



Die Bühler AG hat in Kooperation mit dem Hersteller von Spanntechnik und Greifsystemen Schunk ein flexibles Spannkonzept entwickelt, mit dem die Anzahl der Aufspannungen in der Extruderfertigung halbiert, die Durchlaufzeiten verkürzt und der Bedarf an Betriebsmitteln spürbar gesenkt wurde. Während die Rüstzeiten früher bei mindestens 30 Minuten pro Spannvorgang lagen, genügen heute wenige Handgriffe, um die vorgerüsteten Paletten einzuwechseln.
Tag für Tag kommen Milliarden Menschen mit Technologien von Bühler in Berührung, um ihre Grundbedürfnisse nach Lebensmitteln, Mobilität oder Kommunikation zu decken. Rund 65 Prozent des weltweit geernteten Weizens werden in Mühlen von Bühler zu Mehl verarbeitet. Ähnlich hoch ist der Anteil bei Anlagen zur Verarbeitung von Reis, Nudeln, Schokolade oder Cerealien. Darüber hinaus ist das Unternehmen ein Anbieter für Druckguss-, Nassmahl- und Oberflächenbeschichtungs-Technologien. Ein zentrales Element vieler dieser Anlagen sind Hochleistungsextruder für die mechanische oder thermische Behandlung unterschiedlichster Materialien. Das Spektrum reicht vom kleinen Laborextruder mit einem Schneckendurchmesser von 30 mm und einer Leistung von 100 kg/h bis zum Extruder für große Produktionsmaschinen mit einem Schneckendurchmesser von 175 mm und 20 000 kg/h. Entsprechend umfangreich ist das Teilespektrum der Extrudergehäuse, deren präzise Komponenten am Standort Uzwil gefertigt werden.
Parallelität der Extruder-Bohrungen von 0,01 mm
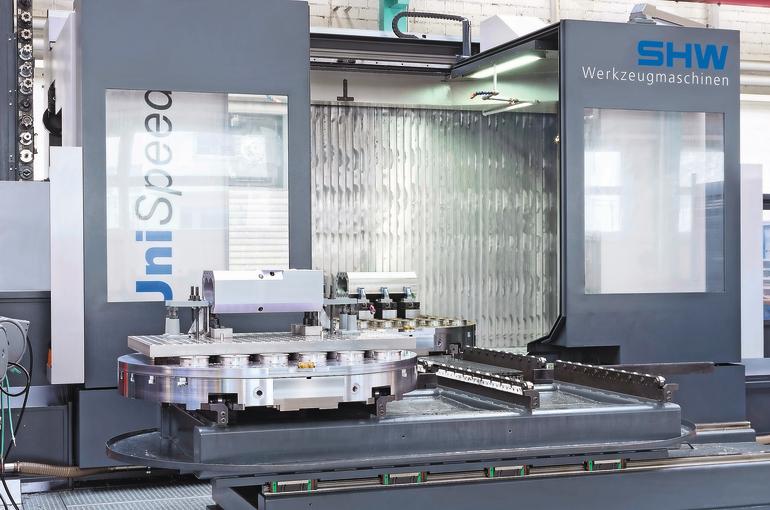
Auf einem voll ausgelasteten SHW Uni-Speed 6 Fräszentrum mit 2-fach Palettenwechsler produzieren die Schweizer Spezialisten im Dreischichtbetrieb vor allem Eintritts-, Mittel- und Austrittsgehäuse in Längen von 200 bis 1500 mm. Das verschleißbeständige Gusseisen, das zunächst zerspant, dann auf 60 HRC gehärtet und anschließend präzisionsbearbeitet wird, stellt hohe Anforderungen an den Prozess und an die Bediener. „Die G-X 300 gehärteten Teile erhalten in der Hartbearbeitung Bohrungen mit einer Parallelität von 0,01 Millimeter“, unterstreicht der Leiter Großstückbearbeitung, Thomas Widmer. Aufgrund des Wärmeverzugs muss jedes Teil individuell ausgerichtet werden.
„Unser Ziel war es, die Liege-, Transport-, Durchlauf- und Rüstzeiten bei diesem anspruchsvollen Prozess zu minimieren“, so Widmer weiter. Während früher jede Komponente auf zwei unterschiedlichen Maschinen in insgesamt acht Aufspannungen gefertigt wurde, genügen heute vier Aufspannungen auf der Uni-Speed 6. Unproduktive Nebenzeiten wurden konsequent eliminiert. Indem viele Teile hauptzeitparallel an einer externen Rüststation ausgerichtet und gespannt werden, konnten pro Spannvorgang rund 30 Minuten Rüstzeit an der stehenden Maschine eingespart werden.
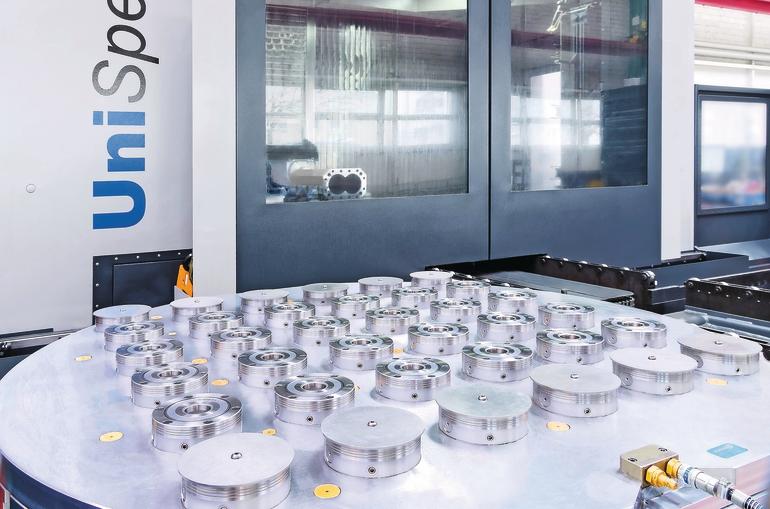
Je nach Bauteil kommen zur Aufspannung Lochrasterpaletten, Vorrichtungen oder Schraubstöcke zum Einsatz, die in schnell auf den beiden mit jeweils 36 Vero-S NSE plus Nullpunktspannmodulen ausgestatteten Tischen des Fräszentrums fixiert sind. Lange und stabile Kontec KSD Multifunktionsspanner aus dem umfangreichen Schunk Spanntechnikbaukasten beispielsweise ermöglichen eine sichere Fixierung unterschiedlicher Werkstücke. Dank der integrierten Schnittstelle lassen sich die vielseitigen Kraftpakete in kürzester Zeit exakt definiert auf die Vero-S Spannpaletten einwechseln. Das bringt Vorteile in Sachen Gewicht, Gesamthöhe und Kosten. Ein Stichmaß von 200 mm zwischen den einzelnen Nullpunktspannmodulen gewährleistet zudem eine hohe Flexibilität beim Wechsel auf andere Spannmittel.
Starker Service – Wartungsfreies System
Sämtliche Spannmodule wurden vom Schunk Serviceteam direkt vor Ort in Uzwil auf den beiden Tischen montiert und höhengleich abgestimmt. Auf diese Weise ist es möglich, die einzelnen Aufspannungen beliebig zwischen beiden Tischen zu wechseln. Um eine möglichst hohe Präzision zu gewährleisten, werden die meisten Lehren heute unmittelbar auf der Maschine gefertigt. „So ist sichergestellt, dass die Absteckbohrungen zu der Genauigkeit der Maschine passen“, erläutert der an dem Projekt beteiligte Betriebsmittelkonstrukteur Andrea Davide Maffeo.
Insgesamt sechs Anbieter von Nullpunktspannsystemen hatte Thomas Widmer bei dem Projekt in der engeren Wahl. „Wichtig war für uns, dass die Spannung pneumatisch und nicht hydraulisch erfolgt, denn zum einen ist Luft umweltfreundlicher, zum anderen hört man bei hydraulischen Systemen immer wieder von problematischen Leckagen“, so Widmer. Darüber hinaus habe man auf hohe Haltekräfte, Wartungsfreiheit, rostfreies Material und eine geschlossene Bauweise Wert gelegt. „Die Qualität und Stabilität der Module verbunden mit ihrer hohen Verfügbarkeit und den besonderen Serviceleistungen gaben letztlich den Ausschlag für die Spanntechnik Experten aus Lauffen am Neckar.“
Radial angeordnete Spannschieber ziehen bei Vero-S die Spannbolzen ein und verriegeln diese selbsthemmend und formschlüssig über ein Federpaket. Die Fixierung beziehungsweise Positionierung erfolgt über einen Kurzkegel. Dies garantiert eine Wechselwiederholgenauigkeit < 0,005 mm. Um Lebensdauer und Prozesssicherheit zu erhöhen, sind sämtliche Funktionsteile, wie Grundkörper, Spannbolzen und Spannschieber in gehärtetem Edelstahl ausgeführt und damit korrosionsbeständig. Zudem sind die wartungsfreien Module komplett abgedichtet und so vor Spänen, Staub und Kühlschmiermittel geschützt.
Aufgrund des patentierten Eil- und Spannhubs verfügt das Nullpunktspannsystem über eine Einzugskraft bis 9 000 N. Mit aktivierter Turbofunktion, die bei jedem Modul bereits integriert ist, beträgt die nachgewiesene Einzugskraft bis zu 40 000 N. Auf diese Weise ist auch bei anspruchsvollen Bearbeitungen und hohen Zustellungen eine hohe Präzision gewährleistet. Die Haltekraft liegt bei 75 000 N. Im Gegensatz zu anderen Spannsystemen verbraucht das Nullpunktspannsystem während der Bearbeitung keine Energie. Die Werkstücke bleiben selbst dann sicher gespannt, wenn der Druck im Luftsystem plötzlich abfallen sollte.
Zum Öffnen der Module genügt ein Pneumatiksystemdruck von 6 bar. Bereits standardmäßig integriert wurde ein Sperrluftanschluss sowie eine Abfragemöglichkeit der Spannschieber. So kann jedes Modul bei Bedarf auch automatisiert beladen werden. Da sowohl bodenseitig als auch seitlich Luftanschlüsse vorhanden sind, lassen sich die Module flexibel in jeder Einbaulage verwenden.
Bei Unterbrechungen bleibt der Nullpunkt erhalten
Aus Sicht von Maschinenbediener Tommy Ebneter geht der Vorteil des Präzisionsspannsystems noch über den eigentlichen Rüstprozess hinaus. „Wenn bei der Bearbeitung der Teile Probleme auftreten, beispielsweise Lunkerstellen im Werkstück, können wir die Palette heute einfach aus der Maschine heben und für den Qualitätsverantwortlichen bereitstellen, ohne dass der Nullpunkt verloren geht“, so Ebneter. Vor Einführung des Nullpunktspannsystems sei es in einem solchen Fall regelmäßig zu Maschinenstillständen von zum Teil mehreren Stunden gekommen. Heute werde der Fehler in Ruhe außerhalb der Maschine bewertet, während die Maschine längst an einem anderen Teil arbeitet. Wird das Werkstück für gut befunden, kann es kurzerhand wieder eingewechselt werden und die Bearbeitung geht ohne Qualitätsverluste weiter.
Nach vorne gerichtet sehen Thomas Widmer und Andrea Davide Maffeo noch Effizienzpotenziale in einer Ausdehnung des Nullpunktspannsystems auf weitere Maschinen der Großteilefertigung. Dann sei es möglich, einzelne Aufträge je nach Auslastung sehr schnell auf andere Maschinen zu verlagern. Weder die Lehren noch der Aufspannplan müssten dann angepasst werden. Auf diese Weise könnten die Wirtschaftlichkeit weiter erhöht und Aufträge im Haus gehalten werden. Bei neuen Projekten wiederum versuche man verstärkt, die Möglichkeiten der Direktspannung zu nutzen. Hier werden bereits bei der Werkstückkonstruktion Bohrungen für die Spannbolzen des Nullpunktspannsystems vorgesehen, so dass die Werkstücke direkt, sprich ohne Vorrichtung oder Spannblock und damit auch ohne Störkontur im Nullpunktspannsystem gespannt werden können.
Bühler AG www.buhlergroup.com
Schunk GmbH & Co. KG www.schunk.com
Nullpunktspannsystem Vero-S
Bis zu 90 % geringere Rüstkosten
Patentierter Eil- und Spannhub für maximale Einzugskräfte
Selbsthemmende Spannung
Einzugskräfte bis 40 000 N
Wiederholgenauigkeit < 0,005 mm
Rostfreie, komplett abgedichtete Module, sämtliche Funktionsteile aus Edelstahl
Einheitliche Spannbolzengröße
Wartungsarm
Integrierte Abfrage
Baukastenprogramm mit über 500 Varianten, unter anderem standardisierte 2-, 4-, 6- oder 8-fach Spannstationen für die Fräsbearbeitung, Vero-S NSL turn Spannpaletten für die Fräs-Drehbearbeitung, Vero-S NSA-plus Palettiersystem für die automatisierte Beladung.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}