

Wer beim Schruppen von Hartmetall produktiver sein will, muss beim Span anfangen. Kurze, gebrochene Späne, die sich leicht abführen und optimal kontrollieren lassen, sorgen für mehr Prozesssicherheit. Möglich wird dies aufgrund der WSP mit Wellenschliff (Surrated Edge), die weniger Schnittkraft an der Schneide benötigt, so dass beim Schruppfräsen selbst leistungsschwache Maschinen noch wirtschaftlich eingesetzt werden können.
Roman Görzen, technischer Außendienst, Korloy Europe GmbH Ralf M. Haaßengier, Geschäftsführer, PRX Agentur für Public Relations GmbH
Das Hartmetall-Schruppfräsen stellt die Anbieter von Zerspanungswerkzeugen vor große Herausforderungen – die Kunden fordern immer leistungsfähigere Werkzeuge bei gleichzeitiger Kostensenkung. Deshalb entwickeln Werkzeughersteller hocheffiziente Werkzeugsysteme, bei denen Werkzeugkörper, Plattengeometrie und Schneidstoffe optimal aufeinander abgestimmt sind. Das Ganze darf aber nicht auf Kosten der Prozesssicherheit gehen.
Korloy hat mit dem Power Buster vor knapp zwei Jahren einen Schruppfräser in Südkorea lanciert, der in Sachen Produktivität, Standzeit und Schneidkosten den Wettbewerb herausfordert. Auf der AMB 2012 wurde das Frässystem erstmals auch dem deutschen Fachpublikum präsentiert. Sang-Yong Lee, Entwickler des Power Buster-Programms im Korloy Forschungs- und Entwicklungszentrums Jincheon, ist sich der Erfolgspotenziale bewusst: „Unser Power Buster setzt einen Meilenstein in der Geschichte der Schruppbearbeitung. Wir eröffnen damit den Anwendern eine echte Perspektive über konventionelle Fräswerkzeuge hinaus.“
Mit dem neuen Power Buster lässt sich ein außerordentliches Spanvolumen erreichen. Durch seine besondere Geometrie sowie das spezielle Design der Wendeplatten mit Wellenschliff verfügt der High-Feed-Schruppfräser über eine außergewöhnliche Stabilität und Lebensdauer bei niedrigen Kosten.
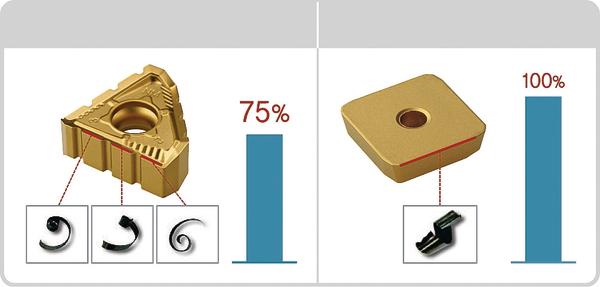
Was aber unterscheidet die WSP des Korloy-Frässystems von denen anderer Hersteller? Kurz gesagt: der einzigartige Wellenschliff, der sichtbare Einkerbungen an den Schneidkanten erzeugt. Im Gegensatz zu herkömmlichen ISO-Platten ist der Power Buster mit einer speziell geschliffenen Platte ausgerüstet. Während die Hauptschneidlinie bei ISO-Wendeschneidplatten linear und kontinuierlich verläuft, weisen die WSP des Power Buster diskontinuierlich verlaufende, wellenartige Schneidkanten auf.
Das Fräsprogramm ist deutlich stabiler und prozesssicherer
Zwar liegt die Vermutung nahe, dass sich eine diskontinuierliche Kante nachteilig auf die Steifigkeit auswirkt, die Power Buster-Platten beweisen das Gegenteil. Wie sich während verschiedener Testverfahren bei diversen Kunden bereits zeigte, ist das Fräsprogramm deutlich stabiler und somit prozesssicherer als herkömmliche Schruppwerkzeuge. „Im Vergleich zu adäquaten Schneidplatten im niedrigen Preissegment bleiben unsere wellenförmig geschliffenen WSP stabil, halten länger, selbst noch bei Extrembedingungen mit mehr als 100 Prozent erhöhter Schnitttiefe (ap)“, betont Werkzeug-Entwickler Sang-Yong Lee.
Wird die Schnitttiefe beibehalten, lässt sich der Vorschub (vf) prozesssicher, ohne Vibrationen und Rattermarkenbildung auf mehr als 100 % erhöhen. Wie weitere Testversuche mit aktuellen Fräswerkzeugen, bestückt mit Tangential-Wendeschneidplatten, deutlich zeigen, beweist der Power Buster aufgrund seiner hervorragenden WSP-Eigenschaften (Wellenschliff, Steifigkeit) wesentlich mehr Durchhaltevermögen mit Standzeiterhöhungen um bis zu 25 %.
Um selbst bei extrem hohen Vorschüben beziehungsweise Schnitttiefen die Belastung an der Schneide, die bei negativen Wendeschneidplatten gern entsteht, zu reduzieren, haben die Korloy-Entwickler einen innovativen Spanbrecher auf der Spitze der Platte eingesetzt. Der hocheffiziente Spanabtragswinkel sorgt dabei für eine verringerte Krafteinwirkung auf die Schneidkante. Die Platten sind so konzipiert, dass sich die mechanischen Kräfte beim Eingreifen der Schneide in den Werkstoff weniger auf die Schneidkante auswirken.
Der Span wird bereits an der Spitze gebrochen, was die Schneide deutlich entlastet, nämlich um 25 %. Die Schnittkraft kann dementsprechend geringer sein, so dass der Power Buster auch auf älteren Maschinen sicher und wirtschaftlich verwendet werden kann.
Klemmmechanismus für fehlerfreie und mühelose Handhabung
Damit dem Werker an der Maschine das Wenden der Platte problemlos gelingt, verfügen sie über einen intelligent konstruierten Klemmmechanismus. Wie bei gängigen ISO-Wendeplatten kann diesen Klemmmechanismus jeder fehlerfrei und mühelos handhaben. Von besonderer Bedeutung ist das stabile Spannen der WSP.
Hierfür wurde auf der Oberseite der Platte eine Auflagenschutzkonstruktion mit spezieller Geometrie eingesetzt. Die Grundplatten (Shims) sind für eine optimale Aufspannung zwischen Wendeplatten und Fräsern konstruiert, verbessern die Steifigkeit des Fräswerkzeugs, verlängern die Standzeit und führen zu einer deutlich verbesserten Stabilität während des Bearbeitungsprozesses. Zudem schützen sie den Grundkörper vor Beschädigung im Falle eines Plattenbruchs.
Um die Plattenvielfalt zu verringern und Verwechslungen zu vermeiden, sind universell einsetzbare Wendeschneidplatten gefragt. Möglichst soll eine Platte für unterschiedliche Anwendungen genutzt werden können. Einerseits wird dies durch universelle Schneidstoffe ermöglicht, andererseits durch die Plattengeometrie. Die Antwort beim Power Buster darauf lautet zwei Einstellwinkel.
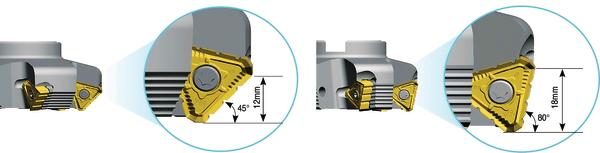
„Es war keine einfache Aufgabe, mit einer negativen Wendeschneidplatte zwei Einstellwinkel zu realisieren“, so Lee. Damit überhaupt eine solche Optimierung erreicht werden kann, müssen die Parameter dafür stimmen. „Verschiedene, passende Kombinationen an einem Werkzeug müssen realisierbar sein“, so der Entwickler. Korloy bietet zwei Einstellwinkel an, die von den meisten Kunden bevorzugt werden: 45 und 80°.
Letzterer nähert sich dabei stark dem ansonsten häufig verwendeten 90°-Winkel an. „Das haben wir durch die spezielle Konstruktion der Nebenschneidkanten mit triangelförmigen Platten realisiert und damit den Kundenerwartungen entsprochen“, so Lee. Als „Allrounder“ eignet sich der Power Buster sowohl für die Bearbeitung von Stahl und legierten Stählen als auch für die Zerspanung von Eisenguss. Die oben und unten unterschiedlich geformten Schneidkanten der Wendeplatte ergänzen sich hervorragend und machen den Schnitt perfekt.
Fräser kombiniert Schrupp- und Schlicht-Bearbeitung
Durch die hohe Genauigkeit kann der Fräser sowohl zum Schruppen als auch zum Schlichten eingesetzt werden. Die Kombination von Schrupp-Schlicht-Bearbeitung verkürzt in der Praxis Nebenzeiten für zusätzliche Werkzeugwechsel.
Dabei ist die dreieckige Plattenform (IC 15.875, 10 mm Dicke) für schwere Schruppfräsbearbeitung prädestiniert. Als AA 45- Grad-Fräser erreicht der Power Buster 12 mm und als AA 80-Grad-Fräser mit derselben Wendeplatte 18 mm Schnitttiefe.
Teilen:




















{kind=link}