


Im Jahr 1938 gründete Josef Strobel das Unternehmen als Lackier- und Karosseriebetrieb. 1982 übernahm der heutige Geschäftsführer Thomas Strobel die Firma. Anfang der achtziger Jahre half er einer Rettungsorganisation, die Innenausbauten ihrer Rettungswagen zu optimieren. Dies war der Impuls zur Gründung von System Strobel. Im Jahr 1985 folgte der Bau des ersten Rettungswagens. 1986 dann der erste Tragetisch. Von da an formte Thomas Strobel das Unternehmen zu einem der größten Hersteller von Rettungsfahrzeugen in Europa. Zwischen 350 und 400 Fahrzeuge baut das Unternehmen im Jahr. System Strobel baut alles was die jeweilige Organisation wünscht. An oberster Stelle stehen im Unternehmen immer die Funktionalität, Ergonomie und Qualität der Fahrzeuge. Es ist von daher auch nicht erstaunlich, dass der erste bei System Strobel gefertigte Rettungswagen noch heute seinen Dienst tut.
Hohe Fertigungstiefe für eine sichere Patientenlagerung
„Wir haben eine sehr hohe Fertigungstiefe, entwickeln und bauen so viel wie möglich selber“, erklärt Marcus Wittek, Gruppenleiter in der spanenden Fertigung bei System Strobel. Die Fahrgestelle bezieht System Strobel bei namhaften Herstellern. Der Aufbau der Koffer aus Aluminium-Sandwichplatten erfolgt im Werk selbst. Sogar die extrudierten Aluminium-Kantenprofile zum Zusammenhalt der Sandwichplatten sind eigene Entwicklungen. Darüber hinaus kommen die aerodynamischen Signalleuchten, elektrische Trittbretter und viele weitere Teile aus dem eigenen Haus. Den Innenausbau der Möbel übernimmt die hauseigene Schreinerei.
Viel Know-how fließt bei System Strobel auch in die Entwicklung des Tragetischs. Er dient zur Lagerung der Fahrtragen, auf der die zu rettenden Personen liegend transportiert werden. Die Lagerung der Tragen ist luftgefedert, neig- sowie seitlich in verschiedene Richtungen verschiebbar. Zudem besitzt der Tragetisch noch eine Oberbühne, die zum Beladen der Fahrtrage abgeklappt werden kann. Durch den flachen Beladewinkel kann die Trage rückenschonend in das Fahrzeug eingeschoben werden.
Für dieses besondere Bauteil wird eine ganze Reihe an mechanischen Bauteilen und Baugruppen verarbeitet. Und dafür ist hauptsächlich die Abteilung von Marcus Wittek verantwortlich. Mit mehreren CNC-Bearbeitungszentren fertigt sein Team alle Metallteile, die bei System Strobel spanend hergestellt werden. Dabei ist die Optimierung der Zerspanoperationen bei Strobel ein ständiges Thema. Das Reiben der Bohrungen ist dabei besonders wichtig. „Wir haben einige Bauteile, die schon in Form gegossen oder extrudiert sind. Diese sind teilweise schon etwas größer. Wichtig ist hierbei, dass die Bohrungen exakt zueinander passen, damit sich die Bauteile der Trage beim späteren Bewegen nicht gegenseitig verklemmen“, sagt Wittek.
Hochleistungs-Reibsystem als Problemlöser
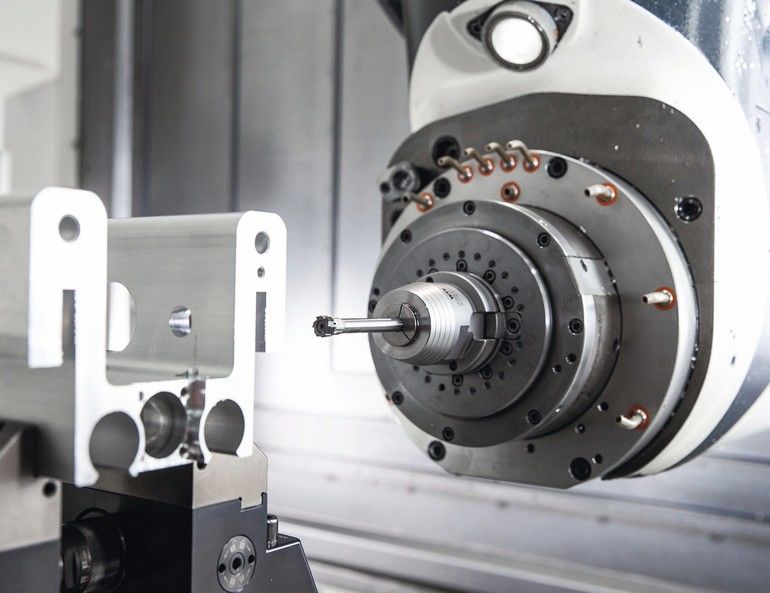
Zum Reiben der Bohrungen setzt Wittek jetzt auf das Reibsystem DR small von Horn. Vor der Umstellung wurden die Bohrungen gefräst oder gebohrt und anschließend mit einer HSS-Reibahle gerieben. „Die Leistung, die Bearbeitungszeit sowie die Präzision haben uns nicht mehr zufriedengestellt“, so Wittek. Neue Entwicklungen der Tragen mit noch feineren mechanischen und elektrischen Komponenten machten eine Überarbeitung des Reibprozesses nötig. Für die technische Beratung kontaktierte Wittek den für ihn zuständigen Horn-Außendienstmitarbeiter Stephan Weiß: „Wir haben schon zahlreiche Probleme mit unserem Hochleistungs-Reibsystem gelöst. Die Bearbeitung bei System Strobel war ein klarer Fall für das Reibsystem DR small.“ Die Durchmesserbereiche der vier Systemgrößen reichen von 7,600 bis 13,100 mm. Die Reibschneiden können in der Maschine schnell und unkompliziert mit einer hohen Wiederholgenauigkeit gewechselt werden. Mit seiner hohen Flexibilität deckt das System bei den Schneidstoffen, Schneiden und Schaftsystemen ein breites Anwendungsfeld ab. Zusammengefasst reduziert das DR small-System die Kosten pro Bohrung, steigert die Produktivität und verringert dank des Wechselsystems und den dadurch entfallenden Nachschleifaufwand den Logistikaufwand.
Die präzise Trennstelle zwischen Schaft und Wechselkopf ermöglicht eine hohe Kraftübertragung mit einer Wechselpräzision von unter 5 μm. Das Fixieren der Wechselschneiden erfolgt über eine zentrale Spannschraube. Schäfte in Stahl- oder Hartmetallausführung sind in den Versionen für Durchgangsbohrungen oder Sacklöcher verfügbar. Sie unterscheiden sich im Wesentlichen durch die Art der inneren Kühlmittelzufuhr.
Kühlung entscheidet über Erfolg oder Misserfolg
Die innere Kühlmittelzufuhr ist auch bei System Strobel ein wichtiger Punkt. „Wir zerspanen viele Aluminiumbauteile. Beim Reiben von tiefen Bohrungen in Alu entscheidet eine gute Kühlung über Erfolg oder Misserfolg“, sagt Wittek. Das Reiben der Bohrungen geschieht nun mit einer Vorschubgeschwindigkeit von vf = 6 m/min. Die Bearbeitungszeit hat sich um zwei Drittel reduziert. Die Leistung des Systems hat Wittek überzeugt: „Wir haben nach der Umstellung auf das neue System deutlich Zeit eingespart. Des Weiteren haben uns auch die Werkzeugleistung sowie die Qualität der geriebenen Bohrungen überzeugt.“ Zur genauen Standzeit kann Wittek noch keine Angaben machen. Bisher wurden 2000 Bohrungen bearbeitet. Von Verschleißanzeichen ist noch nichts zu sehen.
System Strobel GmbH & Co. KG
www.system-strobel.de
Hartmetall-Werkzeugfabrik Paul Horn GmbH
www.phorn.de
 Die Paul Horn GmbH bietet für die Bearbeitung von Aluminium-Bauteilen ein großes Portfolio an optimierten Werkzeugen an. Bild: Horn
Die Paul Horn GmbH bietet für die Bearbeitung von Aluminium-Bauteilen ein großes Portfolio an optimierten Werkzeugen an. Bild: HornAluminium und seine Legierungen
Aluminium (Al) findet sich in der Erdkruste in mineralischer Form. Wichtigster Rohstoff zu seiner Gewinnung ist Bauxit. Aus diesem Gestein wird in einem aufwendigen und energieintensiven Herstellprozess reines AL-Oxid gewonnen, das anschließend in einer Schmelze gelöst und elektrolytisch zersetzt wird.
Die deutsche Aluminiumindustrie
Die 65 000 Mitarbeiter der etwa 250 mittelständischen Unternehmen und Konzernbetriebe in Deutschland erwirtschafteten 2019 einen Umsatz von 21 Milliarden Euro und erzeugten rund 1 199 800 Tonnen Rohaluminium, davon sind rund 691 900 Tonnen Recyclingaluminium.
Die Wertschöpfungskette der Al-Industrie beginnt mit dem Erzeugen, Legieren und Gießen von Primäraluminium. Dieses wird in Walz- oder Presswerken, Schmieden und Gießereien in Form gebracht und dann beim Kunden weiterverarbeitet.
Eigenschaften von Aluminium
- Dichte etwa 1/3 von Stahl (Leichtbauweise, Energie- und Kosteneinsparung)
- Chemisch beständig (Genussmittelindustrie und Offshore-Bereich)
- Gute Umform-, Schweiß- und Gießbarkeit (Motor, Auto- und Flugzeugteile)
- Dekorative und abriebfeste Oberflächen (Industrie, Haushalt, Büro)
- Hohe elektrische Leitfähigkeit (Kabel, Freileitungen)
- Nicht magnetisch
Aluminium zerspanen
Die Zugfestigkeit, Dehnung, Härte und Festigkeit von Al lässt sich durch Legierungselemente wie Silizium, Magnesium, Kupfer, Zink und Mangan beeinflussen. Der Werkstoff kann beim Zerspanen durch die Wärmeentwicklung weich werden, das Schneidwerkzeug verkleben und durch den gestörten Spänefluss auch zerstören. Wichtig ist deshalb die fachgerechte Abstimmung zwischen Werkstoff und Schnittparametern. Sie ist abhängig von der Al-Legierung, dem Schneidwerkzeug, der Vorschubgeschwindigkeit und Drehzahl sowie der Art und Menge des Kühlschmiermittels.
Werkzeuge für die Al-Bearbeitung
Die wichtigsten Merkmale des breiten Horn-Programms an Standard- und Sonderwerkzeugen sind wegen der starken Adhäsionsneigung von Al spezielle Spanformgeometrien mit scharfen Schneiden, polierten Spanflächen sowie Beschichtungen mit sehr guten Gleiteigenschaften. HM-Schneidplatten zum Stechen erhalten zudem einen Umfangsschliff, um eine extrem scharfe Schneide zu gewährleisten. Für Al-Legierungen mit hohem Siliziumanteil werden die Platten beschichtet. Zum Fräsen sind beschichtete und unbeschichtete Zirkularwerkzeuge und VHM-Fräser im Portfolio. Aufgrund des auf hohen Schnittdaten basierenden großen Spanvolumens sind auch einschneidige Fräser mit großem Spanraum lieferbar.
Für eine hohe Einsatzdauer oder komplexere Arbeiten stehen hochharte Schneidstoffe wie PKD und CVD-D mit präzisionsgelaserten Schneidkanten zur Verfügung. MKD-bestückte Werkzeuge kommen beispielsweise für die Hochglanzbearbeitung von Spiegeln oder Al-Blasformen zum Einsatz.
Das Hochleistungsreibsystem DR von Horn
Reiben ist ein sehr wirtschaftlicher Zerspanungsprozess. Im Vergleich zum Ausdrehen bei Bohrungen mit engen Toleranzen ist Reiben um ein Vielfaches schneller und kann die Stückkosten deutlich senken. Für die wirtschaftliche Bohrungsbearbeitung hat sich Horn viel Know-how erarbeitet und mit dem modularen Hochleistungsreibsystem DR ein produktives Werkzeugsystem im Programm. Das System deckt Bohrungsdurchmesser von 7,6 bis 200 mm ab. Alle Varianten sind mit innerer Kühlmittelzufuhr direkt auf jede Schneidkante ausgestattet. Die Schnittstelle der Schneideinsätze bietet eine hohe Wechselgenauigkeit im Bereich von wenigen µm und ermöglicht einen schnellen und unkomplizierten Wechsel der Schneiden.

Hier finden Sie mehr über:




















{kind=link}