



In der Produktionstechnik findet momentan ein rasantes Umdenken statt, das nicht nur durch die viel diskutierte Smart Factory geprägt ist. Gegenwärtig spielt sich vielmehr ein wichtiges Szenario bezüglich Ressourcenschonung durch Gewichtseinsparung ab. Bauteile müssen bei gleicher Leistungsfähigkeit immer leichter werden, was zum Beispiel durch entsprechende Composite-Werkstoffe erreicht werden kann. Autor: Dr. Diethard Thomas, LMT Consultant
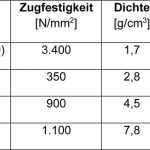
Das weltweit wachsende Mobilitätsbedürfnis in Verbindung mit der Forderung nach Energieeinsparung generiert eine neue Dynamik für Leichtbauwerkstoffe, wie Faserverbundkunststoffe (FVK) und deren „Schwergewicht“ CFK. Automotive- und Luftfahrtindustrie werden überproportional wachsen und üben gleichzeitig eine Sogwirkung auf andere Anwendungen und weitere Produkte aus Kunststoff aus. Die Produktionsmengen werden weiterhin deutlich steigen. In der Tabelle 1 sind wichtige Materialeigenschaften von CFK, dem konkurrierenden Werkstoff Aluminium sowie von Titan und Stahl größenordnungsmäßig dargestellt.
Aufgrund der relativ hohen Zugfestigkeit bei geringerem Gewicht hat CFK das Aluminium im Automobilbau und auch im Flugzeugbau signifikant verdrängt. Während hier der Aluminiumanteil an allen Werkstoffen vor etwa 20 Jahren noch bei ca. 70% lag, ist er heute auf ca. 20% beim geschrumpft. Dagegen ist der CFK-Anteil im Flugzeugbau von 7% auf ca. 52% gestiegen (Titan 14%, Stahl 7%; Beispiel A350).
Außer dem geringen Gewicht besteht ein weiterer Vorteil des CFKs darin, dass es sich großflächig verarbeiten lässt. Dagegen ist die Herstellung von Aluminiumblechen durch deren Größe beschränkt und es bedarf daher einer größeren Anzahl von Nähten und Verbindungselementen, was besonders im Flugzeugbau zu höherem Fertigungsaufwand führt. Als derzeitiger Nachteil von CFK wird die kompliziertere Reparatur von Schäden genannt.
Erfahrung in der Zerspanung ist gefragt
Zur spanenden Bearbeitung von Faserverbundkunststoffen durch Fräsen oder Bohren gibt es bisher leider kein Universalwerkzeug, sondern jedes Werkzeug muss immer aufs neue und maßgeschneidert an den individuellen Prozess angepasst werde. Es gibt auch nur wenige allgemeingültigen Erfahrungswerte für Schnittwertempfehlungen, wie Drehzahl oder Vorschub, zum Beispiel zur Realisierung einer maximalen Standzeit. Nachhaltige Anwendungsergebnisse können dabei nur durch intensiven Kontakt mit Werkstoffherstellern und Anwenderfirmen erzielt werden.
Hier ist die Kompetenz der LMT Tools Group mit ihrer 50-jährigen Erfahrung in der Zerspanung von Kunststoffen sowie ihrer mehr als 100-jährigen Erfahrung in der industriellen Fertigung generell gefragt. Experten der LMT-Firmen Belin, Onsrud und Kieninger entwickeln ständig optimierte Werkzeugsysteme zur Kunststoffbearbeitung.
Die Hauptproblematik beim Zerspanen von Faserverbundkunststoffen und Sandwichmaterialien lässt sich unter den Begriffen Delamination und Ausfransungen zusammenfassen. Abhängig von Werkstoff und Bearbeitungsart ergeben sich dabei unterschiedliche Schadensbilder. Einen großen Einfluss auf die Qualität der Bearbeitung hat dabei die Werkstoffmatrix. Die hierfür verwendeten Harze sind nach dem Aushärten hart und spröde und können beim Zerspanen regelrecht gebrochen werden. Dann sind die Überstände der Karbonfasern sauber abzuscheren, um Faserüberstände zu vermeiden.
Beim Zerspanen von Sandwichmaterialien führen zudem Kräfte quer zur Hauptlastrichtung zum sogenannten „Aufschälen“ und damit zur Delamination von Kern- und Deckschicht. Diese Gefahr besteht sowohl beim Bohren mit großen Spitzenwinkeln als auch beim Fräsen mit gedrallten Schneiden aufgrund der axialen Kräfte, die auf Kern- und Deckschicht wirken.
Mit Kompressionsfräsern zum Erfolg
Die beste Lösung zur Vermeidung von Delamination bei der Zerspanung von FVK sind Kompressionswerkzeuge. Eine gegenläufige Anordnung der Schneiden bewirkt eine Kombination von ziehendem und schiebendem Schnitt und verhindert, dass sich einzelne Lagen vom Laminat lösen und Fasern an den Bauteilkanten herausbrechen.
Das Fräswerkzeug DFC Compression Mill von LMT Onsrud hat einen definierten Kompressionspunkt. Der untere Schneidenbereich bewirkt einen ziehenden Schnitt (upcut), der obere einen schiebenden Schnitt (downcut). Dieses Werkzeug ist speziell für Werkstücke mit geringer bis mittlerer Wanddicke ausgelegt. Die Anwender profitieren vom deutlich höheren Vorschub gegenüber vergleichbaren Routern. Bauteile können dreimal so schnell bearbeitet werden wie mit konventionellen Werkzeugen. Das Werkzeug ist sowohl mit Diamantbeschichtung als auch mit AlTiN-Beschichtung verfügbar. Voraussetzung für die Anwendung ist eine stabile Werkstückaufspannung und eine Hochleistungsspindel mit mehr als 8000 min-1. Die Aufnahme des Werkzeugs sollte in Hydrodehn- oder Schrumpfspannfuttern erfolgen. Einschränkungen in der Anwendung gibt es beim Tauchen oder Vollnuten.
Der PCD Compression Mill von LMT Belin besitzt gelötete PKD-Schneiden und maximierte Spankammergrößen. Sie ermöglichen hohe Zahnvorschübe und lange Standzeiten. Ihr vorteilhaftes Einsatzgebiet liegt allerdings in der Bearbeitung von Honeycomb-Material, einem Leichtbauwerkstoff, der sich aus wabenförmig geformten Elementen zusammensetzt.
Der High Performance Composite Router (HPC) von LMT Onsrud kommt dem gewünschten Universalwerkzeug sehr nahe. Sein gegenläufiger Drall verläuft über die gesamte nutzbare Schneidenlänge. Je nach Geometrie der Werkzeugspitze kann das Werkzeug zum Bohren, Tauchen oder Vollnuten eingesetzt werden. Das Anwendungsspektrum reicht vom Einsatz mit handgeführten Geräten bis zur HSC-Bearbeitung auf CNC-Maschinen.
In einem Anwendungsbeispiel wurde der HPC-Router, Durchmesser 6 mm eingesetzt, um Taschen in eine Krantür aus dem Sandwichmaterial CFK/GFK zu fräsen. Durch die Steigerung der Vorschubgeschwindigkeit von vf = 0,7 m/min auf vf = 2,1 m/min konnte eine Reduzierung der Fräszeit bei gleichbleibender Qualität gegenüber einem herkömmlichen Router erreicht werden. Gleichzeitig erhöhte sich der Standweg um den Faktor 4, nämlich von 7,5 auf 20 m.
Beim Bohren zählt Multifunktionalität
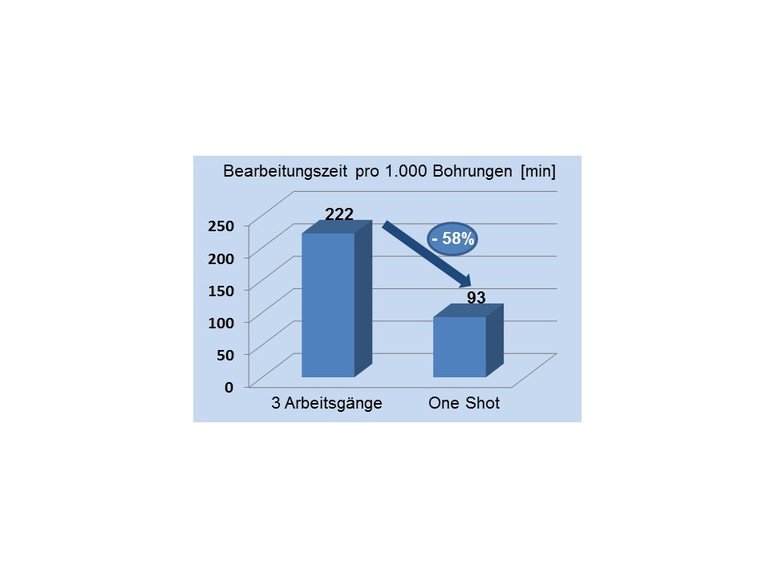
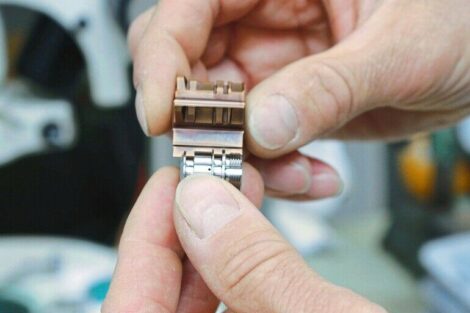
Für das Vernieten von Strukturbauteilen aus CFK, teilweise kombiniert mit anderen Werkstoffen, zum Beispiel mit Aluminium zu sogenannten Stacks, müssen die Platten gebohrt, gerieben und gefast werden. Dazu sind drei Arbeitsgänge mit bis zu drei verschiedenen Werkzeugen erforderlich.
Die Entwickler von LMT Belin, haben ein Werkzeug entwickelt, welches diese drei Arbeitsgänge in einem ausführt. Der One-Shot-Drill zeichnet sich durch prozesssichere Multifunktionalität aus und vermeidet Ausbrüche, Gratbildung und Delamination. Verantwortlich für eine besonders hohe Standzeit sind seine PKD- Schneiden. Vergleicht man die Bearbeitungszeiten von drei nacheinander ausgeführten Arbeitsgängen mit drei unterschiedlichen Werkzeugen einerseits mit dem One-Shot-Prozess andererseits, tritt eine gravierende Einsparung von 58% zu tage . Dieses Beispiel zeigt die Herstellung von 1000 toleranzhaltigen Bohrungen in CFK und berücksichtigt auch die Werkzeugwechselzeiten. ■
LMT Tool Systems GmbHwww.lmt-tools.de
Tabelle 1
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:


















{kind=link}