



Die Profiroll Technologies GmbH ist ein führender Hersteller von Maschinen und Werkzeugen zur Profilierung rotationssymmetrischer Werkstücke. Die Fertigung setzt für Gewinde an Maschinenteilen verstärkt auf Gewindeformer. Der Effekt: keine Werkzeugausfälle mehr und eine deutliche Reduzierung der Bearbeitungsdauer.
Tiefe Bohrungen und eine schwankende Werkstoffqualität machen Gewindebohrern oft das Leben schwer: Die Späne verklemmen leicht, die Schnittkräfte fahren Achterbahn – es besteht akute Bruchgefahr. Tritt der Gau ein, ist die Entfernung der Werkzeugstahlfragmente häufig nur durch Funkenerosion möglich. Das ist aufwändig und kostspielig und zudem ohne Gewähr auf vollständigen Erfolg, denn nicht selten verbleiben harte Partikel im Material. Folglich ist Prozesssicherheit beim Gewindeschneiden das A und O. Um diese nicht aufs Spiel zu setzen, bleibt dem Zerspaner nur übrig, mit den Schnittwerten auf die sichere Seite zu gehen, am besten sehr weit auf die sichere Seite. Eine Gratwanderung zwischen Produktivität und Ausschuss. Zwangsläufig bleibt Potenzial auf der Strecke.
Das war auch die Situation bei Profiroll in Bad Düben. Für seine Profilwalzmaschinen für rotationssymmetrische Werkstücke bearbeitet das Unternehmen unter anderem bis zu drei Meter lange Grundplatten für Linearführungen aus ST37, einem bekannten Werkstoff mit Qualitätsstreuungen. Die Platten sind 16 bis 20 mm dick und benötigen bis zu 90 Durchgangsgewinde M5 oder M6. Bislang verwendete die Fertigung in Bad Düben Gewindebohrer – aus den genannten Gründen im Schongang. „Wir dachten bereits vor Jahren einmal daran, Gewindeformer für diese Anwendung einzusetzen, doch fehlte uns die geeignete Maschine“, erklärt Peter Zintl, Geschäftsbereichsleiter Fertigung bei Profiroll.
Ältere Maschinen schaffen es in der Regel nicht, bei kurzen Arbeitswegen die Spindel in wenigen Sekundenbruchteilen von Null auf Nenndrehzahl zu beschleunigen, eine Voraussetzung, um Hochleistungswerkzeuge wie Gewindeformer wirtschaftlich einzusetzen. Es geht wertvolle Zeit verloren, bis die Spindel auf Touren ist. Dennoch untertourig fahren? Machbar, aber fragwürdig: „Bei zu niedriger Schnittgeschwindigkeit fließt der Werkstoff nicht optimal, die Werkzeuge verschleißen schneller“, meint Thomas Neugebauer, technische Beratung und Verkauf bei der Walter Deutschland GmbH.
Ein Prozess zum Vergessen
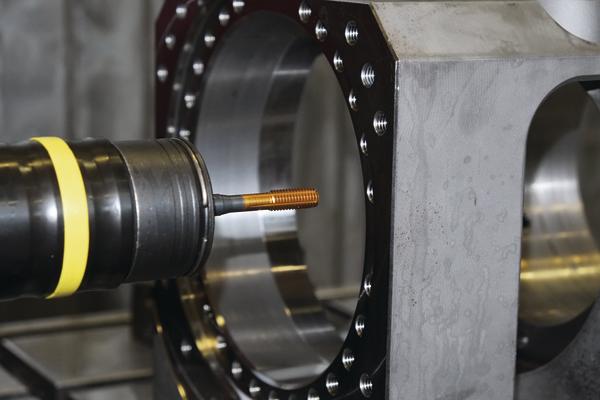
Als Anfang 2013 eine neue, dynamische Maschine angeschafft wurde, ein Universalbearbeitungszentrum Uni-Speed 7 von SHW, war die Situation mit einem Mal eine andere: einer Verwendung von High-Performance-Gewindewerkzeugen stand nun nichts mehr im Wege. Um sowohl mit maximaler Prozesssicherheit wie auch bester Produktivität arbeiten zu können, empfahl der langjährige Werkzeugpartner Walter Gewindeformer des Typs Prototyp Protodyn S Eco Plus mit Innenkühlung und radialen Austrittsöffnungen. Veredelt mit einer verschleißfesten TiN-Beschichtung und nachträglicher Dampfbehandlung, ermöglichen diese Werkzeuge rund die dreifache Schnittgeschwindigkeit gegenüber den bisher eingesetzten Gewindebohrern. Oder anders gesagt: die Bearbeitungsdauer reduziert sich um 70 Prozent.
Der Maschinenbediener braucht sich nicht mehr um die Qualitätsstreuungen des ST37-Materials zu kümmern, er kann den Prozess quasi „vergessen“. Und das längerfristig, denn die Gewindeformer des Tübinger Werkzeugherstellers lassen selbst nach mehreren Monaten so gut wie keinen Verschleiß erkennen.
Gewinde in einem Zug
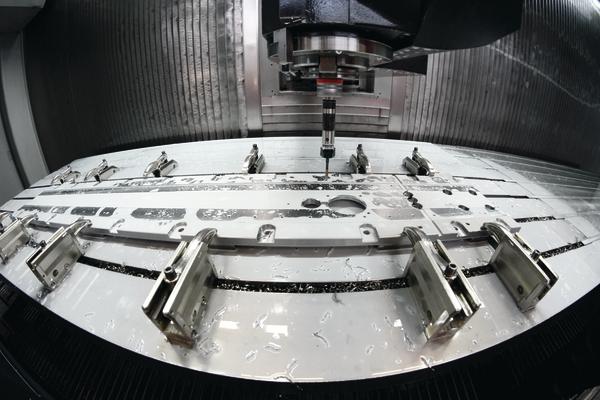
Noch größere Einspareffekte zeigten sich bei M8-Gewinden in Lagergehäusen aus vergüteten C45 oder 42CrMo5. Für die Bearbeitung dieser Teile steht ein Matec 40-HV-Bearbeitungszentrum zur Verfügung. Das Gros der Gewinde, etwa 50 Stück, sind Grundlochgewinde bis 5xD, eine noch machbare Tiefe für die Standard-Gewindeformer Walter Prototyp Protodyn S Eco Plus. „Mit den Gewindebohrern sind wir früher reversierend vorgegangen. Das heißt, wir sind mit dem Werkzeug mehrmals zurückgefahren, um die Späne zu entfernen, haben also die Gewinde in Stufen geschnitten. Die Standzeiten gingen dabei nach unten, denn beim Zurückfahren schleifen die Gewindebohrer an der Wandung und verschleißen schnell“, erklärt Arno Deutrich, Mitarbeiter der Arbeitsvorbereitung bei Profiroll. Dagegen stellen die Gewindeformer die Gewinde in einem Zug her, ohne zu lüften. Ein gewaltiges Produktivitäts-Plus. „Unterm Strich reduziert sich die Bearbeitungszeit um 20 Minuten pro Bauteil“, so der AV-Verantwortliche weiter.
Einen nicht unerheblichen Anteil an den Produktivitätsverbesserungen haben auch die neuen Bohrer für die Kernlöcher, die die Werkzeugexperten in der exakt abgestimmten Größe lieferten: Xtreme-VHM-Hochleistungsbohrer aus dem Titex-Programm. Dem Anwender entsteht wieder ein zweifacher Vorteil: Die Werkzeuge bieten höhere Vorschübe und machen einmal mehr das reversierende Bohren, die frühere Standard-Vorgehensweise auch bei Kernlöchern, überflüssig. Tiefe Bohrungen in einem Zug sind eine der Stärken der Bohrer, die mit Innenkühlung, optimierter Beschichtung und Geometrie zu den Benchmark-Werkzeugen des Marktes zählen.
„Der Umstieg auf die neue Gewindetechnologie ist ein Meilenstein für unsere Fertigung“, resümiert Deutrich. Es gäbe bereits weitere Anwendungsfälle. Wo immer viele oder tiefe Gewinde herzustellen sind, stehen bei dem Maschinen- und Werkzeughersteller Gewindeformer als Option auf der Werkzeugliste.
Profiroll Technologies GmbH www.profiroll.de
Walter AG www.walter-tools.com AMB Halle 1 Stand G32
Gewindeformer – eine Alternative

Timo Mager, Senior Produktmanager Gewinden bei der Walter AG Tübingen, sprach mit der mav über den Einsatz von Gewindeformern.
mav: Was sind die Stärken von Gewindeformern?
Mager: Gewindeformer sind sehr prozesssichere Werkzeuge, denn es entstehen keine Späne, die sich einklemmen könnten. Die Standzeiten sind daher sehr hoch. Keine Späne bedeutet auch, es sind sehr tiefe Gewinde möglich. Aufgrund der fehlenden Spannuten sind die Werkzeuge zudem äußerst stabil. Oft sind deutlich höhere Schnittgeschwindigkeiten als beim Gewindeschneiden möglich, der Anwender spart in diesen Fällen viel Zeit.
mav: Was sind die Voraussetzungen für das Gewindeformen hinsichtlich Maschine, Werkstoff und Kernlochbohrung?
Mager: Generell eignen sich Gewindeformer für jede Maschine. Ältere Maschinen schaffen aber häufig nicht die maximal möglichen Schnittgeschwindigkeiten, so dass sich die Performance der Werkzeuge nicht ausschöpfen lässt. Bei modernen Maschinen ist das aber nicht der Fall.
Formbare Werkstoffe sind Stahl < 1300 N/mm2, nichtrostender Stahl < 1100 N/mm2 und NE-Metalle. Bei Legierungen mit Si-Gehalt sollte dieser < 12 Prozent betragen. Die Kernlöcher sind beim Gewindeformen generell größer als beim Gewindeschneiden zu bohren. Die Anforderungen an die Genauigkeit sind höher, da der Kerndurchmesser beim Formen selbst entsteht. In der Regel beträgt die Bohrungstoleranz +/- 0,02 Millimeter. Bei schwer verformbaren Werkstoffen ist der Bohrungsdurchmesser unter Umständen zu vergrößern, um maximale Standmengen zu erzielen. Da beim Gewindeformen viele Faktoren zusammenspielen, sind Pauschalaussagen über Schnittwerte und Bohrungsdurchmesser etwas schwierig. Wir haben daher detaillierte Empfehlungen in unserer Werkzeugsoftware Walter GPS hinterlegt. Diese berücksichtigt unterschiedliche Bearbeitungsbedingungen und unterstützt den Anwender bei allen Technologiefragen.
mav: Es gibt Werkzeuge für Außen- und Innenkühlung. Was bringt die Innenkühlung? Der Effekt der Spülung entfällt ja, wenn keine Späne entstehen.
Mager: Beim Gewindeformen ist eine optimale Schmierung extrem wichtig. Die innere Kühlmittelzufuhr verbessert bei Grundlöchern die Schmierung, da das Kühlmittel zentral in die Bohrung gelangt und an den Gewindeflanken unter Druck herausgepresst wird. Außerdem wird das Grundloch von Spänen, die nach dem Bohren zurückbleiben können, gereinigt. Wir haben aber auch Werkzeugausführungen mit radialem Kühlmittelaustritt im Programm. Diese Varianten sorgen sowohl bei Grundloch- wie auch bei Durchgangsgewinden für eine perfekte Schmierung.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}