


Für ihre umgebaute Mori Seiki NZ 2000, suchte die Heba Fertigungstechnik GmbH & Co. KG ein rundum-sorglos Spannmittel. Auf der Suche landete der Automobil-Zulieferbetrieb schließlich beim Baukasten-System von Hainbuch. Jürgen Balting, Geschäftsführer von Heba, ist damit extrem zufrieden und hat mittlerweile die komplette Fertigung auf das Spannmittelsystem umgestellt.
Die Heba Fertigungstechnik GmbH & Co. KG entstand inmitten der Wirtschaftskrise 2009 aus der insolventen Firma Paul Henkel GmbH. Der damalige Betriebsleiter Jürgen Balting übernahm kurzum die Firma: „Wenn man ein Leasingfahrzeug nach seiner Laufzeit übernimmt, dann weiß man, ob und wo es in den letzten drei Jahren Zicken gemacht hat und ob eine Übernahme rentabel ist.“ Damit war der Startschuss für einen Neuanfang gefallen. Die Firma wurde komplett umgekrempelt und an die Anforderungen des Marktes angepasst. Nach und nach investierte Balting in neue Maschinen, neue Spannmittel und zusätzliche Mitarbeiter.
Heute ist man bei rund 20 Mitarbeitern und einem überschaubaren, aber modernen Maschinenpark aus acht Drehzentren und drei Bearbeitungszentren angelangt. Damit Heba seine Kunden, überwiegend aus der Automobilindustrie, mit Buchsen für Motoren und diversen anderen Dreh- und Frästeilen versorgen kann, wird im Dreischichtbetrieb gearbeitet. Die Losgrößen variieren dabei zwischen 100 und einer Million Bauteilen. Damit dies funktioniert, wurden alle Maschinen automatisiert. So erreicht man niedrige Mannkosten und behält eine hohe Flexibilität. Dies gelingt allerdings nur in Kombination mit den richtigen Werkzeugen und Spannmitteln.
Optimales Spannmittel
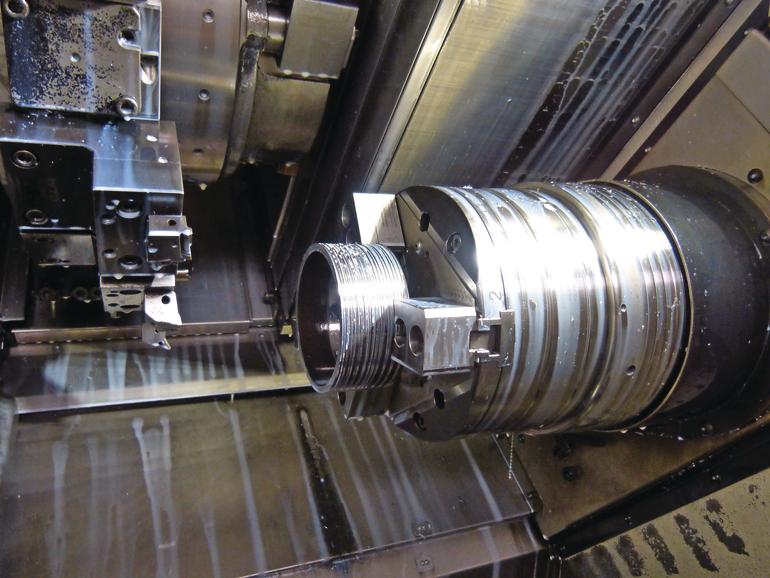
Balting bestellte 2010 die erste der neuen Maschinen, eine Mori Seiki NZ 2000 DL T2. Eine automatisierte Maschine, die sowohl für die Stangenbearbeitung als auch für die Roboterbeladung optimiert wurde. Die beiden Spindeln können zudem autark, jeweils ein Teil, bearbeiten. Aufgrund des 80er-Durchlasses der Hauptspindel hat man sich damals für ein Drei-Backenfutter entschieden. Doch als es ans Produzieren ging, hat sich herausgestellt, dass die Futter nicht optimal waren. „Die Maschine war ursprünglich für ein Futter mit der Größe 250 ausgelegt worden. Durch das gewählte 350er Drei-Backenfutter wurde der Bearbeitungsraum erheblich verkleinert. Zudem war das Rüsten umständlich“, so Balting.
Hier musste eine Alternative her: „Für mich war wichtig, dass das neue Spannmittel optimal passt und es verschiedene Adaptionsmöglichkeiten bietet, so dass man nicht immer das ganze Futter runterbauen muss. Außerdem ist an der Maschine durch den Umbau nicht so viel Platz, dass man mit einem Kran arbeiten könnte. Da hat sich der Hainbuch-Baukasten buchstäblich aufgedrängt. Die Vorteile lagen für mich auf der Hand: Spannen von außen, innen oder vor dem Futter, zusätzlich schnelles Rüsten und einfache Handhabung. Mit dieser Bandbreite bietet das kein anderer Spannmittelhersteller an“, erklärt Balting.
Die Maschine wurde auf der Haupt- und Gegenspindel mit dem sechseckigen Toplus Spannfutter in der Baugröße 100 ausgestattet. Damit in der Fertigung gleich aus dem Vollen geschöpft werden konnte, wurden die Adaptionen Mando Adapt sowie die Spannköpfe dazugekauft. Für Balting funktioniert das Rüsten mit den Spannköpfen viel einfacher als mit den Backen. Seine Meinung dazu: „Selbst wenn die Backen sauber verzahnt sind, muss man immer noch mal nachdrehen, und das ist mühsam. Und mit der Störkontur hatten wir dann auch keine Probleme mehr, denn das Toplus Futter ragte nicht so weit raus wie das große 3-Backenfutter. Das einzige Manko bei den Spannköpfen war, dass wir mit ihnen nur bis Durchmesser 100 spannen konnten und wir aber auch größere Bauteile hatten.“ Dieses Problem wurde allerdings mit dem Backen-Adapter gelöst.
Rüstzeit ging deutlich runter
Der mannlosen Bearbeitung stand also nichts mehr im Weg. Alle Bearbeitungsschritte, vom Fräsen der Kontur, Querbohrungen setzen, Schrägbohrungen, innen und außen drehen, Außenkontur drehen: das volle Programm war ohne große Aufwände möglich. Zudem wurde die Rüstzeit deutlich minimiert, die Störkontur wurde verbessert und schließlich die Maschinenkapazität erhöht. Kurzfristige Programmänderungen sind durch das Baukasten-System auch kein Problem mehr, denn das Wechseln von Außenspannung auf Innenspannung geht ruckzuck. Zudem gibt es weniger Ausschuss und die Qualität der Teile hat sich verbessert. Das lästige Eindringen der Späne bei dem 3-Backenfutter gehört durch die geschlossenen Spannköpfe der Vergangenheit an.
Der Backen-Adapter in Kombination mit dem Toplus Spannfutter hat lange gute Dienste geleistet und war eigentlich ausreichend. Doch als 2013 das Backenmodul herauskam, war klar, der Backen-Adapter wird ausrangiert. Weshalb? Das Backenmodul hat entscheidende Vorteile, und zwar einen größeren Hub, beziehungsweise größeren Spannbereich, eine reine Radialspannung, harte Backen und eine Standardverzahnung. Beim Backen-Adapter gab es keine Standardbacken. Leichter rüsten lässt sich das Backenmodul zudem. Außerdem konnte das Backenmodul auch bei schwierigeren Teilen punkten: „Wir haben Bauteile, bei welchen wir mit Übergabe in der Maschine fahren. Dabei drückt die übergebende Spindel das Teil leicht gegen die übernehmende Spindel. Und dadurch, dass der Backen-Adapter in Spannrichtung mitgeht, hatte man nie einen zentralen Anschlag. Daher mussten wir außen am Teil und an den Backen anschlagen. Beim Backenmodul hingegen kann man fest dagegen fahren“, berichtet Balting. Daher ist auf der Hauptspindel ein Toplus Futter mit einem Backenmodul und auf der Gegenspindel sitzt das Toplus Futter mit Mando Adapt in dem passenden Durchmesser.
Fertigung wurde komplett umgestellt
Da Balting absolut zufrieden mit den Spannmitteln ist, der Service und die Betreuung zudem funktionieren, wurden sukzessive alle Maschinen mit Stangenlager mit dem Toplus Spannfutter in der Baugröße 65 ausgestattet. Die neu bestellte Mori Seiki NLX-Maschine, die im April ausgeliefert wurde, bekam auf der Haupt- und der Gegenspindel ebenfalls ein Toplus Spannfutter in der Baugröße 100 verpasst. Als Besonderheit ist noch zuerwähnen, dass es sich bei allen Futtern um Axzug-Futter handelt, es gibt kein einziges Axfix Futter. Denn Balting möchte auf jeder Spindel das komplette Baukastensystem einsetzen und das funktioniert nur mit dem Niederzugeffekt. Bei Axfix geht das nur bedingt. Probleme beim Übergreifen auf die Gegenspindel hat er – wie erwähnt – damit auch keine.
Hainbuch GmbH www.hainbuch.com
„Das geht noch – das sollte man lassen“

Die mav sprach mit Clemens Mayer, Trainer bei Hainbuch, über das erfolgreiche Workshop-Programm bei dem schwäbischen Spannmittelhersteller.
mav: Warum bietet ein Spannmittelhersteller Schulungen für seine Kunden an?
Mayer: Das Spannmittel führt alle anderen Komponenten zusammen, zum Beispiel Maschine, Werkstück und Werkzeug. Es hat eine Schlüsselfunktion, da es die Anzahl der nötigen Fertigungsschritte und damit letztlich die Fertigungszeit maßgeblich beeinflusst. Ähnlich sehen wir es außerhalb der Maschine. Wir laden zum gemeinsamen Ideenaustausch von Herstellern und Anwendern. Ziel: Den Anwender in die Lage zu versetzen, die optimale Lösung für seine Anforderung zu erkennen und zu nutzen.
mav: Für wen sind die Workshops und Veranstaltungen konzipiert?
Mayer: Das hängt von der Veranstaltung ab. Mit unserem derzeitigen Programm decken wir von Maschinenbediener über Meister, Programmierer, Arbeitsvorbereiter bis zum Fertigungsleiter und Geschäftsführer alles ab. Eine Lücke gibt es noch bei der Zielgruppe der Technologen, diese Lücke werden wir 2016 schließen.
mav: Welche Inhalte werden bei den Veranstaltungen behandelt?
Mayer: Wir wollen die Augen öffnen für:
bisher unbekannte Einsatzmöglichkeiten der Spannmittel
Technik, Prozesse und Methoden für effiziente Fertigung und kurze Rüstzeiten auch abseits der Spanntechnik
einen Austausch von Ideen und Sichtweisen durch unterschiedliche Mitreferenten anderer namhafter Firmen.
Zudem wollen wir Sicherheit vermitteln bei der Handhabung und beim Abschätzen/Berechnen von Haltekräften: Das geht noch – das sollte man lassen.
mav: Wie erfolgreich sind die Workshops?
Mayer: Die Veranstaltungen sind sehr erfolgreich im Hinblick auf Verständnis und Anschaulichkeit. Wir erreichen damit auch, dass die Besucher uns kennen lernen, sie wissen, wie wir ticken, was uns antreibt. Auch unter den Referenten hat sich herumgesprochen, dass die Qualität unserer Veranstaltungen stimmt. Man trifft sich gerne in Marbach.
mav: Was bietet Hainbuch für zusätzliche Services an?
Mayer: Neben den Klassikern wie Montage und Inbetriebnahme und alles rund um Reparatur und Instandsetzung sticht unsere Spannmittel-Miete heraus – sehr geeignet, um kurz mal etwas auszuprobieren, ohne große Kosten. Außerdem unser Produktions-Coaching und Engineering, bei denen wir Knowhow zur Verfügung stellen, sei es zur Fertigungsoptimierung oder zur individuellen Lösungsfindung bei Herausforderungen rund um die Elastomer-Verarbeitung, Verbund-Konstruktionen mit Mineralguss oder Carbon und natürlich Spanntechnik.
Teilen:




















{kind=link}