

Gewinderollsysteme gehören zu den Kernkompetenzen der Firmengruppe LMT Tools. Die Anwendervorteile des Gewinderollens gegenüber den spanenden Verfahren sind kurze Fertigungszeiten bei höchster Gewindefestigkeit, konstante Maßhaltigkeit und ausgezeichnete Oberflächenqualität. Der Anwendernutzen wird ständig erweitert, und nun hat LMT Fette den Axialrollkopf EVO-line präsentiert.
Der Axialrollkopf fällt durch sein modern designtes äußeres Erscheinungsbild auf und ermöglicht hohe Funktionalität und Präzision. Damit möchte die LMT einen neuen Leistungsstandard bei der spanlosen Herstellung von Außengewinden setzen.
Seit mehr als 60 Jahren werden die Rollköpfe von LMT Fette in der Industrie eingesetzt. Mit den Verfahren Axialrollen, Tangentialrollen und Radialrollen werden wesentlich Massenbauteile bearbeitet, bei denen es auf Gewindesicherheit bei hoher Wirtschaftlichkeit in der Produktion ankommt. Typische Werkstückbeispiele sind Achsschenkel, Lenkritzel, Fahrradspeichen, Fittings, Rippenstahl und viele mehr, nach unterschiedlichen Gewindenormen. Das Anwenderportfolio wird noch erweitert durch die Möglichkeiten zum Rändeln, Kerbverzahnen, konische Profile, Glätten und Kugelglätten sowie reduzieren von Rohren.
Die Hauptzeiten liegen beim Gewinderollen in der Regel unterhalb 1 Sekunde, beim Gewindeschneiden (Strehlen) mindestens 5 bis 20 Mal höher. Zum Beispiel wurden Gewinde UNF 5/8 Zoll mit 19 mm Länge in Stahlguss innerhalb von 0,2 Sekunden beim Radialrollen erzeugt und beim Axialrollen innerhalb von 0,8 Sekunden. Der gleiche Prozess benötigte beim Gewindeschneiden immerhin 4,8 Sekunden. Mit diesen sehr kurzen Fertigungszeiten setzt das Gewinderollen bezüglich der Taktzeiten die Messlatte sehr hoch, beispielsweise in einer Transfer- straße.
Beschichtung sorgt für höhere Standzeiten
Nicht nur die kurzen Fertigungszeiten senken die Produktionskosten erheblich, sondern auch die langen Standzeiten der Gewinderollen. So konnten bei Gewinden M 20×1,5 in dem Material 9SMn28 immerhin Standmengen von 250 000 Stück erreicht werden. Natürlich sinkt die Standmenge bei Materialien mit höherer Festigkeit. Um auch hier das Leistungsniveau zu heben, wurde von den Werkzeugexperten die weltweit erste Beschichtung für Gewinderollen entwickelt, die Protec Power. Damit lässt sich die Standzeit bei höher festen Werkstoffen (max. 1700 N/mm2) immerhin noch um 30 % steigern, im Vergleich zu unbeschichteten Rollen.
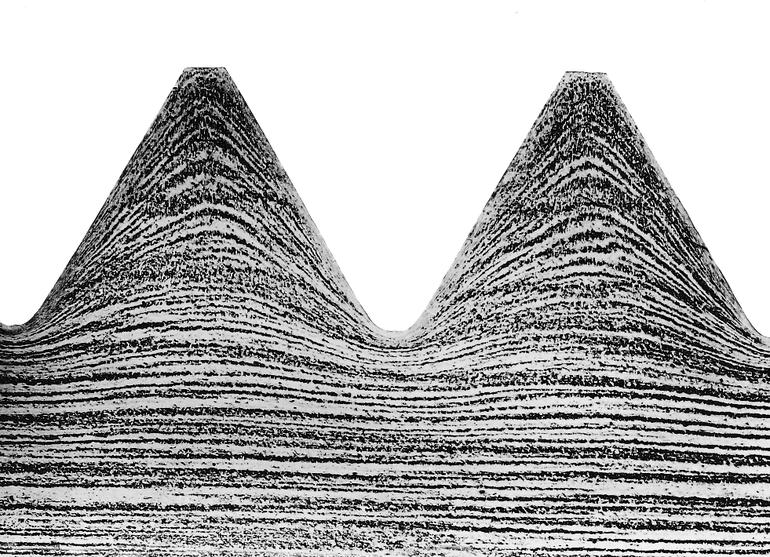
Auch bezüglich der Dauerfestigkeit des erzeugten Gewindes selbst ist das Gewinderollen unschlagbar. Sie ist in der Regel 3 Mal so hoch wie bei einem spanend hergestellten Gewinde. Die Ursache dafür liegt in der unterschiedlichen Ausbildung der Materialfasern. Der Werkstoff wird bei der Kaltmassivumformung durch Druck der Gewinderollen über die Elastizitätsgrenze hinaus beansprucht und dadurch plastisch, das heißt bleibend verformt. Bei der Profilierung werden also die Materialfasern nicht zerschnitten, wie bei der Zerspanung, sondern verlagert und verdichtet. Aufgrund der höheren Gewindefestigkeit wird das Fertigungsverfahren „Gewinderollen“ bei Sicherheitsbauteilen oftmals sogar vorgeschrieben.
Und nicht zuletzt ist die erzeugte Oberflächenqualität ein kennzeichnendes Merkmal. Gerollte Gewinde besitzen eine Rautiefe RZ zwischen 1 und 4 µm. Damit ist die Oberfläche gleich oder besser als bei einem geschliffenen Gewinde.
Bedienerfreundlichkeit wird groß geschrieben
Die Entwicklungsexperten wollten dem Anwender weitere Vorteile erschließen und fokussierten sich auf die Bedienerfreundlichkeit der Rollköpfe. Das Resultat ist der neu designte Axialrollkopf Evoline. Er setzt einen neuen Leistungsstandard. Zu den signifikanten Leistungsmerkmalen des Rollkopfs zählen vor allem die einfache und trotzdem sehr präzise Feineinstellung des zu rollenden Werkstückdurchmessers sowie die Montagefreundlichkeit des Systems, basierend auf seiner modularen Bauweise.
Die Einstellung des Rollbereichs mit Feineinstellung im 100stel Millimeterbereich durch eine Justierspindel zeichnet sich durch hohe Wiederholgenauigkeit des Flankendurchmessers aus und ist absolut prozesssicher bei größtem Bedienkomfort. Die Reproduzierbarkeit des Flankendurchmessers bei gleicher Skalenposition ist im Bereich von +/- 0,01 mm gewährleistet.
Der modulare Aufbau des Rollkopfes besteht aus den Gewinderollen, dem Rollkäfig mit Getriebe, der Kupplung mit zentraler Verstellung und Feineinstellung sowie modularer Trennstelle für eine Vielzahl verfügbarer Standardschäfte, der Schließeinrichtung bzw. Schließschelle und dem Schaft. Die Schließschelle ist um 360° drehbar und damit ideal für die vorhandene Aufnahmesituation in der Maschine einstellbar.
Die Trennstelle zwischen Kupplung und Schaft garantiert präzisen Rundlauf bei sicherer Drehmomentenübertragung. Sie lässt sich anwenderspezifisch modifizieren. Zum Beispiel kann eine kühlmittelbetriebene Schließeinrichtung als Zubehör sehr einfach integriert werden. Ein großer Schritt zu einer deutlich erhöhten Prozesssicherheit ist mit dem Späneschutz in den neuen Rollköpfen gelungen. Späne und andere Partikel aus Vorprozessen können nicht mehr in den Rollkopf eindringen – auch nicht bei geöffneter Kupplung. Auch die optisch ansprechende, vernickelte Oberfläche des Werkzeugs trägt zum Schutz bei.
Die Axialrollkopfgeneration gibt es bisher in folgenden Ausführungen:
F1 EVO für Gewinde M6 – M10
F2 EVO für Gewinde M8 – M16
F3 EVO für Gewinde M12 – M22
Auch bezüglich des sehr wichtigen Zukunftsthemas Ressourcenschonung leisten Rollköpfe einen entscheidenden Beitrag. Sie sparen nämlich Material. Der Ausgangsdurchmesser des zu rollenden Werkstücks ist kleiner als der Außendurchmesser des fertigen Gewindes, weil beim Vorgang der Kaltmassivumformung der Werkstoff vom Gewindegrund in die Gewindespitzen verlagert wird und sich somit Material aufbaut. Damit entsteht auch kein Abfall, weil störende Späne nicht vorhanden sind.
LMT Tool Systems GmbH www.lmt-tools.com
Auf einen Blick
Die kennzeichnenden Merkmale der Axialrollkopfgeneration der Serie Evoline sind:
Schnelle, einfache und genaue Gewindeherstellung
Kurze Fertigungszeiten, hohe Gewindefestigkeit und Qualität
Einfache und präzise Feineinstellung des Rolldurch- messers
Montagefreundlich und sicher durch modulare Bauweise
Kundenspezifische Applikationen problemlos adaptierbar
Oberflächenqualität Rz in µm

Hauptzeit in Sekunden

Teilen:




















{kind=link}