



Die Werkzeugaufnahme trägt entscheidend dazu bei, wie produktiv der Bearbeitungsvorgang ablaufen kann. Mit massiven Schrumpffuttern mit Mitnehmerelementen und schraubenförmigen Nuten im Werkzeugschaft lassen sich Vollschnitte von 2 x D (50 mm) und mehr in schwer zerspanbaren Werkstoffen in hoher Qualität bewerkstelligen. Studien beim Werkzeugmaschinenhersteller Heller haben den Effekt des Haimer Safe-Lock-Systems gezeigt.
Insbesondere in der Luft- und Raumfahrt, im Energiesektor sowie dem Maschinenbau müssen die Produktionsverantwortlichen bei der Zerspanung schwer zu bearbeitender Werkstoffe den Spagat zwischen Wirtschaftlichkeit und hoher Prozesssicherheit bewältigen. Da ist es gut, dass sich die Zerspanungstechnologie mit den wachsenden Herausforderungen weiterentwickelt. Als Impulsgeber für diesbezügliche Innovationen gilt die Gebr. Heller Maschinenfabrik GmbH. Das Nürtinger Unternehmen ist für seine hochwertigen vier- und fünfachsigen Bearbeitungszentren, Fräsdreh-Zentren, Maschinen für die Kurbel- und Nockenwellenbearbeitung sowie flexiblen Fertigungssystemen bekannt. Kunden schätzen deren hohe Verfügbarkeit und ebenso die besondere Prozesskompetenz, die vor allem aus der eigenen Fertigung stammt und durch enge Zusammenarbeit mit Kunden, Zulieferern und Forschungseinrichtungen stetig verbessert wird.
Im Schruppen steckt noch viel Potential
Werner Kirsten, bei Heller im Bereich Technologieentwicklung für das Themengebiet „Schwer Zerspanbare Werkstoffe“ zuständig, erklärt: „Es gehört mit zu unserem Angebot, die Zerspanungsprozesse gemeinsam mit Kunden und Ausrüstern zu optimieren. Für entsprechende praktische Versuche stehen in unserem Technologiezentrum die passenden Maschinen bereit.“ In den meisten Fällen geht es darum, die Produktivität zu erhöhen – ohne Einbußen bezüglich der Prozesssicherheit. „Häufig erreichen wir das durch eine optimierte Schruppbearbeitung, die ein reduziertes Schlichten zur Folge hat“, erklärt Technologe Kirsten. „Unter Beibehaltung der Technologiewerte reduziert eine Halbierung des Schlichtaufmaßes in der Regel die Gesamtbearbeitungszeit auf die Hälfte. Die Voraussetzung sind allerdings prozessstabile, beherrschbare Systeme.“
Insofern muss bei der Produktivitätsverbesserung stets die gesamte Prozesskette betrachtet werden. Zwar ist die Werkzeugmaschine die augenfälligste Komponente der Zerspanung, doch tragen die Werkzeuge, die Werkzeugspannung, die KSS-Versorgung und andere Elemente wesentlich zur erfolgreichen Bearbeitung bei. „Letztendlich ist es das schwächste Glied der Prozesskette, das den Erfolg begrenzt“, betont Kirsten. Seiner Meinung nach widmen viele Zerspaner der Werkzeugaufnahme zu wenig Aufmerksamkeit. Dabei kommt ihr gerade bei der Leistungszerspanung eine hohe Bedeutung zu. „Das haben viele Versuche ergeben, die wir in den letzten Jahren durchgeführt haben“, berichtet Kirsten. „Wir haben festgestellt, dass die Werkzeugaufnahme den Prozess enorm beeinflussen kann. Bei verstärkten Schrumpffuttern zum Beispiel liegt – bedingt durch die größere Masse – der Schwingungsknoten näher an der Lagerstelle. So erhalten wir bei gleichem Werkzeug, gleicher Maschine, gleichen Prozessparametern und gleicher Aufspannung einen ruhigeren Prozess mit weniger Vibrationen und besserer Oberflächenqualität.“
Werkzeugspannung – ein wichtiger Produktivitätsfaktor
Durch die Wahl der richtigen Werkzeugaufnahme lassen sich selbst mit einfachen Standardwerkzeugen gute Ergebnisse hinsichtlich Produktivität und Oberflächengüte erzeugen. Kirsten berichtet von Vergleichsversuchen mit einem einfachen vierschneidigen Werkzeug ohne innere Kühlmittelzufuhr. Als Alternative zu einem Standardschrumpffutter wählte er als Werkzeugaufnahme ein Haimer Power Shrink Chuck mit Cool-Flash-System, das dafür sorgt, dass das Kühlmedium eng am Werkzeug bis zur Spitze geleitet wird. „Im Vergleich zu einer normalen Schrumpfaufnahme und KSS-Zuführung von außen, konnten wir deutlich bessere Prozessparameter erreichen.“
Eine besonders nachhaltige Anwendungsstudie fand statt, als Verantwortliche aus der Flugzeugbranche gemeinsam mit Vertretern des ISF der TU Dortmund und des IPMT der TU Hamburg-Harburg bei Heller zu Gast waren, um praktische Fräsversuche im Werkstoff Ti-6Al-4V durchzuführen.
Aus Grenzfällen neue Erkenntnisse gewinnen
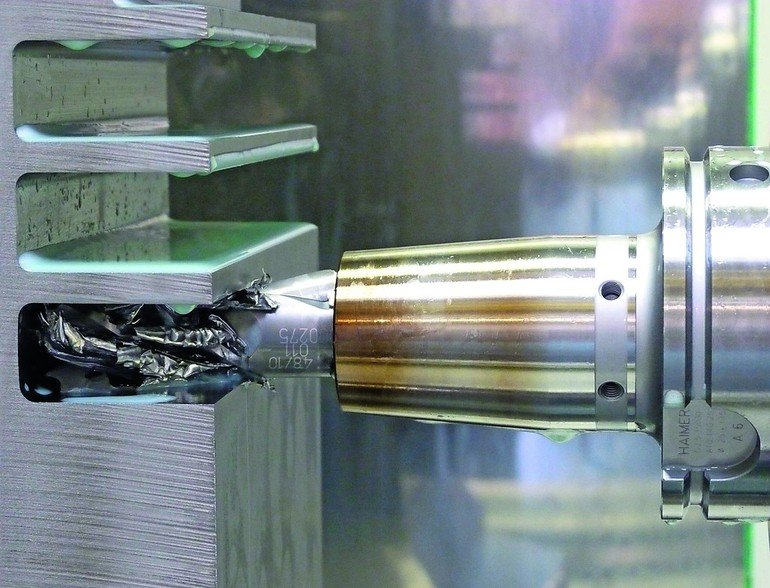
Als Bearbeitungszentrum stand eine vierachsige Heller H 5000 mit Getriebeeinheit und HSK-A 100 Spindel zur Verfügung, die bis zu 2290 Nm Drehmoment abgibt. Um die Zerspanungspotenziale aufzuzeigen, wurden mit vierschneidigen Werkzeugen vom Durchmesser D = 25 mm Vollnuten in eine Titanplatte gefräst. Die Werkzeuge wurden, wie in der Luft- und Raumfahrt üblich, in verstärkten Schrumpfaufnahmen gespannt. Bei einer axialen Schnitttiefe ap von 0,5 bis 1 x D lief die Zerspanung prozesssicher ab. Da die Spindel nur gering ausgelastet war, vereinbarten die Versuchsteilnehmer, Vollnutschnitte mit ap = 2 x D zu wagen. Kirsten berichtet: „Bei dieser Beanspruchung löste sich das Werkzeug während der Bearbeitung aus dem Schrumpffutter, wanderte Richtung Werkstück und erzeugte eine Vollnut bis zu einer Tiefe von 2,5 x D, was einer Tiefe von 62,5 mm entspricht. Danach brach das Werkzeug als Folge der erhöhten Belastung.“
Die Frässpezialisten waren sich einig, dass die Haltekraft des Futters den Prozess begrenzt. Sobald sie durch axiale Belastung und die auftretenden prozessbedingten Schwingungen überschritten wird, wandert das Werkzeug drallbedingt aus dem Futter in Richtung Werkstück. Der Schnittdruck wird dabei immer höher, so dass das Werkzeug schließlich bricht und das Werkstück irreversibel beschädigt wird.
Ursachen und mögliche Gegenmaßnahmen wurden intensiv diskutiert. Schließlich reifte bei Kirsten die Überlegung, dass sich das Werkzeug beim Überschreiten der Haltekräfte zwangsgeführt in Richtung Spindel bewegen müsste. So stieß er letzten Endes auf das Safe-Lock-System, das zusätzlich zur kraftschlüssigen Verbindung eine Auszugsicherung am Werkzeug kennzeichnet, die den gleichen Drall wie das Werkzeug hat. Wenn sich mit Safe-Lock das Werkzeug lösen würde, würde es durch die gewindeartig gedrallten Mitnehmer in die Aufnahme hinein gezogen. Und selbst diese Bewegung lässt sich durch Anstellen der Längeneinstellschraube unterbinden.
Dem Werkzeugauszug entgegenwirken
Werner Kirsten nahm Kontakt zu Haimer, dem europäischen Marktführer für Werkzeugspanntechnik, auf, um das System zu testen: „Wir wollten wissen, ob unsere Gedanken und die Umsetzung in Form des Systems in der Praxis Bestand haben.“ Der Heller Technologieentwickler wiederholte den beschriebenen Versuch – unter ein paar geänderten Bedingungen. So wurde in baugleiche Werkzeuge nachträglich eine Safe-Lock-Nut eingebracht. Weiterhin verkleinerten die Versuchsverantwortlichen die Schnittstelle von HSK 100 auf HSK 63 und benutzten ein 5-Achs-Fräs-BAZ mit Getriebespindel. Um die Bearbeitungssituation noch zu erschweren, spannten sie das Werkstück schräg im Arbeitsraum auf.
Das Ergebnis: Das Werkzeug hielt der Beanspruchung selbst bei erschwerten Bedingungen stand, die Vollnut 2 x D = 50 mm wurde prozesssicher erzeugt. Kirsten kommentiert: „Somit konnten wir indirekt nachweisen, dass Safe-Lock funktioniert und bei HSK-A 100 die Schrumpftechnologie noch große Potenziale hat, insbesondere auf fünfachsigen Bearbeitungszentren mit Getriebespindeln.“ In der Folgezeit wurde diese Musterbearbeitung in Ti-6Al-4V mehrfach durchgeführt, unter anderem auf der Airshow in Farnborough, womit unter Beweis gestellt wurde, dass der bisherige Grenzbereich von 1 x D = 25 mm Vollnutfräsen in der Titanzerspanung durch Safe-Lock um das Doppelte erweitert werden konnte.
Als Fazit fasst Kirsten zusammen: „Für Schruppbearbeitungen ist das eine zuverlässige Absicherung. Ich halte daher das Haimer System für eine anwendungsgerechte, einfach zu handhabende und prozesssichere Ergänzung der Schrumpftechnologie, auf die wir gerne zurückgreifen, insbesondere in Verbindung mit vielen standardisierten Werkzeugen weiterer Hersteller.“
Da Haimer von Beginn an das große Potential im Safe-Lock-System erkannte, vergibt das Unternehmen Lizenzen an innovative Werkzeughersteller für die patentierte Auszugsicherung. Mit großem Erfolg, denn mittlerweile zählen führende Werkzeughersteller wie Walter, Widia, Sandvik Coromant, Seco Tools, Sumitomo, Kennametal, Helical, Emuge Franken, Data Flute, Niagara, OSG, SGS Tools und neuerdings Mapal zu den Lizenznehmern.
Durch seine stetig wachsende Verbreitung könnte das System gewissermaßen als neuer „de-facto“ Standard für die Schwer- und Schruppzerspanung gelten. Auch für neue Frässtrategien wie die trochoidale Bearbeitung kann Safe-Lock das Weldon-Spannsystem ablösen. Haimer-Geschäftsführer Andreas Haimer erklärt: „Mit unserem Safe-Lock-System haben wir eine Lösung gefunden, die eine hohe Rundlaufgenauigkeit mit einer 100%-igen Auszugsicherung vereint. Sie konnte sich inzwischen im Aerospace-Bereich – und überhaupt in der Schwer- und Schruppzerspanung – erfolgreich als ein Standard etablieren. Mittlerweile steigen aus gutem Grund auch immer mehr Anwender der trochoidalen Frässtrategien auf das System um.“ ■
Haimer GmbHwww.haimer.com AMB Halle 1 Stand C59
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}