
Lösungen für das Einlippentiefbohren mit Minimalmengenschmierung im hohen Temperaturbereich werden derzeit im Rahmen eines Forschungsprojekts zwischen der HPM Technologie GmbH und dem Institut für Werkzeugmaschinen (IfW) der Universität Stuttgart entwickelt.
Bei der Minimalmengenschmierung (MMS) werden deutlich höhere Bearbeitungstemperaturen erreicht, als bei konventioneller Überflutungskühlschmierung. Die Bearbeitung von vergüteten Stählen mit MMS kann bei Temperaturen ablaufen, bei denen die eingesetzten Medien ihre Schmierwirkung nicht mehr befriedigend aufrechterhalten können. In der Folge kommt es zur übermäßigen thermischen Belastungen von Werkzeug und Bauteil. Andererseits können mit Hilfe der hohen Bearbeitungstemperatur auch die Eigenschaften des Werkstoffs verändert werden – beispielsweise hin zu einer besseren Zerspanbarkeit.
Kühlschmierstoffe (KSS) für die spanende Fertigung bergen Risiken für Gesundheit und Umwelt. Chemische Bestandteile der KSS und Mikroorganismen können Haut- und Atemwegserkrankungen auslösen. Die überwiegend wasserbasierten KSS werden gebraucht als stark wassergefährdend eingestuft. Seitens des Gesetzgebers und der Berufsgenossenschaften bestehen strenge Vorschriften und Auflagen für den Gebrauch und die Entsorgung der KSS (siehe BGR/GUV-R143, TRGS 611 u.a.). Der Umgang mit ihnen und ihre Entsorgung sind daher nicht zuletzt aus wirtschaftlicher Sicht problematisch. Dennoch werden sie in Form der Überflutungskühlschmierung in großen Mengen verwendet.
MMS verbessert die tribologischen Bedingungen
Mit der Trockenbearbeitung sowie der Minimalmengenschmierung (MMS) gibt es jedoch auch Ansätze zur Vermeidung von Kühlschmierstoffen. Die MMS wird eingesetzt, wenn die Bearbeitungsaufgabe aufgrund der Werkstoffeigenschaften, des hohen Werkzeugverschleißes oder der resultierenden Bearbeitungsqualität nicht trocken durchgeführt werden kann. Hier werden die tribologischen Bedingungen am Ort der Spanentstehung mit einem Öl-Luft-Gemisch in Form eines sehr feinen Aerosols verbessert.
Beim Drehen, Fräsen und auch Bohren mit Wendeschneidplatten bestückten Bohrern und Wendelbohrern wird die Minimalmengenschmierung schon länger erfolgreich umgesetzt. Beim Einlippentiefbohren sind die derzeit erzielbaren Ergebnisse, insbesondere beim Bohren kleiner Durchmesser, noch nicht befriedigend.
Tieflochbohren als besondere Herausforderung
Das Tiefbohren von wärmebehandelten Stählen mit Hilfe der MMS stellt hier eine besondere Herausforderung dar. Können jedoch die gestellten Anforderungen wie beispielsweise eine hohe Bauteilqualität und kurze Bearbeitungszeit erfüllt werden, dann ergeben sich aus der Hartbearbeitung weitere Vorteile. So lassen sich Nebenzeiten vermeiden, da eine Weichbearbeitung entfällt und die erforderliche Wärmebehandlung schon am Rohteil erfolgen kann. Bauteile verbleiben dann kontinuierlich in der spanenden Prozesskette und müssen nicht für den Vorgang des Vergütens ausgeschleust werden.
Durch den Einsatz der MMS entfällt die wichtige Aufgabe des Kühlschmierstoffs, dem Prozess Wärme zu entziehen. Die in der Folge vergleichsweise höheren Bearbeitungstemperaturen belasten das Werkzeug, das daher mit hochwarmfesten Substraten und thermisch isolierenden Beschichtungen an die Bedingungen der MMS angepasst werden muss. Die hohe Bauteiltemperatur hat auch Einfluss auf die Werkstückeigenschaften: So kann es in der Randzone der Bohrungswand zu unerwünschten Veränderungen des Gefüges wie Härteänderungen und Mikrorissen kommen.
Effizienter Einsatz der MMS
In einem vom Bundesministerium für Wirtschaft und Energie im Rahmen des Zentralen Innovationsprogramms Mittelstand (ZIM) geförderten Projekts, arbeiten die HPM Technologie GmbH in Münsingen und das Institut für Werkzeugmaschinen der Universität Stuttgart gemeinsam an Lösungen für einen effizienteren Einsatz der MMS. Ziel ist es, die vergleichsweise hohe Bearbeitungstemperatur beim Einsatz der MMS für eine bessere Zerspanbarkeit von Vergütungsstahl beim Tiefbohren mit Einlippenbohrer des Durchmessers d = 3 mm zu nutzen.
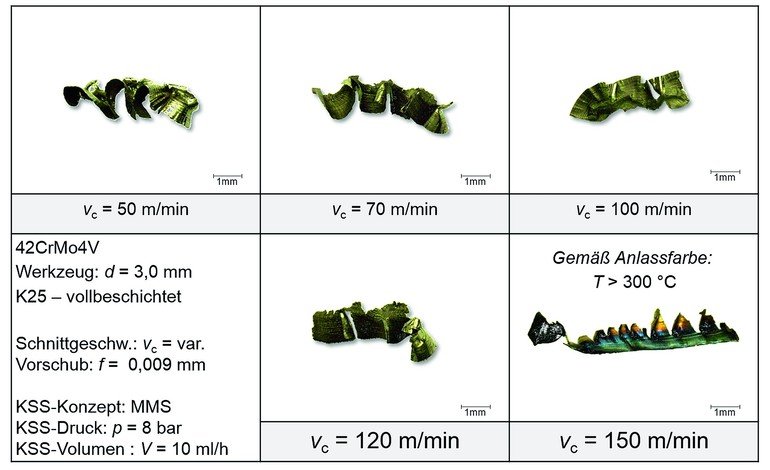
Am Beispiel des Vergütungsstahls 42CrMo4 (1.7225) werden hierzu Bearbeitungsparameter und MMS-Systemeinstellungen identifiziert, die ein gleichbleibend hohes Temperaturniveau in der Zerspanzone gewährleisten. Damit soll die spanende Bearbeitung erleichtert, gleichzeitig aber eine übermäßige thermische Belastung des Werkzeugs unterbunden werden. Den Einfluss der Bearbeitungsparameter zeigt die Abb. 1 am Beispiel von Spänen, die bei unterschiedlichen Schnittgeschwindigkeiten erzeugt wurden. Die mit steigender Schnittgeschwindigkeit zunehmende und bei 150 m/min sprunghaft steigende Bearbeitungstemperatur lässt sich anhand der Anlassfarbe der Späne näherungsweise bestimmen.
So kann hier auf Temperaturen oberhalb von T = 300 °C geschlossen werden. In diesem Temperaturbereich beginnen sich die derzeit üblichen MMS-Medien thermisch zu zersetzen und ihre Schmierfähigkeit zu verlieren. Die Projektpartner arbeiten daher an der Entwicklung hochtemperaturbeständiger Medien, die sich auch in diesen Temperaturbereichen noch zuverlässig einsetzen lassen.
Die vergleichsweise hohe Bearbeitungstemperatur führt auch zu einer Beeinflussung der Bohrungsrandzone. So zeigt sich schon bei einer Schnittgeschwindigkeit von vc= 100 m/min die beginnende Ausbildung einer dünnen Schicht, die bei einer weiteren Steigerung der Schnittgeschwindigkeit als weiße Schicht mit einer Dicke von ca. 200 µm vorliegt. Die auf diese Weise hervorgerufenen Schichteigenschaften sind meist ungewollt.
Konstante Bearbeitungstemperatur
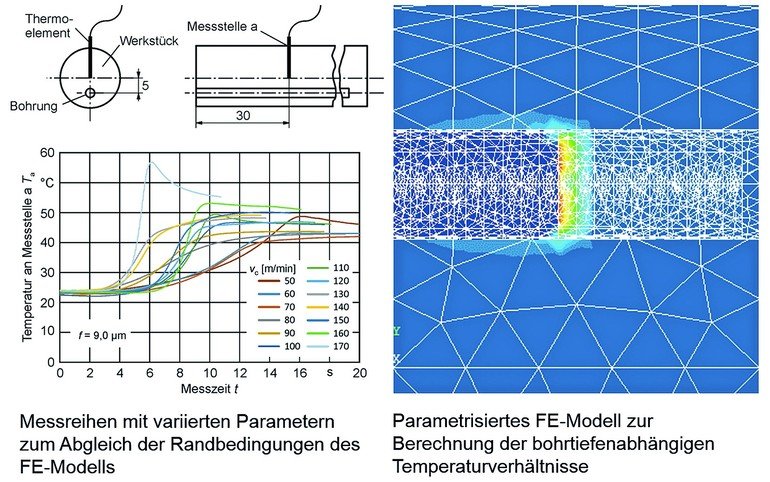
Ein weiteres Ziel des Projekts ist es daher, den Bearbeitungsprozess so zu steuern, dass die Bearbeitungstemperatur über eine kontinuierliche Änderung der Einflussgrößen wie Vorschub, Schnittgeschwindigkeit und MMS-Volumenstrom weitgehend konstant in einem unkritischen Bereich gehalten werden kann. Da sich die Bearbeitungstemperatur im Bearbeitungsprozess nur schwer messen lässt, wurde im Projekt ein experimentell abgeglichenes, thermisches Modell entwickelt. Damit können die thermischen Verhältnisse indirekt über den Temperaturverlauf im Bauteil abgebildet und optimiert werden (siehe Abb. 3). Anhand der Modelldaten lassen sich so die Bearbeitungs- und MMS-Systemparameter abhängig von der Bohrtiefe bzw. der Bearbeitungszeit anpassen.
Zusammenfassung
Beim Tiefbohren von vergüteten Stählen mit Einlippenbohrern unter Verwendung der Minimalmengenschmierung entstehen hohe Bearbeitungstemperaturen. Um unter diesen Bedingungen einen stabilen Bearbeitungsprozess sicherstellen zu können, werden hochtemperaturbeständige MMS-Medien benötigt, die auch bei kleinen Volumenströmen eine ausreichende Schmierwirkung entfalten. Ist dies gewährleistet, dann kann die Bearbeitungstemperatur über die Bearbeitungs- und MMS-Systemparameter vorhersehbar beeinflusst werden. Mit Hilfe eines thermischen Modells lassen sich die Parameter vorausbestimmen und im Laufe der Bearbeitung anpassen. ■
HPM Technologie GmbHwww.hpmtechnologie.de
Institut für Werkzeugmaschinen, Universität Stuttgartwww.ifw.uni-stuttgart.de
Der Autor
Rocco Eisseler, Gruppenleiter Zerspanungstechnologie, Institut für Werkzeugmaschinen (IfW), Universität Stuttgart.
Zukunftsideen in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.
Teilen:




















{kind=link}