

„Auf den ersten Blick ist die Zerspanungsaufgabe bei der Herstellung des Lagerrahmens aus Aluminiumguss übersichtlich und einfach: ein paar Fräsflächen und eine Reihe Bohrungen. Doch der Scheint trügt. Beim Studieren der CAD-Zeichnung wird schnell die Komplexität der Aufgabe deutlich“, sagt Andre Dumrese, Leiter Technik & Entwicklung, der bei der Schweizer Group standortübergreifend für die Produkt- und Prozessentwicklung zuständig ist.
Die Komplexität der Aufgabe fußt zu einem guten Teil auf den Anforderungen der nachfolgenden Montageschritte. Bei einem geschlossenen Lagerrahmen wird die Nockenwelle direkt im Lagerrahmen montiert, die einzelnen Komponenten anschließend thermisch gefügt. Dafür ist eine hohe Präzision der Lagergassenbohrung erforderlich.
Strenge Anforderungen an Form- und Lagergenauigkeit
So auch bei dem geschlossenen Lagerrahmen für einen 4-Zylinder-Dieselmotor, den die Schweizer Group für einen Automobilhersteller produziert. Die Bohrungen der beiden Lagergassen dürfen bei dem Bauteil aus einer Aluminiumgusslegierung nur 30 µm von der idealen Form abweichen. Gleichzeitig ist für das Positionsmaß der Bohrungen am Bohrungsaustritt der beiden Lagergassen eine maximale Abweichung von 50 µm vorgegeben – und das bei einer Lagergassenlänge von 450 mm.
Auch die Vorgabe an die Oberflächengüte des Lagersitzes ist eng gefasst. Hier muss die gemittelte Rautiefe Rz zwischen 6 und 16 µm liegen. Eine weitere anspruchsvolle Direktive ist die Rechtwinkligkeit zwischen der Lagerrahmenoberseite und der Stirnseitenfläche, auf die später die Vakuumpumpe des Bremskraftverstärkers aufgeschraubt wird. Die Abweichung darf hier nur maximal 20 µm betragen.
Filigrane Bauweise erschwert Bearbeitung
Die filigrane Bauweise des Rahmens macht es nicht einfacher, diese Toleranzen einzuhalten, erläutert Sören Schreiter, Leiter Technik Fertigteil bei der Schweizer Group: „Eine feste Einspannung an mehr als drei Punkten würde das Bauteil verziehen und bereits dazu führen, dass die geforderte Genauigkeit der Nockenwellenbohrung nicht mehr zu erreichen wäre.“
Zusätzlich erschwert wird die Aufgabe durch die großen Stückzahlen von bis zu einer Million, die nach dem Hochfahren der Serienproduktion Mitte 2018 pro Jahr bewältigt werden müssen. Die Verantwortlichen der Schweizer Group haben daher den Standort Plauen mit diesem Großprojekt betraut, der bereits umfangreiche Erfahrungen in der Zerspanung, Reinigung und Montage hochvolumiger Automotive-Komponenten wie Zylinderkopfhauben oder Getriebegehäusen vorweisen kann.
Das Konzept für die neu entstandene Zerspanungslinie wurde in enger Zusammenarbeit mit den beteiligten Partnern geplant und umgesetzt. „Alle Schritte von der Produktentwicklung, der Auslegung des Gießprozesses und den Vorrichtungsbau bis hin zur Zerspanung müssen optimal aufeinander abgestimmt werden. Nur so lassen sich die technischen und wirtschaftlichen Vorgaben einhalten. Es ist also unumgänglich, alle Beteiligten an einen Tisch zu holen“, betont Andre Dumrese. Von Anfang an mit dabei: Mapal als langjähriger Hauptlieferant für Zerspanungswerkzeuge.
Die Fertigung des Lagerrahmens erfolgt auf zwei baugleichen 4-Achs-Doppelspindlern (horizontal) in Kombination mit einem maßgeschneiderten Feinbohrmodul.
Lagergassen-Finish: nacheinander statt Gleichzeitig
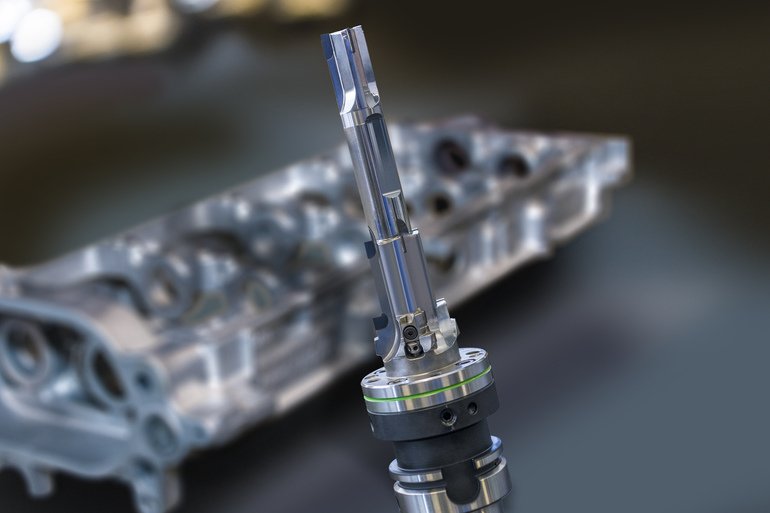
Das Bearbeitungskonzept des Feinbohrmoduls zeichnet sich durch einen innovativen Ansatz aus. Mit der Pilotierung der ersten Bohrung und der Vorbearbeitung der Lagergasse in der zweiten Aufspannung mit einem Stufenbohrer von Mapal wird die Grundlage für die geforderte Präzision gelegt. Anschließend erfolgt die Finish-Bearbeitung im Feinbohrmodul.
Dort werden die beiden Lagergassen jedoch nicht wie sonst üblich parallel fertig bearbeitet, sondern sie werden nacheinander mit einem einschneidigen Feinbohrwerkzeug von Mapal mit 500 mm Auskragung einseitig und ohne Gegenlager gerieben. Trotzdem wird der Rundlauf der Bohrungen aller Stege prozesssicher mit einer Abweichung von weniger als 20 µm erreicht. Der große Vorteil dieses Konzept liegt darin, dass sich so unterschiedlichste Lagerabstände realisieren lassen und die Maschine wunschgemäß flexibel eingesetzt werden kann.
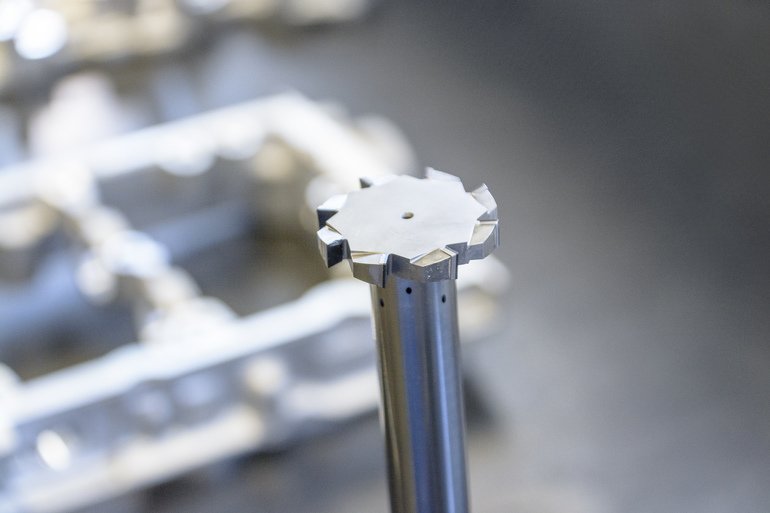
Neben dem Lagergassen-Finish gab es eine weitere Herausforderung bei der Bearbeitung des Lagerrahmens zu meistern. Auf dessen Unterseite müssen Materialerhöhungen entfernt werden – allerdings bei sehr eingeschränkter Zugänglichkeit durch die Vorrichtung. Mapal hat aber auch dafür eine Lösung gefunden. Erst wird mit einem Vollhartmetallfräser der Großteil des Materials abgetragen. Anschließend fädelt ein Fräser mit acht gelöteten PKD-Schneiden durch das Bauteil und fräst die Fläche rückwärtig. Dank des schlanken Werkzeugschaftes ist der Aktionsradius des Fräsers groß genug, um die gesamte Fläche zu bearbeiten.
Bewährtes nutzen, Neues wagen
„Etwa 90 Prozent aller bei der Schweizer Group eingesetzten Mapal-Werkzeuge sind mit gelöteten PKD-Schneiden bestückt, weil sie dadurch einfach in der Handhabung und wirtschaftlich sind, aber dank der HSK-Schnittstelle trotzdem eine ausreichende Bearbeitungspräzision bis hin zur Toleranzklasse IT6 erreichen“, fügt Andreas Wittenauer an, der als Leiter der Anwendungstechnologie im Mapal-Kompetenzzentrum für PKD-Werkzeuge die Werke des Produktionsunternehmen in Deutschland und Tschechien seit Jahren betreut. „Dabei gehen wir – Beispiel Stufenaufbohrwerkzeug – immer wieder neue Wege.“
„Wir erwarten von unserem Werkzeugpartner, dass er sich Herausforderungen stellt und zudem proaktiv Verbesserungsvorschläge unterbreitet“, unterstreicht Dumrese. „Dass wir mit Mapal schon seit Jahrzehnten erfolgreich zusammenarbeiten, liegt genau hieran und damit nicht zuletzt an der Person unseres Betreuers Wittenauer. Er kennt das Unternehmen seit über 20 Jahren, ist regelmäßig vor Ort und fungiert als zentraler Ansprechpartner für alle Fragen rund um die Werkzeuge. Die enge, vertrauensvolle Zusammenarbeit bringt beide Unternehmen voran und bildet eine optimale Grundlage dafür, auch zukünftig neue technologische und wirtschaftliche Herausforderungen zu meistern.“
Schweizer Group GmbH & Co. KG
www.schweizergroup.de
Mapal Dr. Kress KG
www.mapal.com





















{kind=link}