

Die Spindeln von Fischer Deutschland, ehemals Precise, sind für die hochgenaue Bearbeitung mit Drehzahlen bis 160 000 min-1 und Toleranzen bis 0,001 mm ausgelegt. Haupteinsatzfelder der Präzisionsspindeln mit Außendurchmessern bis 120 mm sind der Werkzeug- und Formenbau, die optische Industrie, die Dental- und Medizintechnik, die Uhrenindustrie und Mikrozerspanung sowie anspruchsvolle Anwendungen in der Luftfahrtindustrie.
Zum Innenschleifen von Spindelwellen mit H5-Passung hatte Fischer seit jeher universelle Spannzangenfutter eingesetzt. Dabei oblag es den erfahrenen Maschinenbedienern, den Prozess kontinuierlich zu überwachen und bei Bedarf einzugreifen, sprich Korrekturen in der Maschinensteuerung vorzunehmen, den Schleifstein erneut abzurichten oder Werkzeuge komplett neu zu spannen.
Systematische Untersuchung
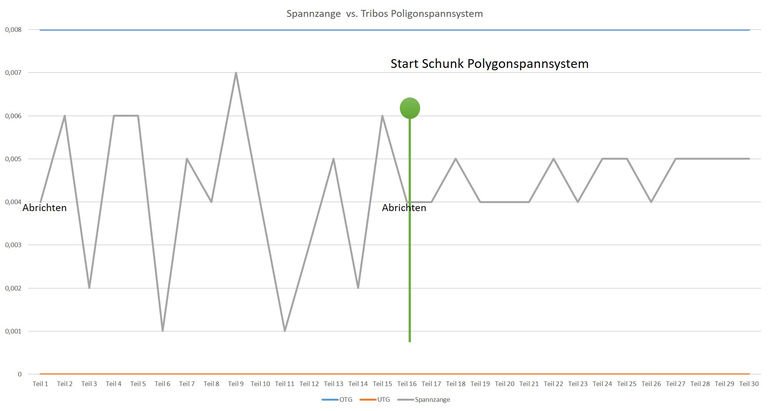
Vor der Umstellung auf das neue Spannsystem hatte Betriebsleiter Tim Stäbisch einen systematischen Technologieversuch veranlasst, um den Effekt der Polygonspannfutter zu untersuchen. In den Versuchsreihen mit 130 mm langen Schleifstiften bewegte sich der Prozess mit Spannzangen in einem Toleranzfeld von 0,006 mm, wobei permanent kontrolliert und korrigiert werden musste. Hingegen lag das Toleranzfeld mit dem Tribos-Schleifstifthalter und ohne manuellen Eingriff prozessstabil bei 0,001 mm.
„Der Rundlauf des Werkzeuges war deutlich besser und der Mitarbeiter hatte den großen Vorteil, dass er die Maschine einfach laufen lassen konnte, ohne darauf zu achten, dass ihm das Maß verloren geht“, berichtet Tim Stäbisch. „Wenn man so will, hatten wir uns die Qualität bisher über eine Einhundertprozentmessung erkauft. Es war einfach selbstverständlich, dass der Prozess permanent überwacht werden musste.“ Genau dies sei jetzt nicht mehr notwendig. „Wir können heute wesentlich produktiver arbeiten, weil das Zusammenspiel zwischen Werkzeug und Maschine exakt so funktioniert, wie es soll.“ Die Schwankungsbreite und mit ihr der manuelle Kontrollaufwand seien spürbar zurückgegangen. „Innerhalb kürzester Zeit waren alle begeistert von der Aufnahme – von der Präzision, der Prozesssicherheit und von der Einrichtzeit.“
Gerade beim Innenschleifen von Bohrung und Konus, wo die Toleranzen zum Teil zwischen 0,001 und 0,003 mm liegen und wo lange Werkzeuge erforderlich seien, leiste der Schleifstifthalter einen wichtigen Beitrag, um höchst genau zu arbeiten, betont Tim Stäbisch. „Ich möchte, dass die Maschine das tut, was sie soll: Teil einlegen, Start drücken und produzieren. Und ich möchte, dass der Mitarbeiter möglichst wenig Zeit mit Messen verbringt, sondern eine zweite oder dritte Maschine laufen lässt.“ Sein Ziel sei es, die Prozessüberwachung nach der Erstmusterfreigabe auf 20–30 % zu reduzieren, indem auf das Zusammenspiel zwischen Maschine und Werkzeugaufnahme vertraut werden kann. Mit Einsatz der Polygonspannfutter ist er diesem Ziel ein großes Stück nähergekommen.
Hohe Rundlauf- und Wiederholgenauigkeit
Tribos-Schleifstifthalter gewährleisten eine hohe Rundlauf- und Wiederholgenauigkeit 0,01 mm, lange Standzeiten der Schleifmittel sowie kürzeste Rüstzeiten. Ihr rotationssymmetrischer Aufbau ermöglicht höchste Drehzahlen bis 90 000 min-1. Damit lassen sich sowohl beim Innenrundschleifen als auch beim Koordinatenschleifen prozesssicher anspruchsvollste Form- und Lagetoleranzen erzielen. Die Präzisionsspannfutter arbeiten ohne bewegliche Teile und sind daher mechanisch unempfindlich. Sie ermöglichen mehrere tausend Spannvorgänge, ohne dass es zu einer Materialermüdung kommt und gewährleisten eine nahezu wartungs- und verschleißfreie Spannung.
Auch der Werkzeugwechsel ist denkbar einfach gelöst: Mithilfe einer Spannvorrichtung werden die Schleifstifthalter mit einem definierten Druck beaufschlagt, sodass sich die polygonförmige Aufnahmebohrung innerhalb des dauerelastischen Bereichs zu einem Zylinder verformt. In diesem Zustand kann der Schleifstift spielend leicht in den Halter gefügt werden. Anschließend wird der äußere Druck reduziert, der Innendurchmesser bewegt sich aufgrund seiner Materialelastizität in die ursprüngliche, polygonale Form zurück und der Schleifstift wird über die Eigenspannung des Stahls kraftschlüssig gespannt.
Kein erneutes Teachen oder Referenzieren
Schleiftechnologe Michael Schmidt, in dessen Zuständigkeitsbereich die Präzisionsaufnahmen eingesetzt werden, bestätigt die Ergebnisse der Versuchsreihen in der Praxis: „Die Polygonspannfutter sind wesentlich stabiler als unsere herkömmlichen, in sich weichen Spannzangenfutter. Der Rundlauf ist fantastisch. Selbst bei einer 100er- oder 120er-Auskragung erreichen wir mit Tribos unter 0,005 mm, ohne das Werkzeug vorher noch einmal zu lösen, zu drehen, zu klopfen oder zu verziehen. Man spannt den Schleifstift und er läuft“, berichtet der Fertigungstechniker. Hingegen könne die Spannzange noch so sorgfältig gereinigt sein, allein schon konstruktionsbedingt erreiche sie nicht die Prozesssicherheit der Präzisionsaufnahmen.
„Mit Tribos können wir die Steine in der Aufnahme lassen und müssen nicht jedes Mal alles komplett neu einrichten. Wir rufen das Werkzeug auf, richten es ab und weiter geht’s.“ Hingegen wurde das Werkzeug bisher jedes Mal aus dem Futter genommen, neu eingesetzt, immer wieder festgezogen und korrigiert, bis der Schleifstift schließlich seine korrekte Position gefunden hatte. „Das hat deutlich länger gedauert und immer nur so lange funktioniert, bis die Aufnahme von der Maschine genommen wurde“, erläutert Tim Stäbisch. Vollkommen anders die Erfahrung mit den Polygonspannfuttern. „Als die Aufnahmen drei Wochen nach dem Versuch wieder auf die Maschine kamen, haben sie immer noch perfekt gearbeitet, ohne dass nachgeteacht oder neu referenziert werden musste.“
Kurze Amortisationszeit
Dass die Präzisionswerkzeughalter preislich höher liegen als herkömmliche Spannzangenfutter fällt nach Ansicht von Tim Stäbisch angesichts der Vorteile nicht ins Gewicht: „Wenn Mitarbeiter eine zweite Maschine mitlaufen lassen können, rechnet sich die Investition ganz schnell“, argumentiert der Betriebsleiter. Hinzu komme der verringerte Rüstaufwand, denn bei drei Rüstvorgängen am Tag und einer Rüstzeitersparnis von 15 bis 20 Minuten zahle sich das Futter definitiv aus. „Man darf eben nicht nur die reinen Kosten des Werkzeughalters vergleichen, sondern man muss sehen, welche Vorteile insgesamt damit verbunden sind: die kurzen Rüst- und Einfahrzeiten und die hohe Präzision im laufenden Prozess. Das sind enorme Effekte.“
Schunk GmbH & Co. KG
www.schunk.com
Fischer Deutschland GmbH
www.fischerspindle.ch
Polygonspanntechnik
Die von Schunk entwickelte und patentierte Polygonspanntechnik hat sich seit Jahren bei Präzisionswerkzeughaltern für die klassische Zerspanung bewährt und wurde nun auf Schleifanwendungen übertragen. Die Tribos-Schleifstifthalter besitzen eine polygonförmige Aufnahmebohrung. Mithilfe einer Spannvorrichtung wird der Werkzeughalter von außen mit Druck beaufschlagt, sodass sich der Schaft des Schleifstifts leicht fügen lässt. Sobald der Druck reduziert wird, ist der Schleifstift kraftschlüssig gespannt und einsatzbereit. Die Schleifstifthalter sind für alle gängigen Schleifmaschinen und -spindeln geeignet. Sie werden für die Schnittstelle HJND 50 in zwei Versionen angeboten: schlank als Tribos mini (ø 3 mm, 4 mm) und robust als Tribos-RM (ø 6 mm, 7 mm und 8 mm). Weitere Schnittstellen sind bereits in der Umsetzung.





















{kind=link}