



Der Einsatzbereich der Samag TFZ-Baureihe umfasst alle Sparten des Werkzeug- und Formenbaus. Die Tiefbohr-Fräszentren für die Vier-Seiten-Komplettbearbeitung kubischer Werkstücke werden stetig optimiert und bieten gegenüber vergleichbaren Werkzeugmaschinen deutlich verbesserte Leistungsparameter. Das Konzept überzeugte auch die Stahlspezialisten von Böhler-Uddeholm, die sich für ein Tiefbohr-Fräszentrum von Samag entschieden.
Die Böhler-Uddeholm Deutschland GmbH vereint zwei Traditionsmarken in ihrer Firmierung: Das österreichische Unternehmen Böhler ist spezialisiert auf hochwertige Produkte aus Edelstahl, während der schwedische Hersteller Uddeholm vor allem Erzeugnisse aus Werkzeugstahl fertigt. 1991 wurden die beiden Marken in einem Konzern zusammengeführt, die deutsche Tochtergesellschaft Böhler-Uddeholm Deutschland GmbH hat ihren Hauptsitz in Düsseldorf. Das Erfolgsrezept des Unternehmens ist eine ständige Weiterentwicklung der Werkstoffe und der stetige Ausbau der Dienstleistungen rund um das Produktprogramm. Hochmoderne Fertigungsanlagen garantieren beste Qualität und ermöglichen eine flexible, kundenspezifische Fertigung. Die 376 Mitarbeiter der Böhler-Uddeholm Deutschland GmbH erwirtschafteten 2012/13 einen Umsatz von rund 213 Millionen Euro. Insgesamt wurden 30 740 Tonnen an Stahlprodukten abgesetzt. Den größten Anteil bildeten die Werkzeug- und Schnellarbeitsstähle, gefolgt von Edelstahlsonderwerkstoffen.
Fertig vorbereitete Werkstücke mit hoher Qualität
Um langfristig erfolgreich zu sein, ist es aber wichtig, den Kunden so passend wie möglich zu bedienen. Je weniger Aufwand er mit den eingekauften Werkzeugstählen hat, desto besser. Diesen Bedarf haben die Stahlspezialisten aus Düsseldorf erkannt und ihr Programm über einfache Stäbe und Blöcke hinaus erweitert. Insbesondere 2012 wurde das Geschäft mit der mechanischen Bearbeitung im Kundenauftrag deutlich ausgebaut. Der Bereich ist als Profit Center der Böhler-Uddeholm Deutschland GmbH organisiert. Am Standort in Düsseldorf sind alle Werkstoffarten und -formen auf Lager, die im Böhler Stahlwerk in Österreich oder im Uddeholm Stahlwerk in Schweden erzeugt werden. Böhler-Uddeholm betreibt im Bereich der mechanischen Bearbeitung keine Lohnfertigung, sondern liefert ausschließlich die konzerneigenen Werkstoffqualitäten aus, die vorher in spanenden Bearbeitungsschritten weiter veredelt werden. Um den Kunden eine Full-Service-Betreuung zu bieten, besteht zusätzlich die Möglichkeit der Oberflächenbeschichtung und der Wärmebehandlung. Der Vorteil: Der Kunde spart Arbeitsschritte und kann sich auf das Kerngeschäft konzentrieren. Statt Kapazitäten für die Vorbereitung der Werkstücke zu binden, muss er nur noch sein spezifisches Fertigungs-Know-how anwenden.
Immer stärker nachgefragt: Tiefbohren und Fräsen
Auftraggeber aus dem Werkzeug-, Formen-, Maschinen-, Anlagen- und Vorrichtungsbau nutzen das Angebot. Für die Bearbeitung von Einzelteilen, Klein- und Mittelserien verfügt die mechanische Bearbeitung bei Böhler-Uddeholm über einen modernen Maschinenpark mit horizontalen Bohrwerken, 3- und 5-Achs-Bearbeitungszentren, Tiefbohr-Fräszentren, Schrägbett- und Karusselldrehmaschinen sowie Schleifmaschinen. Damit können vorgegebene Toleranzwerte bis +/-0,02 mm eingehalten werden. Werkstückgewichte von bis zu zehn Tonnen können gehandhabt werden. Produktionsleiter Rainer Schuwerack kümmert sich mit seinen 78 Mitarbeitern in drei Schichten darum, dass jeder Kunde seine Stahlbestellung mit der richtigen Bearbeitung erhält. Beliefert werden nicht nur die deutschen Kunden, die Ländervertriebsgesellschaften bedienen Anlagen- und Maschinenbauer in ganz Europa.
Da auch Tiefbohrungen immer häufiger gefordert werden, suchten Schuwerack und sein Team nach einer passenden Maschine und nahmen bei einem Messebesuch Kontakt zu den Tiefbohrspezialisten von Samag auf. Entscheidend war die Kombination aus Tiefbohren und Fräsen, da neben den Bohrungen häufig auch Ausfräsungen wie Taschen oder Anschlussgewinde an den Bauteilen gefordert werden. Diese in einer Aufspannung mit anzubringen, spart Zeit und Aufwand in der Bearbeitung und erhöht dadurch den Durchsatz der Abteilung.
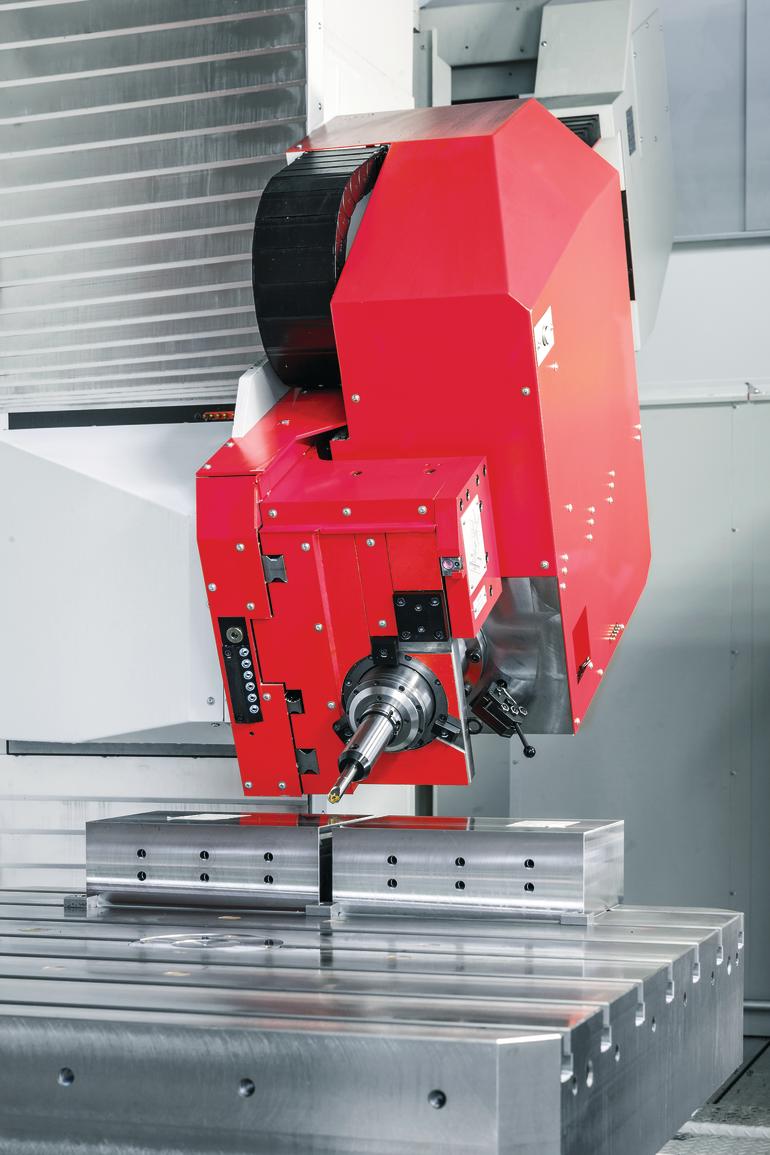
Komplexe Maschine mit vielen Möglichkeiten
Samag überzeugte nicht nur beim Vergleich zwischen Preis, Leistung und Qualität, auch das Maschinenkonzept fanden die Stahlexperten vom Rhein am schlüssigsten. Da nur hochlegierte Werkzeugstähle bearbeitet werden, waren auch die guten Leistungsparameter ein Grund dafür, dass sich Böhler-Uddeholm für ein Tiefbohr-Fräszentrum TFZ 3-1500 entschied. Die Verfahrwege der Maschine sind X = 2000 sowie Y und Z = 1250 mm. Der NC-Rundtisch misst 1800 x 1800 mm und trägt eine Tischbelastung von 15 t. Die Maschine kann Bohrungen mit Durchmessern von 5 bis 40 mm mit einer maximalen Länge von 1800 mm erzeugen. Die Fräsleistung beträgt im S1-Betrieb 475 cm3/min. Der konstruktive Aufbau und die hohe Steifigkeit des Bearbeitungszentrums erlauben Fräsoperationen, deren Leistung und Genauigkeit mit denen reiner Fräsbearbeitungszentren vergleichbar sind. Durch die Kombination werden Schnittstellen und Rüstvorgänge eliminiert und die Effizienz der Anarbeitung deutlich gesteigert. Für flexible Bearbeitung mit kurzen Rüstzeiten sorgt auch ein Werkzeugwechsler mit 24 Plätzen. Das Bearbeitungsspektrum der TFZ 3-1500 übertrifft die Möglichkeiten der bisher genutzten, kleineren Tiefbohrmaschine um ein Vielfaches.
Zahlreiche Ausstattungsoptionen
Die TFZ-Baureihe kann mit einer optionalen, schwenkbaren Bohr- und Fräseinheit ausgestattet werden. Bei der TFZ 2-1000 ist die A-Achse von -30 bis +15° schwenkbar, ab der TFZ 3-1500 ist der Schwenkbereich von – 30 bis +30°. Mit dieser Option können alle Bearbeitungen unter zwei Winkeln erfolgen, was zusätzliche Flexibilität und Zeitersparnis bringt. Ohne Stabilitätsverluste liegt die Reichweite der Bohrbuchse bzw. der Spindelnase bei der TFZ 2 bis 500 mm und ab der TFZ 3 bis 800 mm über der Tischkante. Die Werkstücke können in einer Aufspannung von vier Seiten bearbeitet werden. In Kombination mit dem NC-Rundtisch ist die Bearbeitung unter zwei Winkeln möglich, was den universellen Einsatz der Tiefbohr-Fräszentren ermöglicht. Zur Steigerung der Stabilität können zwei bis vier mitfahrende Stützlünetten verwendet werden. Zusätzlich kann ein Werkzeugwechsler für 24 bis 64 konventionelle Werkzeuge eingesetzt werden. Dank einer großzügig dimensionierten Beladetür und einer zusätzlichen Bedienertür ist die Maschine optimal zugänglich. Zum kompletten Bearbeitungszentrum gehört auch die Peripherie mit Späneförderer und -zentrifuge sowie der Absaugvorrichtung für den Ölnebel.
Mehrere Sicherheitsoptionen verfügbar
Die Tiefbohr-Fräszentren warten mit mehreren Sicherheitsoptionen auf. Neben einem sogenannten Maschinenairbag kann zusätzlich die dynamische Kollisionsüberwachung DCM als Softwareoption in die Maschinensteuerung iTNC 530 integriert werden. Sie stellt eine leistungsfähige Funktion zur Verfügung, mit deren Hilfe Kollisionen zwischen Werkzeug und Maschinenkomponenten sowie zwischen Werkzeug und Spannmitteln vermieden werden. DCM funktioniert sowohl im gesteuerten als auch im Einrichtbetrieb, wenn die Maschinenachsen vom Bediener manuell verfahren werden. Sobald das Werkzeug auf „Kollisionskurs“ ist, werden die Achsbewegungen mit einer Fehlermeldung gestoppt. Der Bediener kann sich alle definierten Kollisionskörper der Maschine am Bildschirm anzeigen lassen.
Vor dem Fräsen verhindert eine zusätzliche Sicherheitsabfrage mögliche Kollisionen der Bohr- und Frässpindel mit der Späneschleusenpatrone und den Lünetten. Für die Fräsbearbeitung wird die Späneschleusenpatrone über ein Schnellwechselsystem entfernt, die Kombinationsspindel taucht in eine zusätzliche Abstützung am vorderen Ende der Bohr-Fräseinheit. Diese Abstützung nimmt die beim Fräsen entstehenden Querkräfte auf.
Neben der Performance der Anlage war auch der professionelle Service von Samag ein Kriterium für Böhler-Uddeholm. Von der Planungsphase über die Inbetriebnahme und Einarbeitung des Personals bis hin zum Regelbetrieb stand dem Team von Rainer Schuwerack immer der passende Ansprechpartner zur Verfügung. Jetzt, im Regelbetrieb, ist bei Bedarf binnen kurzer Zeit ein Samag-Monteur zur Stelle. Unterstützt wird der Service durch eine umfassende Online-Diagnose. Nach den Erfahrungen mit dem neuen Bearbeitungszentrum würde sich Rainer Schuwerack jederzeit wieder für ein Samag Tiefbohr-Fräszentrum entscheiden.
Samag Saalfelder Werkzeugmaschinen GmbH www.samag.de
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}