Die Firma SFB Schwäbische Formdrehteile GmbH & Co. KG bewältigt sämtliche Abstechoperationen mit dem SA-Stechsystem von Arno Werkzeuge. Eine bis zu 400 % höhere Standzeit lässt sich dadurch laut Hersteller erzielen. Ganz abgesehen von kürzeren Reaktionszeiten und der schnelleren Bereitstellung von Sonderwerkzeugen.
Das Familienunternehmen SFB in Babenhausen produziert seit über 70 Jahren komplexe Präzisionsteile für die Nutzfahrzeug- und Automobilbranche sowie Hydraulik-, Pneumatik-, Lebensmittelventile und mechanische Baugruppen. Rund 400 Mitarbeiter am Standort kümmern sich im Dreischichtbetrieb um die Herstellung von ca. 3500 unterschiedlichen Teilen im Durchmesserbereich von 4 bis 200 mm. Die Losgrößen für die Drehoperationen starten bei 50 Stück. Das erfordert eine große Flexibilität und beträchtliches Wissen der Facharbeiter, da ein bis zwei Mal pro Woche umgerüstet wird.
Vor kurzem wurde deswegen auch die Teamstruktur geändert, so dass die einzelnen Facharbeiter und Meister sich intensiv mit den Maschinenprogrammen und den eingesetzten Werkzeugen beschäftigen können. Probleme werden seitdem in kürzerer Zeit gelöst. Martin Güthler, Fertigungsleiter Zerspanung bei SFB, hatte sich 2014 die Optimierung der Abstechoperationen vorgenommen: „Wir wollten im Bereich der Zerspanung die Standzeiten erhöhen und die Qualität der Abstechflächen verbessern.“
Zu Beginn kam die Produktion eines Artikels aus dem Material 1.4112 auf den Prüfstand. Mit dem bisherigen Abstechsystem konnten bei dieser Anwendung bezüglich Standzeit und Qualität der Abstichfläche keine guten Ergebnisse erreicht werden. Vier Hersteller von Zerspanungswerkzeugen durften sich an den Tests beteiligen. Der Außendienstmitarbeiter von Arno Werkzeuge setzte auf Anhieb auf den richtigen Schneideinsatz: Die Beschichtung AP2240 ist speziell für die Bearbeitung von Werkzeugstahl ausgelegt. Vorschub und Schnittgeschwindigkeit sind gleich wie beim bisherigen System, aber die Ergebnisse sind damit besser. Der Werkzeughersteller bekam von Güthler die Freigabe, auch an anderen Maschinen zu testen. Insgesamt dauerte die Testphase fast fünf Monate. Sicherlich ein Risiko: Werden keine Verbesserungen zum bisherigen System erreicht, geht jede Menge Produktionszeit unergiebig verloren.
Stabilität trotz Innenkühlung
Während der Testphase ist eine wöchentliche Vorort-Betreuung durch den Außendienstmitarbeiter und den Anwendungstechniker üblich. So können auch Abwandlungen der einzelnen Werkzeuge und eine genaue Abstimmungen schnell umgesetzt werden. Güthler ist begeistert: „Der Werkzeughersteller überzeugte uns durch sehr gute Reaktionszeiten. Innerhalb von wenigen Tagen konnten so die Versuche weitergehen. Da konnten andere Anbieter nicht mithalten.“ Das umfangreiche SA-Stechsystem gewann auch bei anderen Tests. Neben Standzeiten punktet das System vor allem mit stabilen Leistungen und sehr guter Spänequalität, und das bei einem Preis-/Leistungsverhältnis, das sich sehen lassen kann.
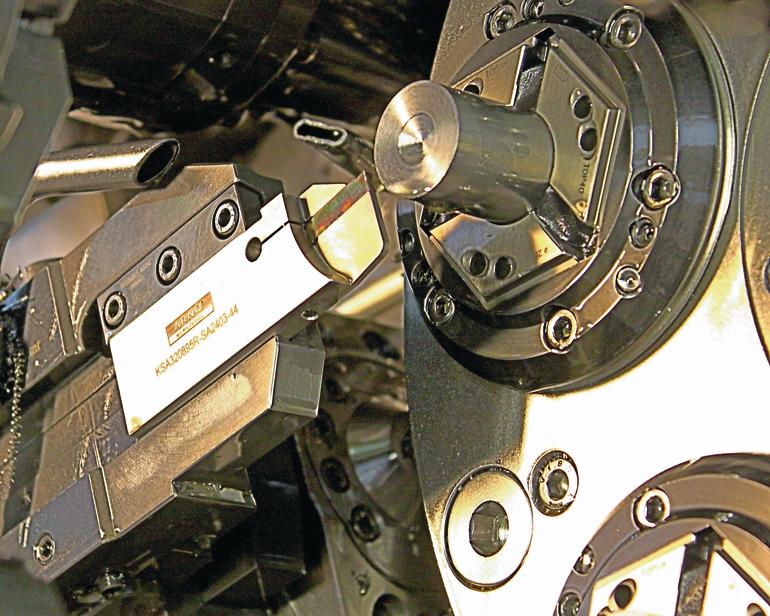
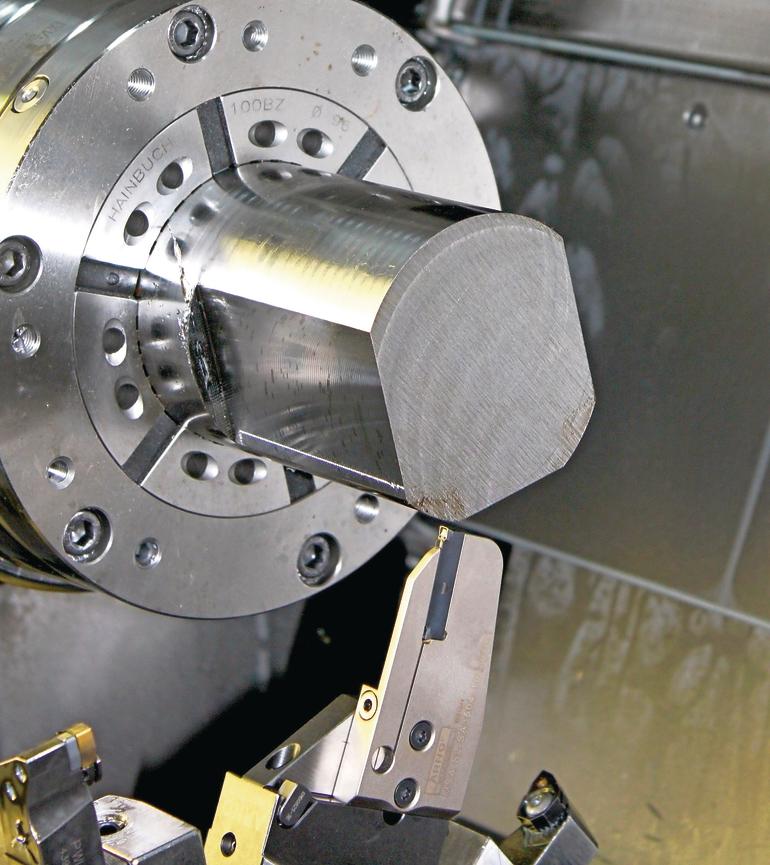
Fast alle eingesetzten Werkzeuge verfügen über eine Innenkühlung. Monoblockhalter mit unterschiedlichen Kühlmittelanschlüssen, KMH-Werkzeughalter, Module und Klingen stehen dem Anwender in großer Vielfalt zur Verfügung. Zudem nutzt SFB seit der Umstellung zweischneidige Schneideinsätze; ein weiterer Vorteil gegenüber den bisher eingesetzten einseitigen Schneideinsätzen. Dadurch lassen sich weitere Kosten einsparen. Zwar werden unterschiedliche Materialen (31CrMoV9, 100Cr6, 1.4112 etc.) eingesetzt, bei der Bearbeitung, können dennoch mit den Geometrien -M1 und -S1 alle Anwendungen abgedeckt werden. Zuerst war SFB skeptisch, ob die Produktionsprozesse durch die Innenkühlung an Stabilität verlieren würden. Doch das Gegenteil war der Fall.
Durchgängige Dokumentation
Ein weiteres Kriterium für die Umstellungsentscheidung war der sehr gute Service, den das gesamte Arno-Team bietet. So wurde stets darauf geachtet, dass alle immer den gleichen Informationsstand zum Projekt haben. Letztendlich fällte SFB beim Abstechen eine Grundsatzentscheidung. Die Komplettversorgung mit Abstechwerkzeugen sollte von einem einzelnen Lieferanten erfolgen. Nach den überzeugenden Testverläufen fiel die Entscheidung auf Arno Werkzeuge. Der Werkzeughersteller realisierte die komplette Umstellung innerhalb von acht Wochen. Güthler betont: „Ich bin mir sicher, die richtige Entscheidung getroffen zu haben. Der Service ist immer noch extrem gut und auch die Liefertreue wird absolut eingehalten.“
Karl-Heinz Arnold GmbH www.arno.de
Teilen:




















{kind=link}