
Der Austritt der Kühlkanäle bei Bohrwerkzeugen liegt typischerweise innerhalb der Freifläche, so dass der Kühlschmierstoff in einen Bereich zwischen Werkzeug und Bohrungsgrund einströmt, der nur sehr geringe Abmessungen aufweist. Ein Großteil des zur Verfügung stehenden Kühlschmierstoffes strömt darüber hinaus direkt in die Spannut, wo dieser zur Spanabfuhr beiträgt, jedoch nicht zur direkten Kühlung der hochbelasteten Bereiche des Werkzeugs. Aufgrund dessen müssen die Zerspanparameter angepasst werden, was beispielsweise bei der Bearbeitung von Nickelbasislegierungen eine Reduzierung der Schnittgeschwindigkeit bedeutet. Darüber hinaus sind die erzielbaren Standwege im Vergleich zur Stahlbearbeitung sehr gering.
Übliche Stellgrößen zur Beeinflussung der Werkzeugkühlung sind die Form, Lage und Größe der Kühlkanäle sowie der zur Verfügung stehende Kühlschmierstoffdruck, um eine hohe Menge an Kühlschmierstoff für die Bearbeitung zur Verfügung zu stellen, was jedoch nicht immer zielführend ist. Der Kühlschmierstoff muss darüber hinaus möglichst gezielt zugeführt werden, um maximale Effektivität zu erzielen.
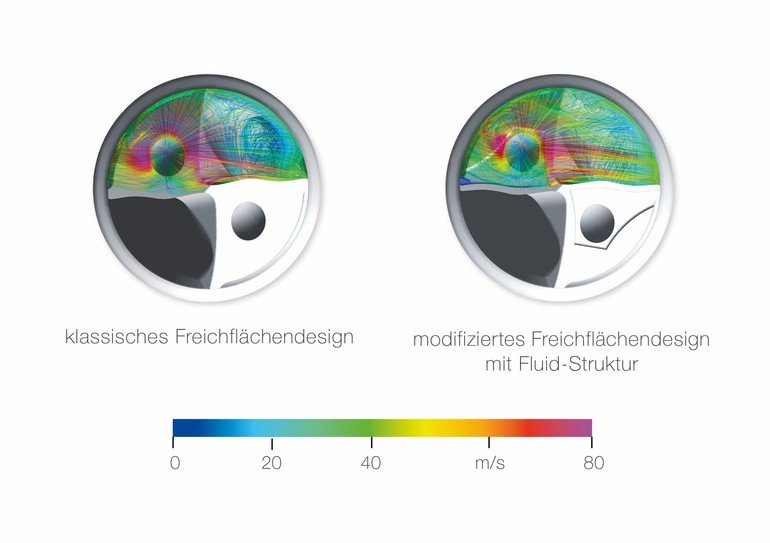
Freiflächengestaltung mittels Laser
Zur Verbesserung der Zuführung des Kühlschmierstoffs bietet die Laserbearbeitung von Bohrwerkzeugen neuartige Gestaltungsmöglichkeiten. Diese ermöglicht das Einbringen von Strukturen in die Freifläche sowie nebenliegenden Flächen zur direkten Beeinflussung des KSS-Strömungsverhaltens, wie die sogenannte Fluid-Struktur. Ziel dieser Struktur ist es, den KSS gezielt zu den thermisch hochbelasteten Bereichen des Werkzeugs zu führen. Dazu gehört zum Beispiel die Führungsfase oder die Schneidenecke.
Die reduzierte Belastung soll den Verschleißfortschritt verlangsamen und den Standweg zusätzlich erhöhen. Anwendungsfälle sind alle Bohroperationen, bei denen die Werkzeuge hohen thermischen Belastungen unterliegen. Durch die bessere Kühlschmierung und damit einhergehenden geringeren Temperaturen verbessert sich außerdem die Bohrungsqualität.
Anwendungsfall Bohren von Inconel in Fluggasturbinen
Ein typischer Anwendungsbereich für die Fluid-Struktur stellt die Bearbeitung der Nickelbasislegierung Inconel 718 mit Vollhartmetall-Spiralbohrern dar. Diese ist üblicherweise durch eine geringe Produktivität sowie kurze Werkzeugstandwege geprägt. So liegen die erreichbaren Schnittgeschwindigkeiten unterhalb von 50 m/min bei gleichzeitig reduzierten Vorschüben, um die Werkzeuge thermisch und mechanisch nicht zu überlasten. Die Wärmeleitfähigkeit der Legierung liegt bei etwa einem Viertel jener von Stahlwerkstoffen und die Zugfestigkeit erreicht selbst bei Temperaturen von T = 650 °C noch Werte oberhalb von 1000 N/mm2.
Gleichzeitig neigt die Legierung während der Bearbeitung zur Kaltverfestigung, was die mechanische Belastung zusätzlich erhöht. Weitere Herausforderungen sind der starke abrasive Verschleiß, hervorgerufen durch die Mikrostruktur sowie der Spanabtransport und Werkstoffadhäsionen am Werkzeug. Darüber hinaus stellen die Anwender hohe Anforderungen an das Bearbeitungsergebnis, da typische Bauteile aus Inconel 718 zu den sicherheitsrelevanten im Flugzeug-Turbinenbau zählen [1; 2].
Betrachtung komplexer Strukturen
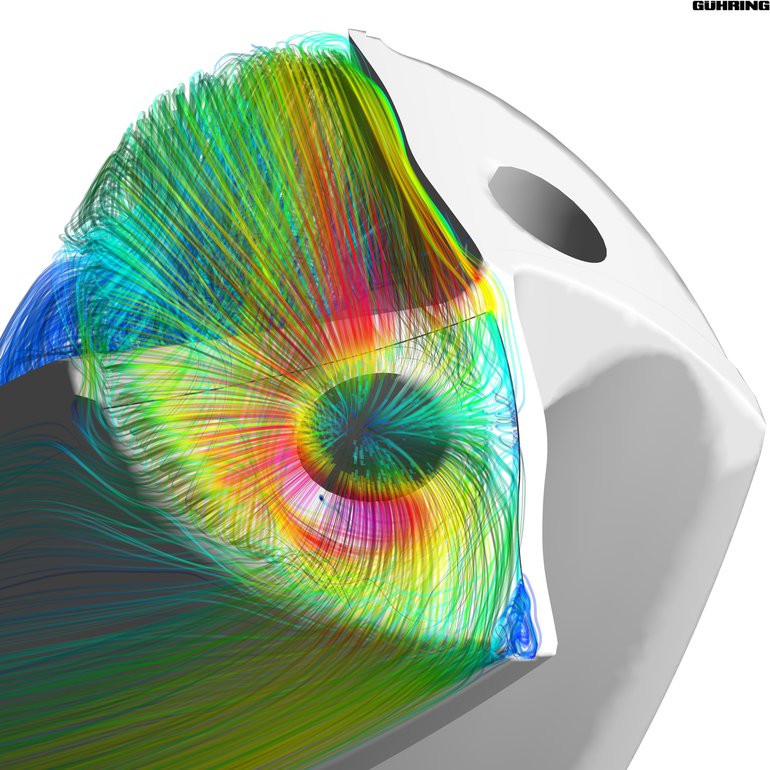
Basierend auf ersten Erkenntnissen mit einfachen Strukturen erfolgte die Weiterentwicklung zu komplexen Formen. Da die Laserbearbeitung der Werkzeuge eine hohe Gestaltungsfreiheit bietet, konnten Strukturen umgesetzt werden, die auf konventionellem Wege nicht herstellbar sind, um die Lenkung des KSS und somit die Effektivität der Zuführung weiter zu steigern. Umfassende CFD-Simulationen wurden eingesetzt, um den Einfluss verschiedener Formen auf das Strömungsverhalten des KSS im Detail zu analysieren, darunter unter anderem die Wirbelbildung im Bereich der Schneidenecke, die die Kühlwirkung des KSS zusätzlich steigert.
Mit der weiterentwickelten Fluid-Struktur zur gezielten Lenkung des KSS waren ausgehend von einfachen Strukturen, die bereits Standwegsteigerungen von etwa 30 % ermöglichten, nochmals erhebliche Verbesserungen hinsichtlich des Verschleißverhaltens der Bohrwerkzeuge möglich. Durch Anpassungen der Laserstrukturen hinsichtlich Form und Lage als auch Abtragstiefe konnten Standwegsteigerungen von mehr als 100 % erzielt werden.
Technologie will geprüft werden
Parallel zur Entwicklung der Struktur erfolgten Untersuchungen zur Laserbearbeitung selbst, um Randzonenschädigungen sowie zu hohe Oberflächenrauheiten, die die Strömung ungünstig beeinflussen, zu vermeiden. Die aktuelle Laserbearbeitung erzielt unabhängig vom zu bearbeitenden Hartmetall Oberflächengüten von Rz 5 μm, ohne leistungseinschränkende Randzonenschädigungen hervorzurufen. Auch die Haftung etwaiger Werkzeugbeschichtungen unterliegt keinem relevanten Einfluss durch die Freiflächenstruktur.
Den hohen Belastungen bei der Bohrbearbeitung von hochlegierten Stählen und warmfesten Legierungen muss durch eine effektive Werkzeugkühlung begegnet werden, um einen wirtschaftlichen Fertigungsprozess sicherzustellen. Neben den konventionellen Anpassungen ermöglicht die Laserbearbeitung neuartige Gestaltungsmöglichkeiten und führte zur Entwicklung der Gühring-Fluid-Struktur. Durch die gezielte Lenkung des KSS-Stromes zu den höchstbelasteten Bereichen der Werkzeuge, steigert diese die mögliche Werkzeugperformance und unterstützt die effiziente Nutzung des zur Verfügung stehenden Kühlschmierstoffes.
Gühring KG
www.guehring.de
EMO Halle 4 Stand A38
Quellen
[1] Zhang, L.: Untersuchungen zum Drehen und Bohren der Nickelbasislegierung Inconel 718. Diss. – TU Dortmund, Dortmund 2014. [2] Donachie, M. J.; Donachie, S. J.: Superalloys. A technical guide. Materials Park, Ohio: ASM 2008.Zukunftsideen in Serie
Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.




















{kind=link}