


Firmen im Artikel
Titan weist eine sehr gute Bioverträglichkeit auf und hat auch unter feuchten Bedingungen, unter anderem in Körperflüssigkeiten, eine exzellente Dauerfestigkeit. Darüber hinaus ist der Werkstoff korrosionsbeständig auch in oxidierenden Medien.
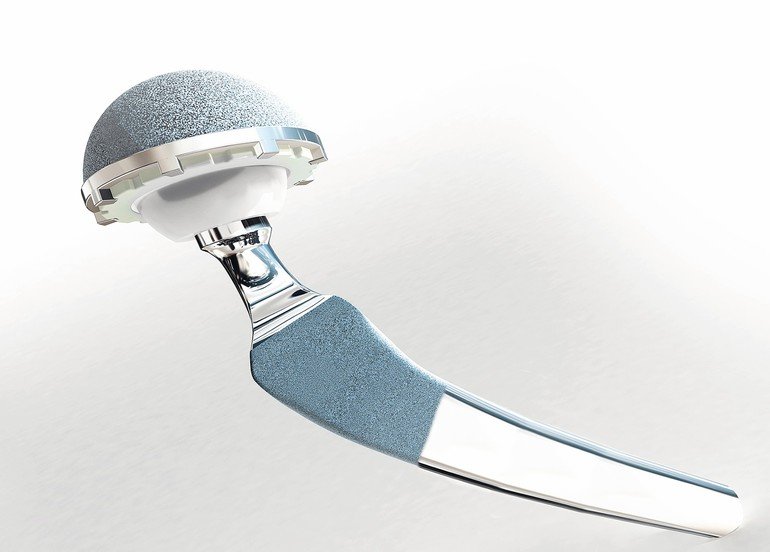
Für künstliche Hüftgelenke, bestehend aus Hüftschaft und Kopf, stehen verschiedene Varianten in unterschiedlichen Größen zur Verfügung, aus denen je nach individuellen Bedürfnissen und dem Schädigungsgrad des Gelenks, ausgewählt wird. So besteht beispielsweise die Möglichkeit, das künstliche Gelenk einzuzementieren oder man greift auf die zementfreie Implantattechnologie zurück. Hierbei wird der Hüftschaft zum Teil poliert und zum Teil beschichtet. Die Beschichtung bewirkt, dass das Gelenk von selbst einwächst.
Herausforderungen an die Zerspanung
Ein Hersteller von künstlichen Hüftgelenken war für die Zerspanung seiner Hüftschäfte, von denen er bis zu 2000 jeden Monat fertigt, zur zementfreien Implantierung auf der Suche nach einem neuen Werkzeugpartner. Sowohl der verwendete Werkstoff, die hochfeste Titanlegierung TiAl6V4, als auch die besonderen Standards der Medizinindustrie sind bei der Bearbeitung besonders anspruchsvoll.
Die Hüftschäfte werden vorgeschmiedet. Dabei entsteht ein Schmiedegrat, der eine nachträgliche Bearbeitung, ein Besäumen der Kontur, erforderlich macht. Wurde dies früher händisch erledigt, wird heute hauptsächlich gefräst. Neben dem Besäumen der Außenkontur muss die Bauteiloberfläche geschruppt und geschlichtet werden.
Bisher setzte der Hersteller dabei auf Fräswerkzeuge eines Wettbewerbers. Mit diesen erreichte er allerdings nicht die geforderte Oberflächenqualität und den Mittenrauhwert von Ra = 0,8 µm. Nach dem Fräsvorgang musste deshalb aufwendig geschliffen werden. An Mapal wurde deshalb die Aufgabe gestellt, ein Werkzeug zu liefern, um die Kontur zu besäumen sowie die Oberfläche zu schruppen und zu schlichten. Und jede Welligkeit der Oberfläche, wie sie bisher an der Tagesordnung war, zu verhindern. Einige Bereiche des Hüftschafts werden von Hand poliert. Bei der Fräsbearbeitung muss aus diesem Grund die geschlichtete Oberfläche so erzeugt werden, dass nach dem Polieren mit einem maximalen Materialabtrag von 10-20 µm die finale Oberfläche und die definierte Kontur erreicht werden.
Besäumen, Schruppen und Schlichten
Mit dem beschichteten VHM-Fräser Opti-Mill-Titan-Trochoid im Durchmesser 12 mm lieferte Mapal ein optimiertes Werkzeug für diese Anwendung. „Der Kunde setzt denselben Fräser sowohl zum Besäumen als auch zum Schruppen und Schlichten ein“, sagt Matthias Schmidt, Produktspezialist bei Mapal für Werkzeuge aus Vollhartmetall. Eine besonders ausgeführte Ungleichteilung (EU-Teilung) der fünf Schneiden des Fräsers in Kombination mit einer innovativen Geometrieauslegung des Schneidkeils reduziert die Schwingungsanregung.
Eine während des Herstellungsprozesses vorgenommene Auswuchtung (Wuchtgüte 2,5) senkt das Vibrationsrisiko zudem. Die Geometrie des Fräsers ist zudem so ausgelegt, dass die Zerspankräfte reduziert sind und die thermomechanische Belastung niedrig bleibt. Das ist umso wichtiger, da Titan eine schlechte Wärmeleitfähigkeit aufweist und die entstehende Bearbeitungswärme am Eingriffsbereich des Werkzeugs bleibt. Der Fräser ist deshalb mit einer temperaturbeständigen PVD-Beschichtung versehen.
Für die Bearbeitung ist neben Geometrie und Beschichtung auch die maschinenseitige Kühlung ein wichtiges Element. Bei der Bearbeitung kommt daher ein spezieller Kühlschmierstoff zum Einsatz, um zusätzlich ein Überhitzen des Systems zu verhindern. Denn bei Überhitzung neigt Titan zum Verschweißen mit dem Werkzeug.
Fräser überzeugt in der Praxis
Der Hüftschaft wird im Gleichlauf mit einer Schnittgeschwindigkeit von 120 m/min und einer Vorschubgeschwindigkeit von 1400 mm/min geschruppt. Dabei wird Material bei einer Schnitttiefe von 12 mm (ap) und einer radialen Zustellung von 1 mm (ae) abgetragen. Beim Schlichten wird ebenfalls mit einer Schnitttiefe von 12 mm (ap) Material abgetragen, allerdings bei einer radialen Zustellung von lediglich 0,2 mm (ae). Gearbeitet wird in diesem Fall mit einer Schnittgeschwindigkeit von 90 m/min und einer Vorschubgeschwindigkeit von 500 mm/min.
Die Bearbeitung mit dem Fräser überzeugt auch den Kunden. „Die Oberflächenanforderungen werden prozesssicher erfüllt, weder Fräsmarkierungen werden sichtbar, noch treten Schwingungen auf“, freut sich Schmidt. So spart der Kunde in der Folgebearbeitung das händische Schleifen. Zudem konnten im Vergleich zum Werkzeug des Wettbewerbers die Arbeitswerte erhöht und damit die Bearbeitungszeit gesenkt werden.
Die Schnittgeschwindigkeiten beim Schruppen und beim Schlichten liegen mit dem Werkzeug um 70 und 30 Prozent höher, die Vorschubgeschwindigkeiten um 40 und 25 Prozent. Der Kunde ist mit dem Fräser so zufrieden, dass er sie neben den Hüftgelenken auch für die Bearbeitung seiner Knochenplatten einsetzt.
Mapal Dr. Kress KG
www.mapal.com







 Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
 Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange, Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.












{kind=link}