




Für ein neues Spannmittel ist es wie ein Ritterschlag, wenn es in der automobilen Großserienfertigung eingesetzt wird. Dann hat es bewiesen, dass es nicht nur effektiv ist, sondern auch prozesssicher seinen Dienst verrichtet. So geschehen bei einem sehr schlanken, additiv gefertigten Hydrodehnspannfutter von Mapal. Es wird gleich bei zwei bayerischen Automotive-Zulieferern eingesetzt. Autor: Frederick Rindle
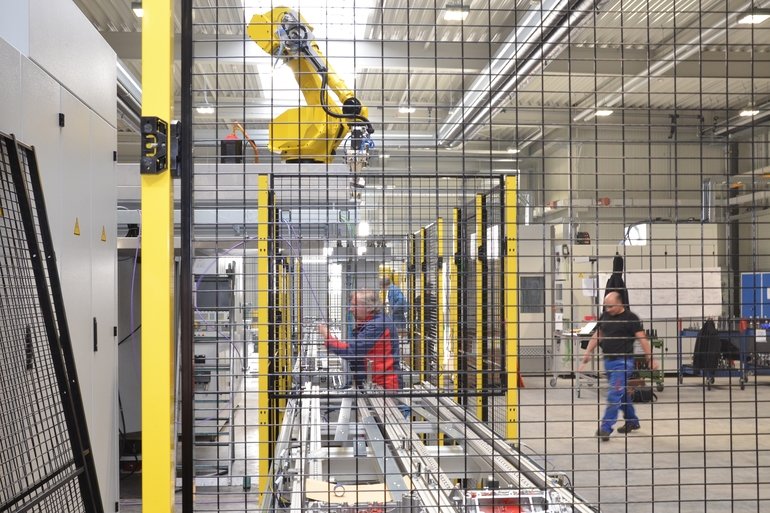
Der erste Blick vom obersten Treppenabsatz herab in die Halle der Schabmüller Automobiltechnik GmbH in Großmehring zeigt gleich die beeindruckenden Dimensionen des hier gerade entstehenden Projektes. Die vier gelben Roboter, die zukünftig die Teilezuführung der Anlage sichern sollen, sind das eindrücklichste Merkmal der neuen Großserienanlage. „Momentan bauen wir hier gerade die erste Linie einer Zylinderkopfhaubenfertigung für einen Volumenmotoren auf“, sagt Albert Neumeier, zuständig für die Arbeitsvorbereitung bei Schabmüller. „Schlussendlich sollen hier einmal drei Linien mit 17 SW-Bearbeitungszentren stehen, die das Gesamtvolumen der Zylinderkopfhaube eines Motors bearbeiten.“ Momentan sind allerdings noch Techniker aller Couleur am Einrichten der Prozesse. Für die Werkzeuge und die dazugehörige Spanntechnik erledigt dies, wie bei Schabmüller seit Längerem üblich, der Präzisionswerkzeughersteller Mapal. Die Experten aus Aalen standen von Beginn an den Automobilexperten unterstützend zur Seite: „Wir waren vom ersten Bleistiftstrich an dabei“, sagt Stephan Streck, technischer Berater bei Mapal. „Über die Jahre ist ein sehr vertrauensvolles Verhältnis zu unserem Werkzeuglieferanten entstanden“, bekräftigt Neumeier das sehr gute Verhältnis, welches auch im gegenseitigen Umgang schnell sichtbar wird.
Der vorwiegend im Automotivebereich beheimatete Werkzeughersteller hat für die Zylinderkopfhaubenfertigung zu 98 Prozent Sonderwerkzeuge konfiguriert. „Bei diesen Taktzeiten kann man nicht mehr mit Standardwerkzeugen arbeiten“, erklärt Streck. „So wäre es hier zum Beispiel undenkbar, bei einer Bohrung zuerst mit dem einen Werkzeug das Loch zu fertigen, um dann mit einem Senker die Fase herzustellen. Das geht nur noch effektiv mit einem Stufenwerkzeug.“
Genau diese Lösungskompetenz haben die Werkzeugexperten auch bei den Spannmitteln mit eingebracht. So musste man zu Beginn der Planung, bei einer Bohrung in dem Motorenbauteil, noch auf Grund der sehr großen Störkonturen der Aufspannung auf eine Schrumpf-Schrumpf-Lösung zurückgreifen. Denn nur das Schrumpffutter mit eingeschrumpfter Verlängerung bot im vorderen Bereich die geforderte schlanke Kontur.
Diese Lösung hatte allerdings erhebliche zeitliche Nachteile: „Durch die lange Aufspannung mit Schrumpffutter und Verlängerung mussten die beiden Spindeln des Bearbeitungszentrums zum Werkzeugwechsel immer um das gesamte Bauteil herumfahren. Das kostet bei den Stückzahlen einfach zu viel Zeit“, erklärt Neumeier das Problem.
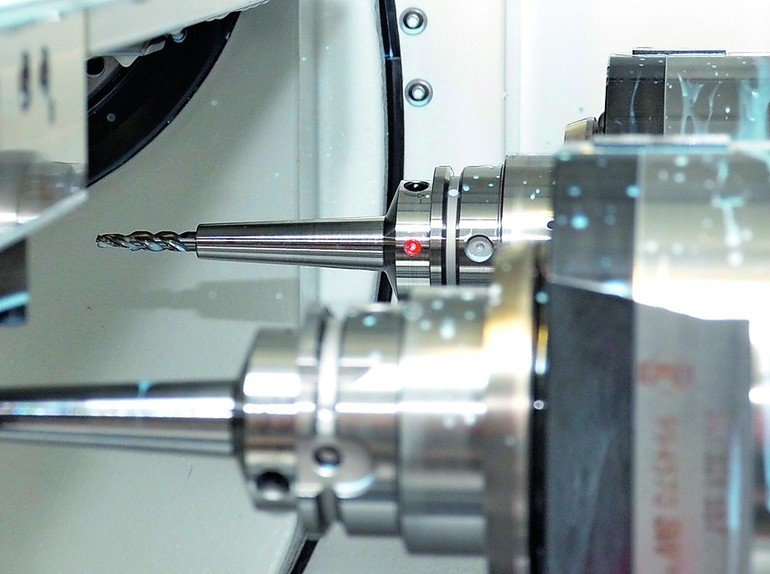
Der Werkzeughersteller setzt für solche Problemanwendungen auch auf innovative Fertigungsverfahren. Das additiv gefertigte Hydrodehnspannfutter High Torque Chuck (HTC), mit der von Schrumpffuttern bekannten Verjüngung von drei Grad, wird hierzu als Hybrid im Selective-Laser-Melting-Verfahren hergestellt. Auf den konventionell gefertigten Grundkörper schmilzt der Laser den Funktionsbereich des Hydrodehnspannfutters Schicht für Schicht aus einem Metallpulver auf. Der Spannbereich kann so sehr nah an der Futterspitze platziert werden, was in der konventionellen Fertigung nicht möglich gewesen wäre.
Dies sorgt für einen Rundlauf von 3 µm an der Aufnahmebohrung und 5 µm bei 2,5 x Durchmesser sowie hohe Formgenauigkeit bei guter Schwingungsdämpfung. Durch die Dämpfung im System werden Mikroausbrüche an der Schneide gemindert. Das verlängert die Standzeiten des Werkzeugs und schont die Maschinenspindel. Zudem ist durch die additive Fertigung keine Lötverbindung im Spannfutter mehr nötig. Diese stellte bisher einen limitierenden Faktor bezüglich der Stabilität dar.
Erhebliche Einsparungen möglich
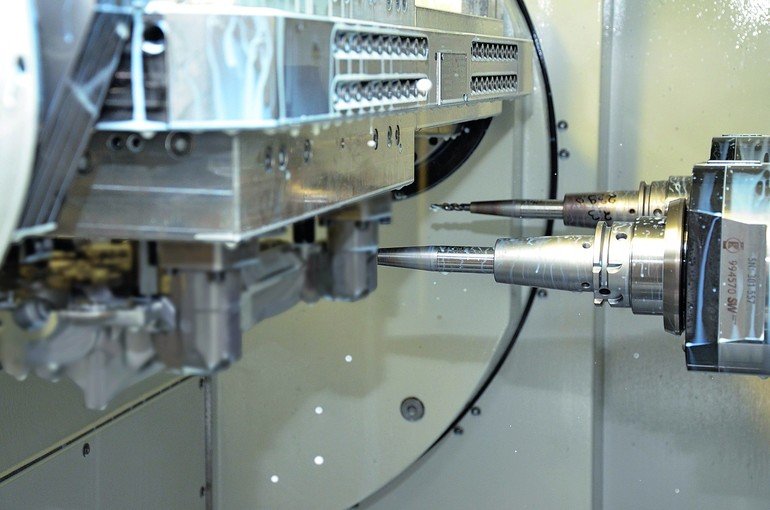
„Wir waren von Beginn an begeistert von der innovativen Lösung. Mit dem nun viel kürzeren Werkzeug sparen wir rund 1,5 Sekunden pro Werkzeugwechsel. Diese Einsparung war dringend nötig, um die geforderte Taktzeit des Endkunden zu erreichen“, sagt Neumeier. Schnell wurde auch deutlich, dass mit dem Wechsel noch weitere Vorteile entstanden: Das Werkzeug wird auf einem doppelspindligen Bearbeitungszentrum eingesetzt. Hierzu müssen beide Werkzeuge mit einer Toleranz von sechs Hundertstel Millimeter zueinander ausgerichtet werden. Bei der Schrumpflösung war dies für die Werkzeugeinstellung eine aufwändige Angelegenheit. „Dies ist bei den Hydrodehnspannfuttern viel einfacher“, weiß Streck, denn „das Werkzeug wird im Voreinstellgerät im gelösten Zustand vermessen und wird dann im gemessenen Zustand gespannt.“
Zweiter Hersteller ist ebenso begeistert
Begeistert von den Erfolgen mit dem additiv gefertigten Hydrodehnspannfutter schlug Streck das Werkzeug noch einem weiteren Zulieferer aus der Automotivbranche vor. Die ZBG Zerspanungstechnik Bruck GmbH fertigt seit über zwanzig Jahren Bauteile und Komponenten für die Automobil- und Motorradindustrie und ist ebenso wie die Automobilexperten aus Großmehring Teil der Schabmüller Firmengruppe.
„An einer Stelle mussten wir schon sehr unkonventionelle Wege gehen, bevor Stephan Schreck uns das schlanke Futter vorstellte“, sagt Johann Ullmann, zuständig für die Werkzeugplanung bei ZBG. Die Motorrad-Experten fertigen auf einem Doppelspindler Radnaben für Motorräder. In diesem Bauteil müssen Bohrungen mit den unterschiedlichsten Eintrittswinkeln eingebracht werden. „Wir mussten, um überhaupt jede Bohrung erreichen zu können, bei dem bislang eingesetzten Warmschrumpffutter den Umfang drehend reduzieren“, sagt Ullmann. Das blieb natürlich nicht ohne Folgen: „Die Reduzierung in diesem empfindlichen Teil hatte eine beschränkte Lebensdauer des Futters zur Folge“, sagt Streck. „Und natürlich ist so etwas auch nur sehr beschränkt möglich.“
Lösung begeistert den Anwender
Das schlanke Hydrodehnspannfutter von Mapal ermöglicht auch in diesem Fall ein viel kürzeres Werkzeug, das dem Bauteil viel leichter ausweichen kann. Mit der verkürzten Lösung werden zudem alle notwendigen Punkte im Bauteil erreicht. „Wir sind von der innovativen Lösung sehr begeistert und sind froh, dass wir jetzt die Standardfutter nicht mehr für unsere Zwecke manipulieren müssen“, sagt Ullmann.
Die Zerspanungsexperten bei der ZBG sind mit ihrem Werkzeugexperten Streck sehr zufrieden: „Wir werden immer wieder vor neue Herausforderungen gestellt. Dabei sind wir glücklich darüber, dass wir einen solchen Werkzeugfachmann hier vor Ort haben, mit dem wir diese diskutieren können, um schließlich gemeinsam eine Lösung zu finden“, sagt Ullmann abschließend. ■
Schabmüller Automobiltechnik GmbHwww.schabmueller.com
ZBG Zerspanungstechnik Bruck GmbHwwww.zbg.de
Mapal Präzisionswerkzeuge Dr. Kress KGwwww.mapal.com
Bayerische Erfolgsgeschichte im Maschinenbau

Eine der Erfolgsgeschichten, wie man sie im deutschen Maschinenbau immer wieder findet, hat der Ingolstädter Franz Schabmüller geschrieben. 1978 begann er seine Unternehmerlaufbahn mit der Übernahme eines insolventen Herstellers von Kompaktladern. Ins Automobilzulieferer-Geschäft stieg er 1988 mit der Übernahme der insolventen Ingolstädter Firma Dreyer ein, die unter anderem Seitenteile für den ersten Audi Quattro produzierte. Als Audi 1989 eine Baugruppenmontage auslagern wollte, griff Schabmüller erneut zu und gründete die Montes GmbH, die heute Logistik-, Montage- und Qualitätsdienstleistungen anbietet. 1994 gründete Schabmüller im oberpfälzischen Bruck – wieder aus einem Konkursbetrieb heraus – die ZBG Zerspanungstechnik Bruck GmbH. Sie beliefert Motorrad- und Automobilhersteller mit CNC-bearbeiteten, beschichteten und komplett montierten Baugruppen. Aktuell beschäftigt das Unternehmen rund 200 Mitarbeiter und erwirtschaftet einen Jahresumsatz um 45 Millionen Euro. Im Zuge eines Großauftrags von BMW wurde 2003 die ZBG Motorentechnik gegründet. In direkter Nachbarschaft zur ZBG fertigt sie hochautomatisiert und in Großserie Motorenteile für die Automobilindustrie. Heute umfasst die Franz Schabmüller Firmengruppe sieben Unternehmen: Neben der Stammfirma Schabmüller Automobiltechnik in Großmehring bei Ingolstadt und den beiden Zerpanungsbetrieben in Bruck sind dies die Montes GmbH in Ingolstadt sowie die Welco GmbH und die FS Technologies GmbH, beide in Bruck. Und nicht zuletzt gehört mit der Firma Juma in Walting-Gungolding auch ein Natursteinunternehmen zum Firmenverbund.
Teilen:




















{kind=link}