



Titan war bisher aufgrund seines Preises ein Nischenwerkstoff. Seine guten Eigenschaften eröffnen ihm jedoch nach und nach immer weitere Einsatzgebiete. Mit zunehmender Erzeugung könnte auch der Preis sinken. Der Beitrag beschreibt in knapper Form ausgewählte Inhalte eines Kurses, den Alfred W. Sommer und Wojtek Zolnowski von der Firma Del West Europe im Auftrag der Schweizerischen Stiftung für mikrotechnische Forschung (FSRM) in Neuchâtel (Schweiz) abgehalten haben.
Titan befindet sich quasi im Übergangsbereich zwischen den „klassischen“ Antipoden der meistverwendeten Ingenieurwerkstoffe, den herkömmlichen Eisenwerkstoffen und Stählen und den sogenannten Leichtmetallen Aluminium und Magnesium. Mit einer spezifischen Dichte von 4,5 g/cm3 liegt Titan zwar deutlich unterhalb der rund 7,8 g/cm3 der meisten Eisenwerkstoffe, aber immer noch deutlich oberhalb der 2,8 g/cm3 des Aluminiums oder der 1,74 g/cm3 des Magnesiums.
Trotz seines Gewichtsnachteils ist Titan ein beliebter Leichtbauwerkstoff, denn dank ihrer hohen Festigkeit kann man mit Titanlegierungen das höchste Verhältnis von Streckgrenze/Dichte aller Metallwerkstoffe erreichen. Anders ausgedrückt: Eine Titankonstruktion, die eine gegebene Belastung aushält, wiegt nur 57 % dessen, was eine Stahlkonstruktion gleicher Belastbarkeit wiegen würde, und auch im Vergleich zum Aluminium läge die Gewichtseinsparung immerhin noch bei 20 %.
Darüber hinaus zeichnet sich Titan durch eine ganze Reihe weiterer positiver Eigenschaften aus, die es für den Ingenieur attraktiv machen. Es ist zäh, korrosionsbeständig, unmagnetisch und biokompatibel bei Verwendung z. B. als Implantat in der Medizin. Einer breiteren Anwendung steht vor allem sein hoher Preis entgegen. Laut Wikipedia ist reines Titan aktuell 35-mal teurer als verbreitete Stahllegierungen bzw. ca. 200-mal teurer als Rohstahl .
Be- und Verarbeitung von Titan: Schneiden/Trennen
Titanlegierungen lassen sich mit den üblichen spanabhebenden und umformenden Verfahren sowie durch Schweißen vergleichsweise problemlos verarbeiten. Zu beachten ist hierbei allerdings die bei hohen Temperaturen sehr starke Reaktivität des Titans mit Luftsauerstoff sowie mit manchen Chemikalien. So kann man Titan beispielsweise nur unter Schutzgas oder Vakuum und unter Beachtung von Sicherheitsregeln aufschmelzen und gießen. Auch der Umgang mit Spänen erfordert die konsequente Beachtung geeigneter Sicherheitsmassnahmen.
Für das Trennen können sowohl übliche Verfahren wie das Sägen mit Band- oder Bügelsäge als auch das Trennschleifen eingesetzt werden. Auch das Drahterodieren ist einsetzbar, allerdings kann es hierbei zu Aufschmelzungen an der Oberfläche sowie zur Aufnahme von Wasserstoff kommen, der dann ins Material diffundieren und die Legierungseigenschaften verändern kann (H ist ein Legierungsbestandteil). Ebenfalls einsetzbar ist das Laserschneiden (unter Argon-Schutzgas), wobei eine etwa 0,5 mm dicke thermisch beeinflusste Randzone entsteht. Vor allem für dünne Bleche gibt es alternativ hierzu von Synova eine Kombination aus Laser- und Wasserstrahlschneiden, bei der das Material weder mechanisch noch thermisch geschädigt wird. Ebenso materialschonend ist auch der Einsatz des Wasserstrahlschneidens, bei dem ebenfalls keine „Zunderbärte“ entstehen.
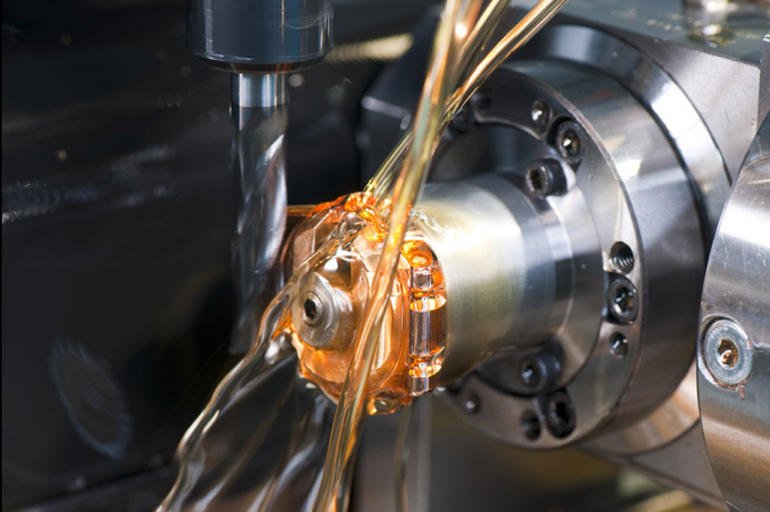
Be- und Verarbeitung von Titan: Drehen/Fräsen
Titanwerkstoffe gelten aus einer Reihe von Gründen als schwer zerspanbar. Wichtiger Aspekt ist die hohe Reaktivität des Titans, das mit den meisten Schneidwerkstoffen chemisch reagiert. Dadurch kommt es zum „Kleben“ der Späne und in der Folge zu vorzeitigem Verschleiß. Hinzu kommt, dass die geringe thermische Leitfähigkeit des Titans einen erheblichen Wärmestau an der Kontaktfläche zwischen Werkzeug und Bauteil bewirkt. Die dadurch erhöhten Temperaturen im Bereich der Werkzeugschneiden sind eine weitere Ursache für hohen Verschleiß. Bei der Bearbeitung von beispielsweise Ti-6–4 werden 80 % der erzeugten Wärmeenergie über das Werkzeug abgeführt. Im Gegensatz dazu wird bei der Bearbeitung von Aluminium nahezu die gesamte erzeugte Wärmeenergie mit den Spänen abtransportiert.
Einen weiteren Beitrag zum erhöhten Werkzeugverschleiß liefert zudem die hohe Festigkeit bzw. Härte des Werkstoffs bei erhöhten Temperaturen, die zu entsprechend starken Belastungen der Werkzeugschneide beiträgt, wohingegen das Aluminium unter solchen Bedingungen „weich“ wird.
Weiterer bei der Bearbeitung zu beachtender Aspekt ist der niedrige E-Modul des Titans, der lediglich etwa halb so hoch liegt wie der des Stahls. Dies führt zum „Ausweichen“ des Materials durch die Schnittkräfte insbesondere bei der Bearbeitung dünnwandiger Partien. Die anschließende Rückfederung führt zu Abweichungen von den Sollmaßen.
Abschließend sei noch auf die Unterschiedlichkeit der Wirkmechanismen beim Drehen bzw. Fräsen hingewiesen. Beim Drehen handelt es sich in der Regel um eine Bearbeitung mit ununterbrochenem Schnitt. Sobald das Werkzeug eingedrungen ist und mit dem Abheben des Spans begonnen hat, wird die anfängliche Lastspitze abgebaut, so dass lediglich noch die Fragen der Drehgeschwindigkeit und der Wärmeentwicklung zu beachten sind. Aus diesem Grund empfiehlt es sich, beim Drehen mit geringer Drehzahl, dafür aber mit hohem Vorschub zu arbeiten. Im Gegensatz dazu erfolgt das Fräsen grundsätzlich im unterbrochenen Schnitt mit entsprechend hoher dynamischer Belastung des Zahns.
Tipps für die spanabhebende Bearbeitung
Generell haben sich beim Drehen/ Fräsen folgende Massnahmen bewährt. Wichtig sind niedrige Schnittgeschwindigkeiten (< 100 m/min), da dies die Wärmeentwicklung im Bereich der Werkzeugschneiden begrenzt und ihre Standzeit erhöht. Anderenfalls kann es zu einem exponentiellen Abfall der Standzeit kommen. Aus dem gleichen Grund empfiehlt es sich, mit hohem Vorschub und hohen Spandicken zu arbeiten. So vermeidet man auch den Einsatz der Schneiden auf Flächen, die durch die vorherige Bearbeitung eine Aufhärtung erfahren haben. Auch empfiehlt sich der reichliche Einsatz von Kühlschmierstoff, wobei sowohl Öle als auch Emulsionen eingesetzt werden können. Vorteile sind eine bessere Wärmeabfuhr, geringere Schnittkräfte und eine bessere Späneabfuhr.
Empfehlenswert ist auch der Einsatz gut geschärfter Schneiden. Dies ist umso wichtiger, da die Schneiden einer starken Abnutzung sowie der Bildung von Aufbauscheiden unterliegen. Die Folge sind eine schlechte Oberflächenqualität sowie Maßabweichungen der bearbeiteten Teile. Auch sollte man grundsätzlich den Vorschub aufrechterhalten, solange das Werkzeug im Eingriff ist. Anderenfalls kommt es schnell zu Aufhärtungen, Schmieren, Verklemmen oder Problemen mit der Aufspannung.
Wichtig ist auch die Verwendung steifer Spannvorrichtungen, um hohe Spantiefen bei zugleich minimierter Auslenkung des Werkstücks zu ermöglichen. Bezüglich der Werkzeugwahl empfiehlt sich ein eher positiver Spanwinkel mit scharfer Schneidkante. Beim Werkzeug empfiehlt sich gesintertes Hartmetall, da dieses den speziellen thermischen und chemischen Beanspruchungen bei der Titanbearbeitung am besten standhält. Zudem ist eine Beschichtung mit z.B. TiAlCrN, TiAlN, CrN oder Diamond-like Carbon ratsam.
Darüber hinaus lässt sich Titan problemlos auch mit den meisten anderen in der Industrie üblichen Verfahren bearbeiten bzw. in Form bringen. Anwendbar sind beispielsweise alle Schleifverfahren und -werkstoffe, das Schmieden, Extrudieren, Walzen und Ringwalzen oder auch die üblichen Blechumformverfahren. Vorteil von Titan bei der Blechumformung ist seine Superplastizität im Temperaturbereich von etwa 900 °C, wodurch Dehnwerte von bis zu 200 % erreicht werden können.
Be- und Verarbeitung von Titan: Schweißen
Titan kann mit so gut wie allen „klassischen“ Verfahren wie MIG, TIG, Elektronenstrahl, Laser, Punkt-, Reib- oder Diffusionsschweißen etc. geschweißt werden. Allerdings sind aufgrund seiner Reaktivität hierbei bestimmte Vorsichtsmaßnahmen zu beachten. So muss der Kontakt von aufgeschmolzenem Metall mit Luftsauerstoff unbedingt vermieden werden. Dies kann entweder durch Verwendung von Schutzgas oder durch Arbeiten unter Vakuum erreicht werden. Für kleine Werkstücke empfiehlt sich die Verwendung einer Handschuhbox. Schweißgut und Werkstück sollten die gleiche Zusammensetzung aufweisen. Wichtig sind auch eine sorgfältige Reinigung und Entfettung der Oberflächen.
Eine gut ausgeführte Schweißnaht erkennt man an ihrem Silberglanz. Bei hellblauer oder strohgelber Farbe genügt meist noch eine Bürstbehandlung mittels einer neuen Nirosta-Drahtbürste. Erscheint die Schweißnaht dagegen tiefblau, graublau, grau oder stumpfweiß, so ist sie kontaminiert. Solche Schweißnähte müssen komplett entfernt und neu ausgeführt werden. Häufigste Fehlerursache sind falsche Einstellparameter beim Schutzgas.
Be- und Verarbeitung von Titan: Oberflächenveredelung
Auch bezüglich der verschiedensten Verfahren zur Beschichtung bzw. Veredelung der Oberfläche kann Titan als gutmütiger Werkstoff eingestuft werden. So sind praktisch alle klassischen Lackier-, Beschichtungs- und Oberflächenbehandlungsverfahren wie galvanisches Beschichten, Eloxieren, thermisches Spritzen, PVD-, CVD- und DLC-(Diamond-like Carbon)-Beschichtungen sowie die verschiedensten Strukturierungen der Oberfläche durch Polieren, Satinieren oder Kugelstrahlen einsetzbar.
Ein besonders interessantes Verfahren ist die von Del West Europe entwickelte Keramisierung durch die Einwirkung von Mikro-Lichtbögen in einem Elektrolyten. Dieses ursprünglich im Rennsport eingesetzte Verfahren erzeugt eine harte und glatte keramische Deckschicht mit günstigen optischen, tribologischen und haptischen Eigenschaften, ohne dass die Geometrie des Bauteils verändert würde. Zum Einsatz kommt es u.a. bei Kolben und Ventilen für Rennmotoren.
Titanverwendung im Bereich der Mikrotechnologie
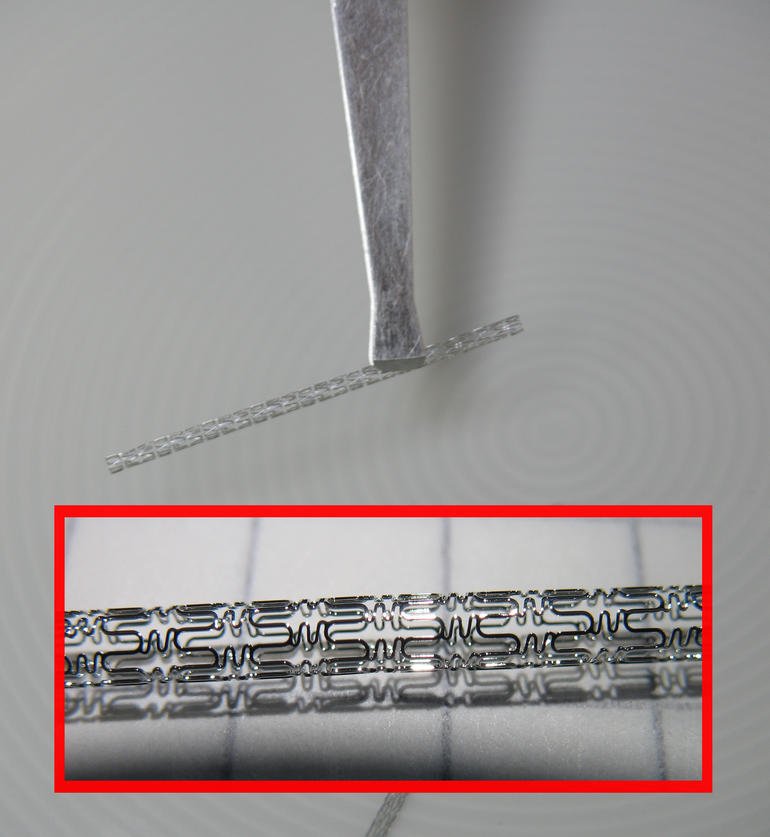
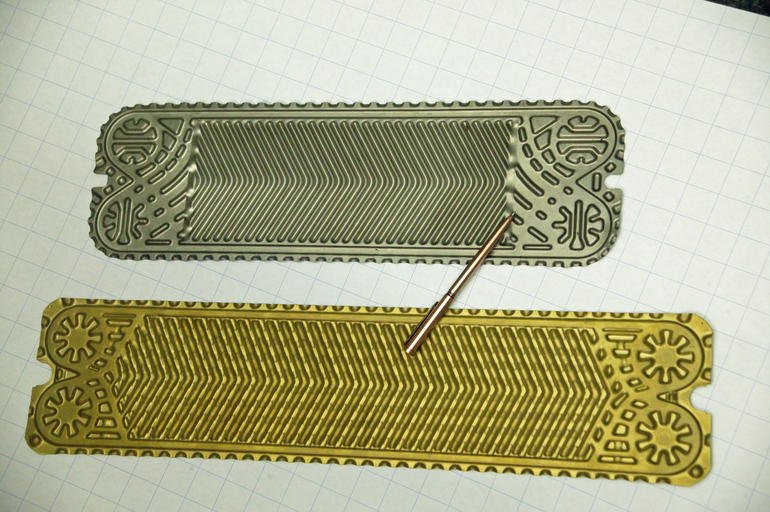
Aufgrund seiner nahezu universellen Einsatzmöglichkeiten wird Titan auch im Bereich mikrotechnischer Anwendungen vielfach eingesetzt. Gerade solche Anwendungen sind aufgrund des vergleichsweise geringen Materialeinsatzes weniger sensitiv bezüglich des Materialpreises. Hier fällt die Entscheidung daher schneller zugunsten des Materials, das die gewünschte Eigenschaftskombination am besten erfüllt. Einen Schwerpunkt bildet die Uhrenfertigung, da hier mechanische Belastbarkeit, ansprechende Optik und Beständigkeit gegen korrosive oder chemische Einflüsse gleichermassen im Vordergrund stehen. Die gute Biokompatibilität begünstigt den Einsatz im Bereich medizinischer Implantate wie z.B. Stents. Darüber hinaus wird Titan häufig in den Bereichen Schmuck, Präzisionsmechaniken, Optik oder Messtechnik sowie für hoch dynamisch beanspruchte Bauteile im Maschinenbau eingesetzt.
Del West Europe www.delwesteurope.com
FSRM Schweizerische Stiftung für mikrotechnische Forschung www.fsrm.ch
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}