



CNC-Dienstleister Rathmann sah Verbesserungspotenzial beim Planfräsen großer Pumpengehäuse aus Gusswerkstoffen. Bei Versuchen mit dem Planaufsteckfräser Komet hi.aeQ wurden gegenüber dem Vorgängerwerkzeug die Standzeiten verdoppelt und bessere Vorschubwerte erreicht. Seit einem Jahr bestätigt sich dieser Erfolg in der täglichen Praxis.
Die 1960 gegründete Werner Rathmann Maschinenbau GmbH in Ritterhude bei Bremen ist mit der Herstellung von Ruderanlagen für den maritimen Bereich vom Kleinbetrieb zum mittelständischen Unternehmen gewachsen. Und noch immer ist der Stahlbau für solche Produkte ein wichtiges Standbein. Betriebsleiter Thomas Medrow erklärt: „Wir sind heute in der Lage, große Ruderanlagen mit einem Gesamtgewicht von bis zu 68 Tonnen komplett zu fertigen, also inklusive Stahlbau, mechanischer Bearbeitung, Strahlen und Lackieren bis zur Endmontage und einbaufertiger Auslieferung.“ Ein breites Leistungsspektrum für ein Unternehmen mit derzeit 65 Mitarbeitern.
Wirtschaftlich größte Bedeutung kommt jedoch mittlerweile der mechanischen Fertigung zu. Rathmann ist als kompetenter CNC-Bearbeiter gefragt, speziell als Lohnfertiger für große und komplexe Bauteile. Zum Alltag für den vielseitig ausgestatteten Maschinenpark gehört zum Beispiel das präzise Zerspanen von Komponenten für großvolumige Hochdruckpumpen, die im Off- shorebereich und der chemischen Industrie zum Einsatz kommen, sowie von Ultrahochvakuumgehäusen für Analysegeräte.
80 Prozent Fräsen und 20 Prozent Drehen – so teilt sich bei der Werner Rathmann GmbH das Bearbeitungsspektrum auf. Für ein leistungsstarkes und bei Bedarf hochgenaues Drehen stehen unter anderem drei mehrachsige, automatisierte Multifunktionszentren bereit. Im Fräsbereich befinden sich vier Bearbeitungszentren mit Palettenwechselsystem, um Bauteile von fünf Seiten und bei Bedarf auch fünfachsig simultan zu bearbeiten.
Besondere Bedeutung kommt den Großmaschinen zu. Rathmann investierte erst vor kurzem in eine Drehmaschine mit zehn Metern Drehlänge und maximalem Drehdurchmesser von 1600 mm. Verstärkung erhält in diesem Jahr auch die Fräsabteilung: Ein Bohrwerk mit einem X-Verfahrweg von ebenfalls zehn Metern ist bereits ausgesucht. „Das erwartet man nicht, wenn man in den kleinen Ort Ritterhude kommt, oder?“, schmunzelt Thomas Medrow. „Auf unseren Großmaschinen können wir Bauteile bis zu 25 Tonnen Gewicht und Sondermaterialien wie antimagnetischen U-Boot-Stahl sowie weitere Materialien im Bereich der Supralegierungen bearbeiten.“
Auch die Peripherie überzeugt: Die Arbeitsvorbereitung erstellt sämtliche Bearbeitungsprogramme unter Verwendung von Volumenmodellen und überträgt sie online an die Maschinen. Gleichzeitig werden die ausgewählten Werkzeuge montiert sowie an einem modernen Einstell- und Messgerät µm-genau gemessen und auf Plausibilität geprüft. Diese Daten werden wiederum per Netzwerk an die Maschinen übertragen.
Partner für hochwertige Werkzeugtechnik
Werkzeugseitig setzt Rathmann seit vielen Jahren auf eine Partnerschaft mit der Komet Group, einem der führenden Komplettanbieter für Präzisionswerkzeuge. Thomas Medrow erinnert sich: „Als ich hier vor 25 Jahren anfing, gehörten Komet -Werkzeuge schon zur Standardausrüstung. Das Werkzeugspann- und Kupplungssystem ABS zum Beispiel war damals schon im Haus, und es trägt auch heute noch zur Wirtschaftlichkeit unserer Bearbeitungsprozesse bei.“
Ein Blick ins Werkzeugmagazin zeigt, dass die mechanische Fertigung viele verschiedene Werkzeuge der Komet Group nutzt – angefangen bei den erwähnten ABS-Aufnahmen, -Verlängerungen und -Reduzierungen über die Feinverstellköpfe Komet Microkom hi.flex, Microkom M04 digital und M03Speed, den Twinkom Doppelschneider, die Wendeplattenbohrer Kub Trigon und Kub Centron sowie Kub V464 Bohrkronen. „Auch Komet VHM-Bohrer und Fräser, Jel Gewindefräser und Dihart Reibahlen werden gerne verwendet“, bestätigt der Betriebsleiter.
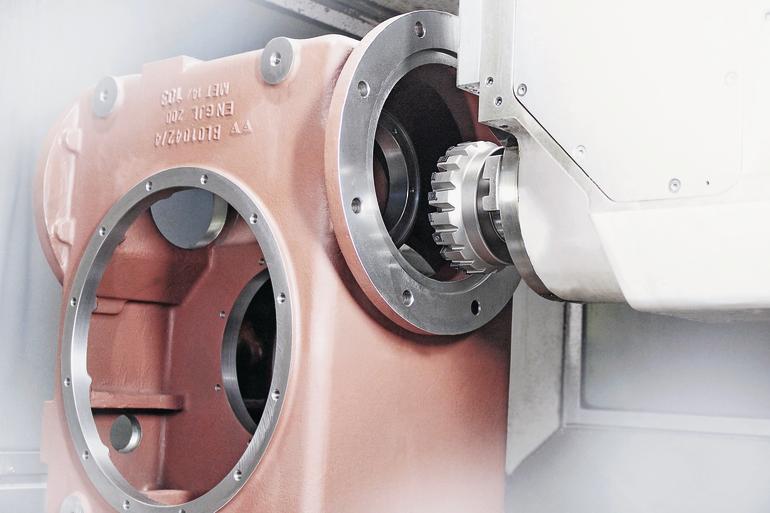
Das jüngste Werkzeug der Komet Group, das dort in Ritterhude eingesetzt wird, ist der Planaufsteckfräser Komet hi.aeQ. Zunächst auf einem Butler CNC-Bearbeitungszentrum erfolgreich getestet, ist er seit einem Jahr fast täglich auf einem Mazak-BAZ im Einsatz, um Pumpengehäuse prozesssicher zu bearbeiten. Die etwa 1000 x 1000 x 400 mm großen Grauguss-Teile müssen auf mindestens drei Seiten für den Anbau weiterer Komponenten plangefräst werden.
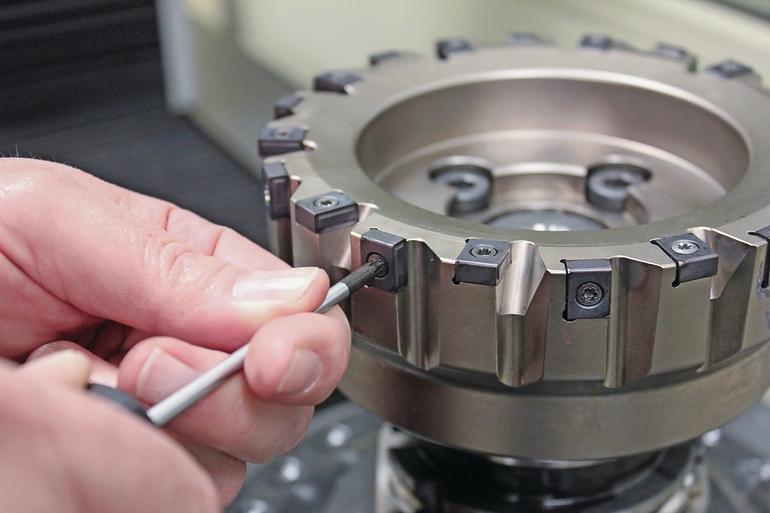
Heiko Fischer, zuständig für technische Beratung und Verkauf seitens der Komet Group im Raum Niedersachsen, hatte für diese Arbeit den Komet hi.aeQ-Planfräser mit Durchmesser 160 mm empfohlen. Der Grundkörper des Aufsteckfräsers ist mit insgesamt 20 tangential geschraubten Q80-Wendeschneidplatten bestückt, die abwechselnd stehend und liegend am Umfang des Werkzeugs angeordnet sind. Ziel war, eine höhere Wirtschaftlichkeit im Vergleich zum mit keramischen Platten bestückten Vorgängerwerkzeug zu erreichen, sprich längere Standzeiten beziehungsweise eine kürzere Bearbeitungszeit. „Entscheidend war dafür, dass ein vibrationsarmer Lauf gewährleistet ist“, erklärt Zerspanungsfachmann Fischer. „Da die Gehäuse gemessen an ihrer Größe relativ dünnwandig sind, also Wandstärken von etwa 25 Millimeter aufweisen, war das eine Herausforderung.“
Fräser überzeugt durch bessere Schnittdaten und geringeren WSP-Verbrauch
Um die idealen Schnittdaten zu ermitteln, leistete zusätzlich Komet-Anwendungstechniker Thomas Hess Unterstützung: „Wir fuhren verschiedene Versuche, nass und trocken, und erzielten bei der Trockenbearbeitung die besten Ergebnisse. Wir erreichen hier einen Standweg von 520m bei einer Schnittgeschwindigkeit von vc = 360m/min und einem Vorschub von 3,0 mm pro Umdrehung. Das entspricht einem Zahnvorschub von fz=0,15 mm/Zahn. Die Eingriffstiefe betrug ap=1,5 mm.“ Überzeugende Werte, zumal noch Luft nach oben ist, wie Medrow sagt: „Die Mazak-Maschine ist schon rund 20 Jahre alt. Darauf mussten wir bei den Schnittdaten Rücksicht nehmen.“
Wesentlichen Anteil am Erfolg haben die Hartmetall-Wendeschneidplatten, die acht nutzbare Schneiden bieten. Sie wurden ursprünglich für Aufbohroperationen konzipiert und eignen sich hervorragend zum Fräsen. Sie verfügen über eine spezielle Beschichtung und bieten hohe Stabilität und Schneidfreudigkeit. Dadurch reduzieren sie sogar beim Hochgeschwindigkeitsfräsen die Neigung zum Aufschwingen von Werkzeug und Bauteil.
Thomas Medrow ist vom Komet hi.aeQ-Planfräser begeistert: „Meine Kollegen an der Maschine bestätigen die Testergebnisse Tag für Tag. Bei gleichen Zerspanparametern bezüglich Vorschub und Drehzahl erreichen wir gegenüber dem vorherigen Keramikfräser eine doppelte Standzeit pro Schneide. Wir können aber auch einen deutlich höheren Effektivvorschub und dadurch kürzere Bearbeitungszeiten erreichen. Außerdem tragen die acht verwendbaren Schneidkanten pro Wendeschneidplatte zu einem weiteren wirtschaftlichen Vorteil bei der Bearbeitung bei. Und was besonders wichtig ist: Der Fräser läuft absolut prozesssicher.“
Denn die Gussbearbeitung birgt Tücken in sich wie Lunker und Einschlüsse. Die bewältigt der Komet hi.aeQ-Fräser jedoch ohne größere Probleme. Heiko Fischer erklärt: „Ich führe das in erster Linie auf das Tangentialplattenprinzip zurück. Sollte im Guss ein Problem auftauchen, bricht vielleicht vorne an der Schneide ein kleines Stück aus. Der Ausbruch reicht aber in der Regel nie in den Plattensitz. Bei hochpositiven Schneiden wird dagegen häufig die ganze Platte zerstört, wenn sie in einen Lunker fährt. Dann ist der Plattensitz und damit der Fräser reparaturbedürftig oder nicht mehr zu gebrauchen.“
Der Plattenwechsel wird bei Rathmann in der Werkzeugvoreinstellung vorgenommen. Die Resonanz der Maschinenbediener: „Beim Komet hi.aeQ-Planfräser ist das Wechseln einfacher als bei vergleichbaren Werkzeugen anderer Anbieter. Die Klemmschraube wird gelöst, die Platte gedreht und die Schraube wieder angezogen. Eine Höheneinstellung ist nicht notwendig, da die 20 Platten insgesamt einen maximalen Versatz von 2/100 bis 3/100 Millimeter aufweisen.“ Damit werden bei der Bearbeitung von Grauguss Oberflächengüten bis zu Ra=0,6 µm erzielt. „Selbst bei Sphäroguss EN-GJS-600-3 erreichen wir noch einen Ra-Wert von 0,8 bis 1 Mikrometer“, ergänzt Anwendungstechniker Hess.
Wenn noch höhere Oberflächenanforderungen zu erfüllen sind, kann Komet-Berater Heiko Fischer mit Sonderkonzepten dienen: „Diesen Fräser gibt es auch mit der Möglichkeit zur Plattensitzpräzisionseinstellung, womit der Anwender jede einzelne Wendeplatte hochgenau einstellen kann.“ Für den Komet hi.aeQ-Planfräser gibt es zudem mittlerweile Wendeplatten, die für die Stahlbearbeitung ausgelegt sind. Überhaupt wächst das Angebot an Fräswerkzeugen bei der Komet Group kontinuierlich, wie sich im neuen Fräserkatalog „Kompass Fräsen“ nachvollziehen lässt.
Werner Rathmann Maschinenbau GmbH www.rathmann-maschinenbau.de
Komet Group GmbH www.kometgroup.com
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}