



Mitte Juli traf sich die Luftfahrtbranche auf der „Farnborough Air Show“ nahe London. Bereits zur Eröffnung der Messe verkündeten die großen Flugzeughersteller Boeing und Airbus neue Rekordzahlen. Die Marktführer rechnen für die kommenden 20 Jahre mit einem weltweiten Bedarf an ca. 42 000 Verkehrsflugzeugen. Dies entspricht einem Umsatzvolumen von 6 Billionen Dollar für neue Passagier- und Frachtflugzeuge bei einem Wachstum des Welt-Luftverkehrs um knapp fünf Prozent.
Beeindruckende Zahlen, die erklären, weshalb immer mehr Werkzeughersteller ihre Produktpalette für Anwendungen aus dem Bereich Luft- und Raumfahrt erweitern. Doch so interessant für die Werkzeughersteller dieses Marktpotenzial ist, so groß sind auch die technischen Herausforderungen, die ihresgleichen suchen. Diesen stellt sich bereits seit vielen Jahren der Präzisionswerkzeughersteller Botek und kann so auf einen großen Erfahrungsschatz rund um die Bohrbearbeitung im Flugzeugbau zurückgreifen.
Leichtbau und Bauteilsicherheit geht das?
Im Flugzeugbau orientiert sich die konstruktive Ausgestaltung an zwei unumstößlichen Vorgaben: Leichtbau und Bauteilsicherheit. Zwei Zielgrößen, die scheinbar im Widerspruch zueinander stehen. Denn ein Mehr an Stabilität wird durch größere Materialstärken erreicht, was jedoch eine Gewichtssteigerung bedeuten würde. Daher werden für die Luftfahrt konsequent Materialien eingesetzt, die eine hohe Festigkeit und/oder Steifigkeit bei möglichst geringem Gewicht aufweisen. Welche Materialien dies konkret sind, hängt von der jeweiligen Beanspruchung und Geometrie des Bauteils ab.
Für Flugzeugrumpf, Flügel und Leitwerk sind Aluminium- und Aluminium-Lithium-Legierungen, Titanlegierungen und spezielle kohlenstofffaserverstärkte Kunststoffe (CFK) gängige Materialien. Um alle erforderlichen Bauteileigenschaften bei möglichst geringer Masse zu erzielen, werden häufig Materialien in sogenannten Stacks miteinander kombiniert. Zum Fügen einzelner Komponenten und Bauteile kommen vorrangig Niete zum Einsatz, die eine sichere und langlebige Verbindung auch bei starken Temperaturschwankungen und hohen dynamischen Belastungen, wie sie im Flugbetrieb vorherrschen, garantieren. Voraussetzung für eine sichere Nietverbindung ist eine eng tolerierte Nietbohrung hinsichtlich Durchmesser, Rundheit, Zylindrizität und Oberflächengüte der Bohrungswand.
Titan, CFK und Aluminium bearbeiten
Die Herstellung dieser Bohrungen ist insbesondere bei den zuvor beschriebenen Stacks sehr anspruchsvoll. Denn die einzelnen Materialien stellen unterschiedliche Anforderungen an das Bohrwerkzeug. Während Titan eine stabile Schneiden- und Werkzeuggeometrie erfordert, wird für das delaminationsfreie Zerspanen von CFK eine sehr scharfe Schneide mit möglichst kleinem Keilwinkel benötigt. Aluminium ist ein vergleichsweise duktiles Material, das zur Aufbauschneidenbildung neigt, CFK hingegen weist eine hohe Steifigkeit auf und wirkt durch die Kohlenstofffasern hochabrasiv. Die hier eingesetzten Bohrwerkzeuge müssen mit allen diesen Anforderungen zurechtkommen, um für den Kunden eine optimale Lösung darzustellen.
Bei der Werkzeugauslegung ist zudem zu berücksichtigen, dass die Bohrbearbeitung bei der Rumpfmontage zumeist mit halbautomatischen Bohrvorschubeinheiten oder Bohr-Niet-Robotern erfolgt. Diese Maschinen weisen gegenüber stationärer Bohrmaschinen oder Bearbeitungszentren eine deutlich geringere Steifigkeit und Führungsgenauigkeit auf, was die dynamische Belastung der Werkzeuge erhöht. Auch die zur Verfügung stehenden Möglichkeiten der Kühlschmierung sind zu beachten. So wird aufgrund der großen und damit nicht kapselbaren Bauteile trocken oder unter Einsatz von Minimalmengenschmierung gebohrt.
20 Jahre Erfahrung
Im Hause Botek Präzisionsbohrtechnik werden seit ca. 20 Jahren Bohrwerkzeuge für diese Einsatzfälle spezifisch ausgelegt, im Stammwerk in Riederich hergestellt und vor Auslieferung getestet. Die Werkzeugpalette umfasst sowohl Vor- und Aufbohrwerkzeuge sowie Bohrer und Bohrsenker zur One-Shot-Bearbeitung in nur einem Bearbeitungsschritt. Die Festlegungen der Bohrstrategie und Werkzeugauslegung erfolgen stets nach dem konkreten Anwendungsfall.
Als Schneidstoff kommt häufig Polykristalliner Diamant (PKD) zum Einsatz. Denn dank des PKD sind hohe Standzeiten auch bei der CFK-Bearbeitung möglich. Eine geeignete Alternative hierzu sind diamantbeschichtete Vollhartmetallwerkzeuge, wobei ein großer Vorteil des PKD gegenüber einer Diamantbeschichtung zu berücksichtigen ist: PKD ist nachschärfbar. Dadurch können diese Werkzeuge mehrfach aufbereitet und eingesetzt werden, um so Kosten zu reduzieren. Darüber hinaus weist PKD im Vergleich zu Diamantbeschichtungen in der Regel eine höhere thermische Stabilität und Zähigkeit auf. Dies ist insbesondere bei der Bearbeitung von Stacks mit dickeren Titanlagen vorteilhaft, um Schneidenausbrüche zu vermeiden.
Weitere Einsatzbeispiele
Auch abseits des Rumpfes und der Flügel sind beim Flugzeugbau komplexe Bohroperationen zu meistern und daher auch Botek-Werkzeuge im Einsatz. So zum Beispiel bei der Erzeugung der Innenkontur von Landebeinen. Diese werden aus hochfesten Titanlegierungen oder Vergütungsstählen hergestellt, um den enormen Belastungen im Einsatz standzuhalten. Für die Bearbeitung ist dies im Zusammenspiel mit den relativ großen Bohrdurchmessern und somit Zerspankräften sowie der Geometrie der zu erzeugenden Innenkonturen eine besondere Herausforderung.
Typisch für die besagte Innenkontur sind Radien und konische Abschnitte an Durchmesserübergängen und im Bohrgrund, um scharfe Kanten und Stufen zu vermeiden. Denn solche Kanten würden aufgrund der Kerbwirkung zu deutlich höheren Lastspitzen im Bauteil führen. Da auch bei diesem Bauteil die Bauteilsicherheit bei möglichst geringem Gewicht im Vordergrund steht, wird der Aufwand zur Erzeugung einer entsprechenden Innengeometrie nicht gescheut.
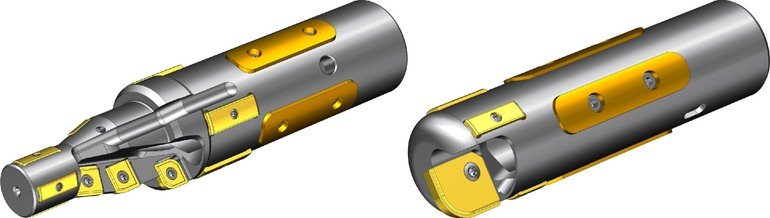
Innenkontur bei engen Form- und Lagetoleranzen
Die Bohrbearbeitung der Landebeine erfolgt in der Regel auf speziellen BTA-Tiefbohrmaschinen, die eine hochgenaue Bearbeitung bei zugleich hohen Zerspanraten ermöglichen. Um die gewünschte Innenkontur bei engen Form- und Lagetoleranzen erzeugen zu können, ist die Verwendung spezieller Formbohrköpfe erforderlich. Die Aufgabe für die Anwendungstechniker im Hause Botek ist, in Abstimmung mit dem Komponentenhersteller eine Bearbeitungsstrategie mit entsprechenden Werkzeugen und Bearbeitungsparametern auszulegen, die eine prozesssichere aber auch wirtschaftliche Herstellung ermöglicht.
Die Bearbeitungsparameter können aufgrund der hochfesten Werkstoffe und der geforderten Toleranzen nicht beliebig gesteigert werden. Eine Reduzierung der Bearbeitungszeit kann jedoch mitunter durch den Einsatz von Stufenformbohrwerkzeugen erzielt werden, die eine gleichzeitige Bearbeitung mehrerer Konturabschnitte ermöglichen. Die parallele Bearbeitung reduziert die Hauptzeiten und erspart zudem Werkzeugwechsel, was einen deutlichen Zeitgewinn für die Botek-Kunden bedeutet.
Zahlreiche weitere Komponenten und Bauteile von Flugzeugen erfordern hochgenaue Bohrungen, wie beispielsweise die Triebwerkswellen der Antriebe, zahlreiche Aktuatoren an Tragflächen und Leitwerk, Hydraulik-Steuerblöcke oder auch Turbinen und Verteiler für die Klimatisierung der Passagierkabinen. In all diesen Bereichen sind Botek-Werkzeuge im Einsatz, um die hohen Anforderungen der Kunden zu erfüllen und die bestmögliche Lösung hinsichtlich Prozesssicherheit und Produktivität zur Verfügung zu stellen.
Botek Präzisionsbohrtechnik GmbH
www.botek.de
AMB Halle1, Stand 1B60
Zukunftsideen in Serie
Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.




















{kind=link}