


Die Starrag AG ist seit langem einer der Spezialisten für die Zerspanung von Turbinenelementen wie Triebwerkschaufeln und Blisks. Die Schweizer bieten dabei neben den Bearbeitungszentren auch komplette Fertigungslösungen inklusive Software, Spannvorrichtungen, Werkzeugaufnahmen und peripheren Geräten an. Bei der Werkzeugspanntechnik setzen die Luftfahrtexperten auf Schrumpffutter und -geräte aus dem Hause Haimer.
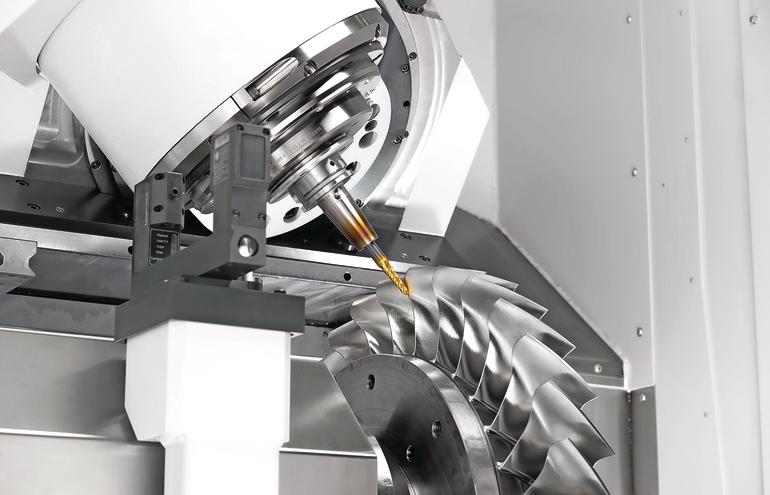
Am Hauptsitz der Starrag Group in Rorschacherberg ist auch die Marke Starrag beheimatet. Sie ist dem Zielmarkt Aerospace & Energy-Industrie zugeordnet und bietet fünfachsige Bearbeitungszentren mit hohen Abtragsleistungen zur Fertigung von Turbinenschaufeln, Impellern, Blisks und komplexen Strukturteilen in hoher Präzision. Starrag sieht sich als Technologiepartner und ist in der Lage, komplette Prozesse auszulegen. „Wenn ein Kunde mit einem Bauteil kommt, von dem er 10 000 Stück benötigt, planen wir die komplette Anlage und liefern ihm die Maschine inklusive Software, Spannvorrichtungen, Werkzeugaufnahmen sowie peripheren Geräten und Fremdmaschinen“, sagt Patrik Rutishauser, Leiter Application Engineering.
Ein solches Zusatzangebot ist nur möglich durch die jahrzehntelange Erfahrung in der Entwicklung von Werkzeugmaschinen, CAM-Systemen und Spezialwerkzeugen – und durch Anwendungs-Knowhow, das Starrag zum Beispiel in der Prototypen- und Kleinserienfertigung von Turbinenschaufeln sammelt. Ein Bereich, den Rutishauser verantwortet. Wichtige Erfahrungen sammeln seine Mitarbeiter im Center of Production Excellence (CPE), dem Anwendungszentrum, wo sie anspruchsvolle Bearbeitungsprozesse testen und optimieren. Die rund 2000 m2 große Halle ist mit den aktuellen vier- und fünfachsigen Starrag-Bearbeitungszentren ausgestattet. Auf ihnen führt das Applikationsteam verschiedenste Bearbeitungen durch, von der Schwerzerspanung hochfester Titanlegierungen bis zur Hochgeschwindigkeitsbearbeitung von Leichtmetallen.
Rutishauser betont: „Wir bearbeiten Rotationsteile, komplexe kubische Werkstücke sowie freigeformte Strömungsflächen – unter Produktionsbedingungen. Denn wir fertigen hier auch Null- und Kleinserien für unsere Kunden. Das bedeutet, zeichnungs- und qualitätskonformes Produzieren zu marktfähigen Kosten.“
Wichtiges Detail: die Werkzeugspannung
Dass dem Thema Werkzeugspannung bei der Präzisionszerspanung große Bedeutung zukommt, ist dabei schon lange bekannt. Schließlich setzte man in Rorschacherberg bereits vor 20 Jahren schnelldrehende Spindeln mit 30 000 min-1 ein. Damals wurden die Werkzeuge mit Spannzangen-, Weldon- und Whistle Notch-Futtern gespannt, was jedoch aufgrund mangelnder Rundlaufgenauigkeit zu Problemen führte. Denn schon kleine Abweichungen tragen bei hohen Drehzahlen zu fehlerhaften Fräsergebnissen, minderen Oberflächengüten sowie zu verstärktem Werkzeug- und Spindelverschleiß bei. Auch die Geometrie dieser Aufnahmen weist zu große Störkonturen auf.
Die Schweizer Experten zogen Konsequenzen und stiegen auf Schrumpffutter um, die dank ihres rotationssymmetrischen Spannkörpers weniger Störkonturen und eine hohe Rundlaufgenauigkeit bieten. Bei den ersten Versuchen mit der neuen Spanntechnik hatte man noch mit Schwächen zu kämpfen: Die Futter wurden zur damaligen Zeit mit Heißluft erwärmt, was einen hohen Zeitaufwand bedeutet und das Material stark beanspruchte.
Auf der Suche nach Verbesserungen stießen die Anwendungsspezialisten vor rund 15 Jahren auf die Haimer GmbH. „Haimer hat das Werkzeugschrumpfen professionalisiert“, hebt Rutishauser hervor. „Das Unternehmen bot schon damals eine große Auswahl an Werkzeugaufnahmen sowie ein Schrumpfgerät mit Induktionsspule und Kühlkörpern an, das für jedermann einfach zu bedienen war. Wir evaluieren immer wieder verschiedene Systeme und Anbieter, aber die Haimer Produkte sind einfach in punkto Präzision und Qualität unschlagbar. An der Schrumpftechnik schätzen wir ganz allgemein die Möglichkeit, die Werkzeuge mit kurzen Auskraglängen zu spannen und natürlich die schlanken Konturen im Vergleich zu allen anderen Spannsystemen.“
Auch bei Schrumpffuttern kommt es aufs Detail an
Haimer fertigt am Standort Igenhausen alle Schrumpffutter, auch die Standardausführungen, aus hochwarmfestem Spezialstahl. Zusätzlich werden diese alle feingewuchtet (auf G2.5 bei 25 000 U/min bzw. <1 g/mm Rest- unwucht). Die funktionalen Oberflächen sind sehr genau verarbeitet und die Kegeltoleranzen weit präziser erzeugt, als von den einschlägigen Normen gefordert.
Für besondere Bearbeitungsansprüche bietet Haimer besondere Schrumpffutter. Die Power Shrink Chucks zum Beispiel eignen sich speziell für Hochgeschwindigkeits- oder Hochpräzisions-Fräsanwendungen. Das Design kombiniert eine geringe Neigung zu Vibrationen mit einer hohen Steifigkeit und schlankem Design an der Spitze. Diese besondere Konstruktion ermöglicht es dem Bearbeiter, die Schnitttiefe und die Vorschübe zu erhöhen und so ein größeres Zeitspanvolumen bei dennoch guten Oberflächen zu erreichen. Für Schwerzerspanung mit großen Werkzeugen sind die Heavy Duty Shrink Chucks konzipiert, die sich durch eine verstärkte Wandstärke im Spannbereich, einer sehr steifen Außenkontur und patentierten Dehnungsnuten in der Spannbohrung auszeichnen. So kommen hohe Spannkräfte zustande, die sich durchaus mit denen von Kraftspannfuttern vergleichen lassen. Das Portfolio an Schrumpffuttern wird durch die kleinen Mini Shrink Chucks abgerundet. Das sind einteilige Schrumpffutter mit einem sehr schlanken Design und einer 3-Grad-Außenkontur – konstruiert für den Formenbau.
Schwierige Materialien, exakte Oberflächen
Rutishauser kommt diese Vielfalt entgegen: „Bei der Schaufelfertigung aus Strangpressprofilen gibt es in der Regel zwei unterschiedliche Prozesse. Im ersten Schritt muss zunächst grob zerspant werden. Beim Schruppen ist es wichtig, dass das Futter eine dämpfende Komponente besitzt, um eine hohe Schnitttiefe und Vorschübe fahren und viel Material in einem Arbeitsgang abnehmen zu können. Beim anschließenden zweiten Schritt, dem Schlichten, treten dagegen keine großen Prozesskräfte auf. Hier kommt es auf hohe Rundlaufgenauigkeiten und Wuchtgüten an. Die Power Shrink Chucks sind für beide Bearbeitungen optimal geeignet. Und wenn die Zerspanung noch grober wird, greifen wir auf die Heavy Duty Chucks zurück.“
Was die Qualität der Schrumpffutter anbelangt, ist für Starrag das Beste gerade gut genug. Denn Titan und andere schwer zerspanbare Werkstoffe fordern der Schnittstelle zwischen Spindel und Werkzeug beim Schruppen und Schlichten Höchstleistungen ab. „Entscheidend ist letzten Endes die Bauteilqualität“, macht Rutishauser deutlich. „Die muss bereits ab Stückzahl 1 passen, denn schon der Titanrohling kostet ein Vermögen. Und wir sind überzeugt, dass die Qualität der Werkzeugaufnahmen 1 zu 1 in die Bauteilqualität eingeht.“ Das gilt besonders für die erzeugte Oberflächengüte, die einen wichtigen Faktor darstellt. Denn die Turbinenschaufeln benötigen eine sehr feine Struktur, um möglichst energieeffizient zu sein. Sie kann heutzutage durchs Fräsen ohne nachträglichen Schleifprozess erreicht werden. Momentan ist Starrag in der Lage, Oberflächengüten von Ra=0,8 µm prozesssicher zu erzeugen – 0,4 µm sind bereits in Reichweite.
Schnelle, unkomplizierte Werkzeugspannung
Zum Schrumpfen der Werkzeuge steht im Starrag-CPE ein Haimer Power Clamp Profi Plus NG, mit dem man alle HSS- und Hartmetall-Werkzeuge mit Schafttoleranz h6 von Durchmesser 3 bis 50 mm schnell ein- und ausschrumpfen kann. Es ist mit Doppelspulentechnologie ausgestattet. Das heißt, die Spule passt sich der Länge und dem Durchmesser des Schrumpffutters an. Nur der Schrumpfbereich wird erhitzt, was die Erwärmungs- und Kühlzeit via Kontaktkühlung deutlich absenkt. Daneben steht die High-End-Lösung: ein Power Clamp Premium-Gerät, das eine große Arbeitsfläche, einfache Bedienung und linear geführte Kühlkörper mit Temperaturüberwachung bietet. Bei Starrag ist zusätzlich eine Einrichtung zur Längenvoreinstellung – auf 0,02 mm genau – integriert, da Werkzeuge stets auf eine definierte Auskrag- länge geschrumpft werden müssen. „Die Haimer Schrumpffutter und -geräte sind bei uns gewissermaßen als Standard gesetzt“, erklärt Rutishauser, „denn sie bieten beste Voraussetzungen für prozesssicheres Zerspanen, wie es von uns gefordert wird. Wir setzen natürlich diese Produkte nicht nur bei uns im CPE ein, sondern verkaufen sie auch mit unseren Anlagen quasi ab Katalog. Bei Haimer sind wir uns auch bei der Qualität sicher. Ich kann mich nicht erinnern, dass eine Aufnahme jemals eine Kundenreklamation ausgelöst hätte.“
Haimer GmbH www.haimer.com
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}