stehen dabei an erster Stelle die Geräte müssen aber auch eine hohe Verfügbarkeit im Einsatz bieten können.
Die Elemente für die Gittermasten zählen dabei schon fast zu den Serienbauteilen bei Baisch. „Wir fertigen von den Mastelementen bis zu 900 Stück im Jahr“, freut sich Schirmer. Die Riedlinger fertigen aber auch sehr komplexe Stahlbauteile wie etwa das Chassis der selbstangetriebenen Transportmodulen der Firma Scheuerle. Mit denen im Extremfall Lasten bis zu 15 000 Tonnen Gewicht transportiert werden können.
Eigene Neuentwicklung
„Wir sind als mittelständisches Unternehmen sehr flexibel aufgestellt und wagen uns auch an eher ungewöhnliche Projekte“, sagt Schirmer. Dazu zählt ohne Frage die Neuentwicklung eines Horizontalkrans der bis zu 300 Tonnen Last horizontal anheben können soll. „Von unserem Horizontalkran gibt es mittlerweile einen funktionsfähigen Prototyp, für den wir das komplette Chassis und den Unterbau selbst gefertigt haben“, erklärt Schirmer. „Wir hoffen hierfür bald alle notwendigen Zertifizierungen vorlegen zu können, um dann damit in eine Kleinserienfertigung starten zu können.“
„Damit wir auch derart komplexe Projekte realisieren können, brauchen wir Partner, mit denen wir auf Augenhöhe bis tief ins letzte Detail hinein diskutieren können“, sagt Schirmer. „Mit der Firma Avantec haben wir einen Werkzeughersteller gefunden, der neben Top-Produkten auch einen spitzen Service liefert und das zu jedem Zeitpunkt. Wir setzen bei unseren Werkzeugen ganz bewusst auf etwas teurere Qualitätsprodukte, die dann aber auch prozesssicher funktionieren müssen.“
Hohe Prozesssicherheit bei hohen Zerspanraten
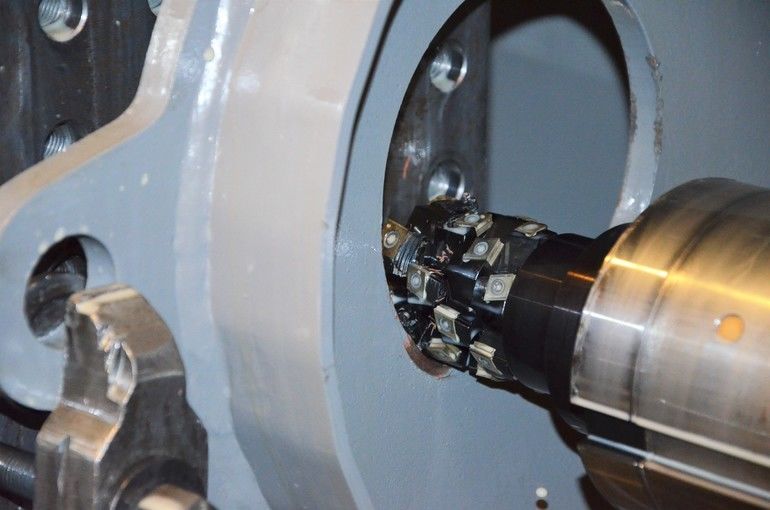
Um eine hohe Prozesssicherheit bei hohen Zerspanraten ging es zum Beispiel bei der spanenden Nachbearbeitung der Windenlagerungen für die Mobilkrane von Liebherr. „Bei den Windenlagerungen handelt es sich um offene Gehäuse, wobei an den beiden Außenflächen jeweils ein Lagersitz mit einem Lochkreis bearbeitet werden muss“, erklärt Gerold Wahl, der bei Baisch den Bereich mechanische Bearbeitung leitet. Damit die Seiltrommel später sicher sitzt, müssen in das Bauteil Passungen eingearbeitet und Planflächen angespiegelt werden. Bislang wurden die Flächen mit einem Rundplattenfräser vorgefräst und die Planflächen anschließend mit einem Eckmesserkopffräser geschlichtet. Zuletzt wurden die Bohrungen passgenau mit einem Feinspindelwerkzeug fertig gespindelt.
„Da wir von den Windenlagerungen rund 500 Stück unterschiedlicher Typen im Jahr fertigen, wollte ich den Prozess deutlich produktiver gestalten“, sagt Wahl. „Von daher haben wir ein Werkzeug gesucht, mit dem wir beide Fräsoperationen durchführen können, ohne dass das Werkzeug gewechselt werden muss.“ Da Baisch bereits bei anderen Bearbeitungen gute Erfahrungen mit den Fräsern von Avantec gemacht hat, hat man auch in diesem speziellen Fall auf einen Fräser von Avantec gesetzt.
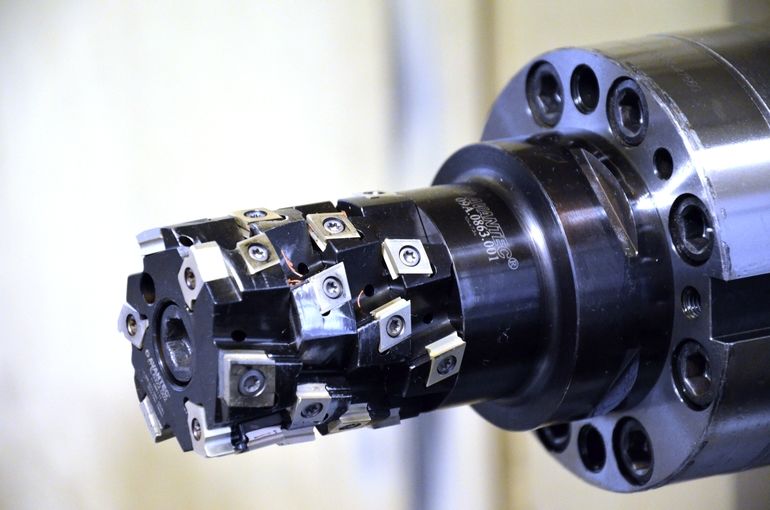
„Aufgrund der schwachen Wanddicken brauchten wir ein Werkzeug, das keine hohen Axialkräfte verursacht“, erklärt Wahl. „Somit kam für uns der Einsatz eines Rundplattenfräsers nicht in Frage. Die Igelfräser von Avantec hingegen schienen uns die richtige Wahl zu sein“.
Reduzierte Vibrationen
„Unser Igelfräser baut hauptsächlich in radialer Richtung Kräfte auf“, sagt Harald Kimmerle, der für Baisch zuständige Vertriebsingenieur bei Avantec. „Damit können die werkzeugbruch-verursachenden Vibrationen weitestgehend reduziert werden“. Ein weiterer Vorteil des Igelfräsers ist, dass die Flächen mit einem Arbeitsgang komplett fertig bearbeitet werden können. „Beim Rundplattenfräser kann ich pro Umdrehung nur einen Millimeter zustellen. Mit dem Igelfräser hingegen ist eine seitliche Zustellung von bis zu 20 mm durchaus möglich“, weiß Kimmerle.
Durch die hochpositive Geometrie des Fräsers und durch den Einsatz von linken wie rechten Wendeschneidplatten werden die Axialkräfte insgesamt um etwa 90 Prozent reduziert. In Summe ergibt das ein Werkzeug, dass weder drückt noch zieht. Der Igelfräser besitzt für die Planbearbeitung in Vollumschlingung zusätzlich einen zweiten Schneidring. An der vordersten Schneidenreihe stehen somit sechs und nicht nur drei Schneiden zur Verfügung.
Problematischer Werkstoff
„Neben der Bearbeitung spielt der eingesetzte Werkstoff hier eine ganz entscheidende Rolle“, sagt Kimmerle. Damit das Bauteil später die enormen Torsionskräfte sicher aufnehmen kann, wird die Windenlagerung aus dem zäh-harten Feinkornbaustahl S960QL gefertigt. „Der Feinkornbaustahl hat eine Grundfestigkeit von rund 1000 N/mm2 zusammen mit den feinen Korngrenzen wirkt das sehr abrasiv“, berichtet Kimmerle. Dazu kommt noch die Randschichtaufhärtung durch Brennschneiden und Schweißen. Hierbei können Festigkeiten von bis zu 1300 N/mm2 entstehen. Beim Abtragen der Schweißnähte wechselt der Fräser daher ständig zwischen Zonen mit zäh-hartem Grundgefüge und Zonen mit sehr hartem Gefüge hin und her. „Unsere Standardschneidplatten mit unserer Multilayer SKY77-Beschichtung aus TiN haben sich hierbei besonders bewährt“, freut sich Kimmerle.
15 Minuten schneller fertig
„Die Ergebnisse können sich sehen lassen“, freut sich Schirmer. „Durch den Einsatz des Igelfräsers haben wir 15 Minuten reine Bearbeitungszeit eingespart. Insgesamt hat sich damit die Gesamtlaufzeit von 65 Minuten um satte 23 Prozent auf 50 Minuten reduziert.“ „Das zeigt uns sehr deutlich, dass sich der Einsatz unserer eigentlich für den Serieneinsatz entwickelten Werkzeuge auch für kleinere und mittlere Serien durchaus lohnt“, sagt Kimmerle.
Für Gerold Wahl war danach klar, dass er die Avantec-Werkezeuge auch bei weiteren Bearbeitungen einsetzen möchte. „Ganz neu im Einsatz haben wir zum Beispiel den Kopierfräser UD90 mit Durchmesser 80 mm. Auch damit haben wir schon super Ergebnisse beim Hochvorschubfräsen von dünnwandigen Bauteilen erzielt“, berichtet Wahl.
Für Schirmer passt bei der Zusammenarbeit mit Avantec einfach sehr vieles zusammen: „Avantec ist ebenso wie Baisch ein sehr kunden- und lösungsorientiertes Unternehmen. Das merkt man den Produkten auch an. Die Avantec-Fräser sind echte Hightechprodukte die prozesssicher funktionieren. Auf die Werkzeuge kann man sich einfach verlassen und erhält am Ende ein super Ergebnis.“
Baisch GmbH
www.baisch-metall.de
Baisch GmbH
Alte B 311 Nr. 4
88499 Riedlingen/Neufra
Tel.: 07371 9599-0
info@baisch-metall.de
Avantec Zerspantechnik GmbH
www.avantec.de
Avantec Zerspantechnik GmbH
Wilhelmstraße 123
75428 Illingen
Tel. +49 70 42 82 22 – 0
info@avantec.de
Schnittdaten
- vc= 100 m/min
- fz= 0,4 mm
- Drehzahl = 500 min-1
- Vorschub = 600 mm/min
Mehr zum Thema Fräser




















{kind=link}