Bei gehärteten Stählen bis 65 HRC, sehr verschleißfesten PM-Stählen bis 75 HRC oder Vollhartmetall eine nahezu perfekte Oberfläche und eine vollkommene Maßhaltigkeit zu erlangen, ist für die spanende Fertigung eine schwierige Aufgabe. Speziell für solche Fälle bietet die GDE-Werkzeuge GmbH eine umfangreiche Palette an Standardfräsern mit umfassender technischer Unterstützung.
Vollkommene Oberflächen sind inzwischen im Formen- und Werkzeugbau wesentliche Qualitätsmerkmale. Um diese zu erreichen, wird ein hoher Aufwand an Nach- und Polierarbeiten betrieben. Speziell für diese Aufgabenbereiche hat die GDE-Werkzeuge GmbH eine Palette an VHM-Fräsern, CBN-Fräsern und PCD-Fräsern stark erweitert, um für jeden Einsatzbereich ein Standardprodukt anbieten zu können. Für die generelle HSC-Bearbeitung sind die Fräser ab 0,1 mm Durchmesser als Radius-, Torus- und Nutenvariante in unterschiedlichsten Freischliffen auch für tiefere Bearbeitungen erhältlich. Die Toleranzen sind eng gefasst: Insbesondere die Werkzeuge für das „High-end-finishing“ werden einzeln auf die Radius- und Durchmessertoleranz überprüft und auf das µ angegeben.
Genauigkeiten in Kontur und Oberfläche werden bei immer verschleißfesteren und härteren Materialien zunehmend maßhaltiger toleriert. Nicht nur bei Optik- oder Mikrobauteilen, auch im klassischen Formenbau werden immer perfektere Oberflächen verlangt. Grundvoraussetzung ist die Schaffung eines stabilen Umfelds. Das beinhaltet nicht nur den Investitionsbereich, also Maschinen, Peripherie und Produktionsstätte. Insbesondere die Verbrauchsgüter, wie hochgenaue Aufnahmen und der richtige Einsatz von eng tolerierten Fräsern, haben einen wesentlichen Einfluss auf das Ergebnis der Oberflächengüte.
Testbearbeitung: Reflektor
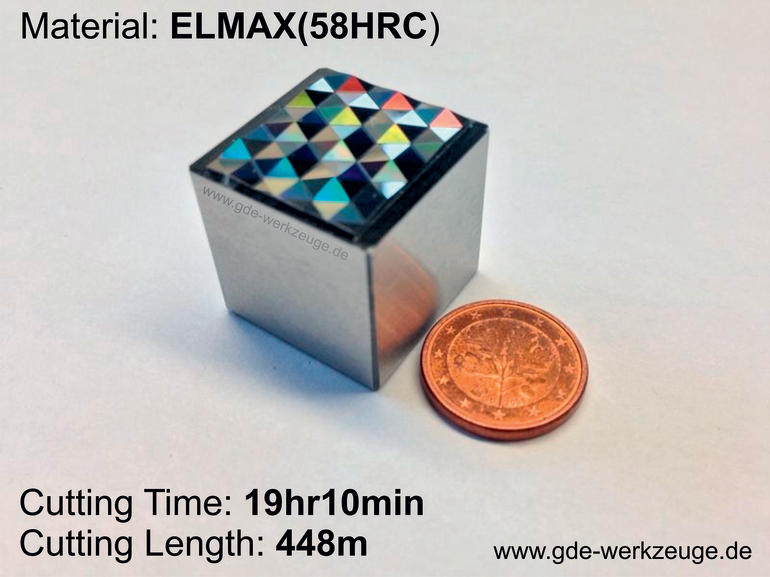
Das zu fräsende Material des 20 x 20 mm großen Würfels ist Elmax (58HRC). Die Prismen sind leicht geneigt, so dass die Bearbeitungstiefe nur maximal 0,35 mm beträgt. Während der gesamten Bearbeitungszeit von 19 Stunden und 15 Minuten wird Minimalmengenkühlung und eine Spindeldrehzahl von 40 000 min-1 genutzt.
Der zum Schruppen eingesetzte VHM-Fräser ist ein MSBH230 R 0,2 mm. Er legt in 3 Stunden und 20 Minuten bei 800 m/min und 0,015 x 0,05 mm (ap x ae) einen Bearbeitungsweg von 119 m zurück. Zum Vorschlichten dient ein CBN-Fräser (SSB200 R 0,2 x 1,2 mm). Bei einem Vorschub von 700 mm/min, einer Zustellung von 0,005 x 0,01 mm (ap x ae) und einem zurückgelegten Arbeitsweg von 61 m ist das CBN-Werkzeug nach 2 Stunden und 10 Minuten fertig.
Die Schlichtbearbeitung wird, bei einem Vorschub von 400 mm/min und einer Zustellung von 0,004 x 0,002 mm (ap x ae), mit dem SFB200 getätigt. Der CBN-Fräser mit dem Maß R 0,2 x 1,0 mm übersteht eine Fräszeit von 13 Stunden und 37 Minuten und einem Fräsweg von 268 m ohne erkennbaren Verschleiß. Bei dieser Bearbeitung ist die erzielte Oberfläche so gut, dass an den Prismen immer die gleiche Spektralfarbe reflektiert wird. Der Fräserverschleiß ist zudem so gering, dass sich dieses Oberflächenbild vom ersten bis zum letzten Prisma zeigt. Die Prismen stehen weiterhin so genau zueinander, dass die jeweils gleich schräg zueinander stehenden Oberflächen die gleiche Spektralfarbe haben. In Zahlen ausgedrückt hat die gemessene Oberflächengüte in allen Flächen Rz 0,35 µm, Ra 0,05 µm.
GDE-Werkzeuge GmbH www.gde-werkzeuge.de
Mehr zum Thema Feinstbearbeitung
Teilen:




















{kind=link}