


Durch die Integration von Zusatzaggregaten in Werkzeugmaschinen können spezielle Fertigungsabläufe optimiert werden. Die Einbindung der Stoßeinheit Benz LinA auf CNC-Drehmaschinen ist ein ideales Beispiel dafür, wie aufwendige Umspann- und Rüstprozesse eingespart werden können. Mit Hilfe dieser Zusatzeinheit lassen sich die unterschiedlichsten Formen und Profile herstellen, besonders wenn durch geometrische Gegebenheiten am Werkstück nur eine Stoßoperation als Bearbeitungsvariante in Frage kommt.
Die Produktgruppe der „Dreh-Fräsmaschinen“ repräsentiert mit der Aufhebung der Trennung von Dreh- und Fräsoperationen einen neuen Trend. Intention dieser Trennung sind effizientere Fertigungsprozesse. Die dadurch mögliche Komplettbearbeitung auf einer Maschine führt zu kostengünstigeren Abläufen. Gleichzeitig wurden auch energiesparende Abläufe und entsprechende Einsparungspotenziale gefordert. Oftmals stellen allerdings hohe Investitionskosten eine unüberbrückbare Barriere dar.
Stoßen auf Drehmaschinen
Das Stoßen von unterschiedlichsten Profilen auf Drehmaschinen mit der Zusatzeinheit Benz LinA stellt hingegen einen Ansatz dar, der keine hohen Investitionskosten erfordert und dennoch dem Gedanken der Komplettbearbeitung innerhalb eines energie- und ressourcenschonenden Fertigungsprozesses Rechnung trägt. Dass sich dieser Ansatz gerade auf Drehmaschinen anbietet, hängt letztendlich von der Werkstückstruktur ab.
Von Haus aus werden auf Drehmaschinen vorwiegend rotationssymmetrische Bauteile hergestellt, die funktional in der späteren Anwendung Kräfte und Momente übertragen müssen. Mit den unterschiedlichsten Wellen-Nabenprofilen werden in der Regel Momente und Belastungen übertragen – beispielsweise bei Zahnwellenprofilen. Häufig sind von der Bauteilkontur Schultern oder Borde vorgegeben oder sonstige Störkollisionen vorhanden, die eine Fertigung weder in einem Abwälzprozess, noch im Einzelzahnfräsen zulassen.
Konturen können nur gestoßen werden
Da die Materialeigenschaften der zu bearbeitenden Werkstücke sehr hohe Festigkeiten mit Werten von 1200 N/mm2 Zugfestigkeit aufweisen, sind im Fertigungsprozess hohe Belastungen vorhanden. Folglich ist es nur möglich, die Konturen durch eine Stoßoperation wirtschaftlich zu erzeugen. Auf einer CNC-Drehmaschine können mit der Einbindung der Stoßeinheit Benz LinA neben den Drehoperationen zusätzliche Profile und Formen durch Stoßen hergestellt werden – ohne das Werkstück umspannen zu müssen.
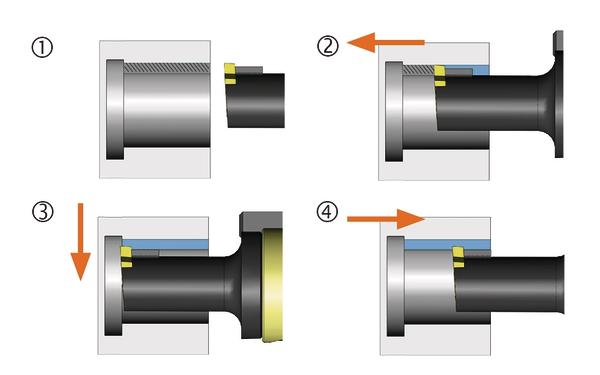
Hierzu werden bereits vorhandene Maschinenfunktionen, wie z.B. der Antrieb für angetriebene Werkzeuge und die C-Achsfunktionalität der Hauptspindel, genutzt. Mit der exakten Positionierung der Hauptspindel können Profile positionsgenau auch mit beliebigen Teilungen generiert werden. Das eigentliche Erfolgsgeheimnis ist jedoch das Umlenkungsgetriebe der Stoßeinheit, welche die drehende Bewegung des Antriebsmotors in eine lineare Hauptbewegung des Stoßmeißels wandelt.
Am Ende des Stoßvorganges ist eine kulissengesteuerte Abhebefunktion integriert. Dies führt einerseits zu einer stetigen Zustellung der Querachse und ermöglicht damit eine einfache Programmierung. Andererseits wird beim Rückhub ein Entlanggleiten der Schneide am Grund des ausgesparten Profils verhindert. Durch das kontaktlose Zurückfahren beim Leerhub werden der Verschleiß und das Ausbrechen der Schneide ausgeschlossen.
An den Wendepunkten der linearen Stoßbewegung sacken die Vorschubgeschwindigkeiten auf den Wert 0 ab, die jedoch in den Auslaufzonen und nicht im Schnitt vorherrschen. Sämtliche Bauteile der linearen Vorschubeinheit müssen somit permanent beschleunigt und abgebremst werden. Für die Energiebilanz ist es daher von enormem Vorteil, wenn die zu beschleunigenden Massen möglichst gering sind. Da die gesamte Kinematik des Stoßvorganges in der kompakten Stoßeinheit integriert ist, werden keine schweren Komponenten der Drehmaschine für den Materialabtrag bewegt. Die geringen Massen der Stoßeinheit Benz LinA erlauben daher eine hohe Dynamik mit einer Hubzahl von 1000 Hüben pro Minute. Bei reduziertem Hub können sogar Werte von bis zu 1200 Hüben erzielt werden. Trotz der hohen Geschwindigkeiten lassen sich gute Oberflächenqualitäten erzielen, da der Stößel in einer steifen Wälzlagerung geführt wird.
Einfache Programmierung
Die hohe Dynamik und Schnittgeschwindigkeit hat einen weiteren Vorteil: Die Zustellung – meist über die Y-Achse der Maschine – ist stetig und nicht intermittierend, wie es üblicherweise bei Stoßmaschinen der Fall ist. Die Programmierung ist daher deutlich einfacher als von vielen Anwendern erwartet. Am Anfang war der Respekt vor komplexen und komplizierten Programmabläufen die größte Hemmschwelle, die es zu überwinden galt. Es wird jedoch sehr schnell deutlich, dass die eigentliche Komplexität der Kinematik von der Stoßeinheit selbst und nicht von einem aufwendigen Steuerzyklus übernommen wird.
In Summe lässt sich mit der angetriebenen Stoßeinheit Benz LinA eine Vielzahl unterschiedlichster Profile bearbeiten. Über eine Drehrichtungsumkehr am Antrieb sind sowohl Innen- als auch Außenbearbeitungen möglich. Als typische Profile lassen sich Passfedernuten, Innen- und Außenverzahnungen, Innensechskant- und Torxprofile wirtschaftlich fertigen.
Darüber hinaus können auch sämtliche Sonderprofile mit dem entsprechenden Schneidwerkzeug hergestellt werden. Selbst kleine Verzahnungen und Nuten in Sacklochbohrungen lassen sich problemlos stoßen. Letztendlich liegen die Vorteile klar auf der Hand: Durch die Integration der Stoßeinheit Benz LinA in den Fertigungsprozess entfallen aufwändige Rüst- und Umspannvorgänge. Alle Formen und Profile lassen sich aufgrund der hohen Dynamik ökonomisch fertigen. Die Ressource Maschine wird dabei kaum belastet und der Energiebedarf ist auf ein Minimum reduziert. Eine Konstellation, die jeden Prozessoptimierer motivieren sollte, vorhandene Bearbeitungsfolgen zu überdenken.
Benz GmbH Werkzeugsysteme www.benz-tools.de
Der Autor
Christoph Zeller, Technischer Leiter, Benz GmbH Werkzeugsysteme
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}