



Hält man eine Zeitung in der Hand oder ein Buch, blättert eine Broschüre durch oder blickt auf eine hochwertige Verpackung, hat man meist Erzeugnisse des Offsetdrucks vor sich, der am meisten verbreiteten Drucktechnik in diesen Bereichen. Soll zum Beispiel ein Kunstdruck im Vierfarbverfahren hergestellt werden, kommt dafür eine Maschine mit vier Druckwerken und den Grundfarben Cyan, Magenta, Gelb und der Kontrastfarbe Schwarz zum Einsatz.
Sind weitere Schmuckfarben wie Gold oder Silber gewünscht, werden zusätzliche Druckwerke benötigt. So können in entsprechenden Druckstraßen bis zu acht Druckwerke in Reihe stehen, um Bögen nacheinander zu bedrucken. Oft folgen in einer Druckstraße weitere Werke für das Farbloslackieren, für Effektfarben oder das Prägen und Stanzen. Um Druckbilder hoher Qualität erzeugen zu können, müssen die Druckwerke eine hohe Maßhaltigkeit der Anschlussflächen zu verschiedenen Passbohrungen aufweisen. Werkzeugseitig sichern dies in der Gestellfertigung von Koenig & Bauer Industrial die Schlichtfräser EK90 von Avantec ab.
Interner und externer Dienstleister
Als Geschäftseinheit der Koenig & Bauer Gruppe sowie als interner und externer Dienstleister produziert Koenig & Bauer Industrial hochpräzise Komponenten für Druckmaschinen sowie weitere Auftraggeber aus dem Maschinen- und Anlagenbau. Schwerpunkte sind präzisionsbearbeitete Großteile aus Guss und Stahl, komplexe kubische und Rotationsteile, Zahnräder, Walzen, Blechbaugruppen sowie die Beschichtung von Rotationsteilen.
Hoch qualifizierten Fachkräften stehen dafür moderne Bearbeitungszentren und Messanlagen zur Verfügung. Außerdem bietet Koenig & Bauer Industrial Leistungen wie Montage, Engineering und Logistik an. In der in Würzburg angesiedelten Gestellfertigung werden schwerpunktmäßig die Seitengestelle von Wertpapier- und Rollendruckmaschinen produziert. Zugleich ist die Gestellfertigung Lohn- oder Auftragsfertiger für Koenig & Bauer Sheetfed in Radebeul, dem Konzernstandort für den Bau von Bogenoffsetdruckmaschinen. Für diese Geschäftseinheit produziert die Gestellfertigung ganze Druckwerke – auch Boxen genannt –, die dann zu Offsetdruckmaschinen verbaut werden.
Fünf-Tonnen-Bauteile neigen zum Schwingen
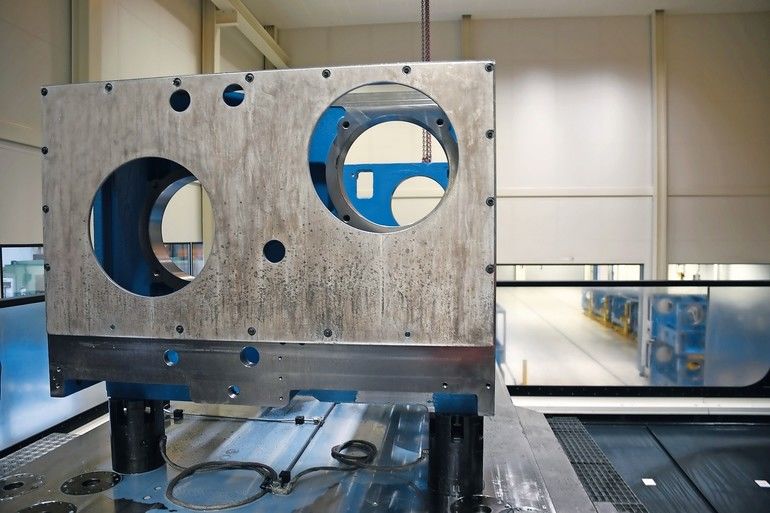
Hergestellt werden von der Gestellfertigung Druckwerke in zwei Baugrößen: im Mittelformat mit drei und im Großformat mit zwölf Varianten – jeweils aus GG25. Von diesen Mittelformaten werden jährlich 1200 Teile in kleineren Losen bis Stückzahl eins produziert, bei den Großformaten sind es 450. Präzision ist bei all dem das A und O. „Vor allem muss das Bohrbild der Teile exakt zu ihrer Außenfläche stehen“, betont Uwe Geißler, Leiter der Fertigungsvorbereitung. „Üblicherweise haben wir hier zwei Hundertstel einzuhalten. Bei den kleinen Boxen sind es sogar zehn Mikrometer.“
Für das spätere Verbauen ist aber nicht nur sicherzustellen, dass die Anschlussflächen der Druckwerke genau zum Bohrbild passen, die gegenüberliegenden Hauptbohrungen müssen auch exakt in der Flucht stehen. Nur so kann per Druckzylinder später das gewünschte Druckbild erzeugt werden. Für die Zerspanung kommt erschwerend hinzu, dass die Bauteile trotz ihrer Größe und Masse stark zum Aufschwingen neigen. „Obwohl sie bis zu fünf Tonnen wiegen, sind die Teile hochempfindlich. Wenn hier bei der Bearbeitung etwas vibrieren würde, wären die Flächen schnell dahin“, so Geißler. Zu verhindern sei dies natürlich ebenso wie Absätze zwischen den Fräsbahnen.
Ultrahochpräzisionsmaschinen im Einsatz
Aufgebaut hat Koenig & Bauer die Serienfertigung der Gestelle im Jahr 2015 – und damit die Guss- und Schwerzerspanung in Würzburg zentralisiert. Investiert wurde in diesem Zuge auch in fünf große Bearbeitungszentren, von denen heute vier die Gestelle auf fünf Zehntel Aufmaß vorbearbeiten. Die Finishbearbeitung erfolgt auf einer Dixi 270 U, die ausschließlich die Anschlussflächen und die Flächen an den Bohrungen zerspant.
Die Bauteile werden dafür 24 Stunden bei 22 °C temperiert, um sie anschließend bei gleicher Temperatur zu bearbeiten. Nach der Zerspanung werden die Teile erst in der Dixi und dann – noch immer auf 22 °C temperiert – auf einem Großportalgerät von Zeiss vermessen. Bei etwaigen Abweichungen kann die Gestellfertigung in dieser Konstellation schnell reagieren. Neben der Temperierung wird die präzise Bearbeitung der Teile durch eine Reihe weiterer Spezifika garantiert. So wird auf der Dixi 270 U zum Beispiel ein Messsystem eingesetzt, mit dem nicht nur linear, sondern im Raum kompensiert werden kann. Am Ende bietet die Maschine eine Genauigkeit von drei Mikrometern – und das bei Bauteilgrößen bis 2,7 x 2,7 x 1,7 m (X/Y/Z).
Im Werkzeugbereich wurde nach der Inbetriebnahme der Dixi 270 U anfänglich mit einer Erstbestückung gearbeitet, die in CBN ausgeführt war. „Die Qualität dieser Fräser war top, die Leistung war klasse“, betont Jürgen Wiegand, verantwortlich für die Gestellfertigung. „Allerdings waren die Schneidplatten sehr teuer, und der Hersteller konnte die nötigen Stückzahlen nicht liefern.“ Zu diesem Zeitpunkt war man in der Gestellfertigung zur regelmäßigen Suche nach Ratiopotenzialen übergegangen.
Wurde bisher vor allem das Einzelstück gefertigt, war jetzt eine Serien- und Lohnfertigung aufgebaut worden. Wirtschaftlichkeitsbetrachtungen – vor allem auch bei den Werkzeugen – gehörten nunmehr zum Tagesgeschäft, betont Wiegand: „Für das Schlichten auf der Dixi hieß das: Die Werkzeugkosten sollten bei mindestens gleicher Qualität und Bearbeitungszeit deutlich gesenkt werden.“
Was folgte, waren Sondierungen am Markt und Tests mit einem Wettbewerbsprodukt, das als Breitschlichtwerkzeug ausgeführt war. Weil dieser Fräser jedoch einen zu hohen Druck ausübte, bauten sich bei der Bearbeitung Schwingungen auf. Ganz anders beim Schlichtfräser EK90 von Avantec, der nun ins Haus kam. Schnell bekam man die Schwingungen in den Griff. „Bei gleicher Leistung wie mit den CBN-Werkzeugen haben wir in 14 Tagen vor allem auch die geforderte Genauigkeit und Qualität sichergestellt“, berichtet Norbert Abel von Avantec, verantwortlich für technische Beratung und Verkauf. „Dabei bietet der EK90 nicht nur eine hohe Oberflächengüte und Ebenheit, er ist bei langen Standzeiten auch sehr schnell.“
Präzise, wiederholgenau gefertigte Werkzeuge
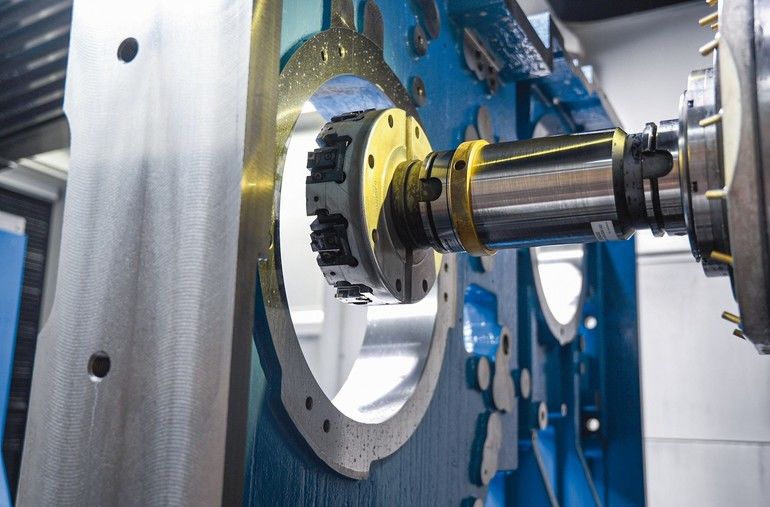
In der Gestellfertigung von Koenig & Bauer hatte man sich von diesen Vorzügen zwischenzeitlich überzeugt, sodass der Schlichtfräser rasch eingeführt wurde. Heute kommt beim Schlichten um die Lagerbohrungen ein Xtra EK90 ZZ8 in Leichtbauausführung mit Innenkühlung, 200 mm Durchmesser und acht Zähnen zum Einsatz, beim Schlichten der Außenkontur ist es ein EK90 mit Durchmesser 100 mm und sechs Zähnen. Während im ersten Fall Rz-Werte unter fünf Mikrometer sichergestellt werden, liegen sie im zweiten Fall unter zehn. Zugleich wird die georderte Maßtoleranz von zehn Mikrometer sicher gehalten. Ausgelegt sind die Schlichtfräser für beide Anwendungen grundsätzlich gleich: in Kassettenbauweise mit einfacher Feinsteinstellung. „Bis auf null werden die EK90 hier bei Koenig & Bauer eingestellt“, weiß Abel. „Vorgaben von unserer Seite sind null bis zwei Mikrometer“, ordnet er ein. Diese Einstellgenauigkeit sichert die Präzision der Bearbeitung ebenso wie die Tatsache, dass es durch die Anordnung der Kassetten nicht zum Setzen kommt.
„Dass unsere Werkzeuge die geforderten Genauigkeiten am Bauteil wiedergeben können, ist insbesondere auf unsere hochpräzise Fertigung zurückzuführen“, betont Michael Maier, Verkaufsleiter Deutschland bei Avantec. „Die Wendeschneidplatten zum Beispiel werden mit äußerst engen Fertigungstoleranzen und hoher Wiederholgenauigkeit geschliffen. Neben der Präzision und Qualität bei der Bearbeitung profitiert der Anwender so vor allem auch von Prozesssicherheit.“
Als Schneidstoff wird heute in Würzburg die beschichtete Sorte Nero 26 AF eingesetzt, die Avantec für die Gussfertigung optimiert hat. Ausgeführt ist die zweischneidige Platte mit positiver Geometrie, sodass der Schneiddruck gering ist. Summa summarum setzt die Gestellfertigung von Koenig & Bauer aktuell eine Standardplatte ein, die die wirtschaftliche Fertigung qualitativ hochwertiger Teile ermöglicht.
Die Qualität ist garantiert
„Die Qualität steht bei uns an oberster Stelle“, fasst Geißler zusammen. „Das Wichtigste ist, dass der Kunde immer das gleiche Bauteil bekommt.“ Die Gestellfertigung hat dafür alle Prozessbausteine eng aufeinander abgestimmt – angefangen bei der Dixi 270 U bis zur Temperierung der Bauteile. Werkzeugseitig garantiert der EK90 das „immer gleiche Bauteil“ mit hochpräzise geschliffenen Platten, den auf null einstellbaren Kassetten und der Tatsache, dass sich die Kassetten in der Bearbeitung nicht setzen. Das Resultat der engen Abstimmung aller Prozesskomponenten ist schlussendlich Genauigkeit, Qualität und eine hohe Prozesssicherheit, „sodass wir praktisch ausschussfrei produzieren“, sagt Wiegand.
Avantec Zerspantechnik GmbH
www.avantec.de
Mehr zum Thema Fräser



















{kind=link}