

Hochleistungswerkstoffe sind oft der sichere Pfad, um konstruktionsseitig höchsten Anforderungen gerecht zu werden. Doch gelten sie in der Regel als schwer zerspanbar und stellen die Fertigung vor große Herausforderungen. Die Suche nach einer wirtschaftlichen und prozesssicheren Lösung für diese Fertigungsaufgabe beschäftigt die Experten von Heller. Dazu gehören Fallstudien in den Grenzbereichen der Zerspanung.
Werner Kirsten, Technologieentwicklung, Gebr. Heller Maschinenfabrik GmbH
Ziel von Heller als Systementwickler ist es, den Kunden eine wirtschaftlich optimale Systemlösung für die Bearbeitung anspruchsvoller Bauteile anbieten zu können. Dass dies eine Menge Grundlagenarbeit erfordert, zeigt das Beispiel der Bearbeitung von Nickel-Basis-Legierungen, welche nicht nur in der Luft- und Raumfahrtindustrie zunehmend Anwendung finden.
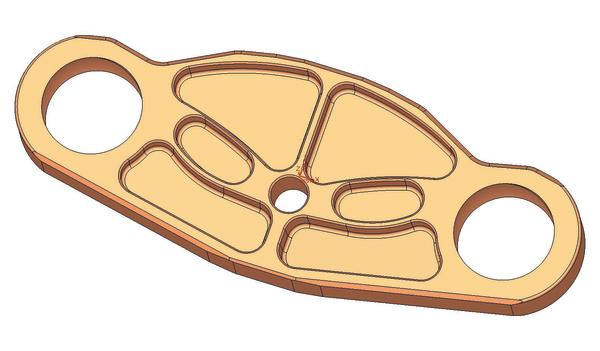
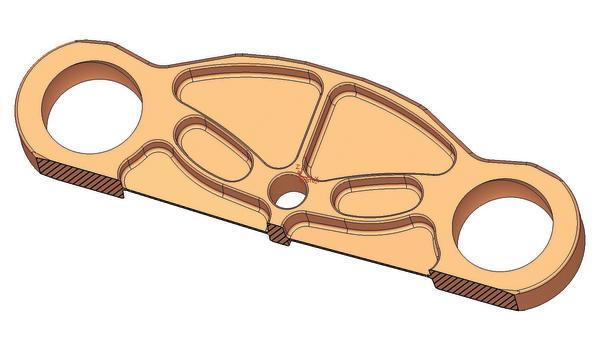
Ein Beispiel für ein mit Heller-Entwicklungsmethoden optimiertes Bauteil ist ein Teil der Triebwerksaufhängung eines Flugzeugs, die sich im heißen Bereich der Gasturbine befindet. Aufgrund der hohen thermischen Belastung kommt dort der Werkstoff NiCr19NbMo, Werkstoffkennnummer 2.4668, zum Einsatz. Dieser Werkstoff ist unter den Markennamen Udimet718, Inconel 718, oder ATI718 marktgängig und zeichnet sich durch eine enorme Kriech- und Ermüdungsfestigkeit bei hohen Temperaturen aus. Ab etwa 550 °C sind Nickel-Basislegierungen diesbezüglich den Warmarbeitsstählen weit überlegen. Da außerdem ihre Korrosionsbeständigkeit durch Bildung einer undurchlässigen Oxidschicht sehr hoch ist, sind sie für Konstruktionswerkstoffe in Gasturbinen von Kraftwerken und in Flugzeugturbinen erste Wahl. Der Segen der Konstruktionswerkstoffe ist allerdings eine Herausforderung für die wirtschaftliche Zerspanung.
Bei dem strukturoptimierten Bauteil liegt der Fokus auf der Erstellung einer Hohlkugelform mit über 57 mm Durchmesser und einer üblicherweise geforderten Toleranz von +/- 0,0095 mm in ein 25,4-mm-Plattenmaterial. Aufgabe dieses Geometrieelements ist die nahezu drehmoment- und möglichst spielfreie Aufnahme eines Kugelgelenks. Das typische Mengengerüst bedeutet eine hohe Variantenvielfalt mit unterschiedlichen Durchmessern zwischen 50 und 70 mm bei moderaten Stückzahlen.
Heute erfolgt die Bearbeitung solcher Bauteile üblicherweise auf 5-achsigen Bearbeitungszentren mit Motorspindel. Dabei liegt die gesamte Konturgenauigkeit und Wirtschaftlichkeit signifikant im Einflussbereich der CAD/CAM-Kette und des Postprozessors. Erzeugte NC-Programme sind umfangreich und unübersichtlich. Zudem kommt es durch die zyklische Achsbewegung bei der Bearbeitung der Kreiskontur zu Ungenauigkeiten an den Umkehrpunkten der Antriebe.
Auch werkzeugseitig muss mit hohem Aufwand gefahren werden. Nahezu alle Werkzeuge besitzen Sondergeometrien, die Bearbeitungszeiten inkl. Schruppen und Schlichten liegen bei 2 bis 3 Stunden pro Kugelkontur. Bei einer Standzeit von im Extremfall unter 20 min. pro Werkzeug ist der Ausschussgrad relativ hoch. Qualität wird unter solchen Randbedingungen eher gemessen als erzeugt.
Umfangreiche Fallstudie mit der Vorgabe niedriger Investitions- und Betriebskosten
Der Anwendungsfall war für Heller Anlass für eine umfangreiche Fallstudie. Neben der Frage des passenden Maschinenkonzepts sollten auch Prozessparameter wie die Auswahl einer optimalen Werkzeugstrategie sowie die Vor- und Nachteile der Nass- beziehungsweise Trockenbearbeitung untersucht werden. Vorgabe war es zudem, auf Standards basierende Prozesse zu gestalten. Dabei wurde darauf geachtet, Werkzeugeinsätze mit genormter Geometriegestalt zu verwenden und Katalogkomponenten aus dem Heller-Baukasten zum Einsatz zu bringen, um die Investitions- und Betriebskosten der Fertigungslösung gering zu halten.
Nach kurzer Analyse entschieden sich die Prozessplaner für ein 4-achsiges Bearbeitungszentrum H2000 aus der Heller-Baureihe H mit HSK63 Aufnahme. Als Besonderheit wurde die Maschine mit einer Heller-Getriebespindel und der Planzugschnittstelle ausgerüstet. Dabei handelt es sich um eine nachträglich adaptierbare, gesteuerte U-Achse, die als universelles Werkzeug einwechselbar ist. Heller setzte jedoch bereits in der Produktentstehungsphase an und modifizierte derzeit verwendete Bauteile mit den Entwicklungswerkzeugen, mit denen die Werkzeugmaschinen im Haus strukturdynamisch optimiert werden. Das Ergebnis ist ein unkonventioneller und anwendungsoptimierter Konstruktionsentwurf.
Zur Herstellung wurden unterschiedliche Bearbeitungsstrategien verglichen; von der herkömmlichen mehroperationsbasierten Nassbearbeitung mit Hochdruckkühlschmierung über die hochgeschwindigkeitsbasierte Trockenbearbeitung bis hin zu Kombinationsverfahren.
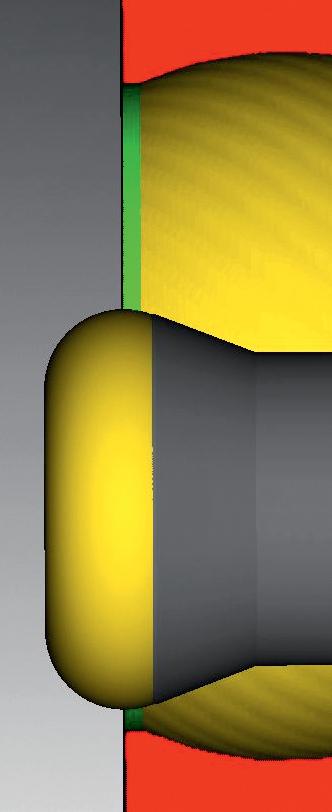
Der Bohrprozess wurde bis zur endkonturnahen Erzeugung der Durchgangsbohrung mit einem Vollbohrwerkzeug in Kombination mit der Erzeugung der Kugelkontur und das Entgraten durch Zirkularfräsoperationen kombiniert. Alternativ wurde der Prozess auch als reine Zirkularfräsoperation in Verbindung mit einer kontinuierlichen Drehbearbeitung als Trocken-, Nass- und Mischprozess durchgeführt.
In allen Versuchsreihen konnte die Systemlösung ihre Qualitäten unter Beweis stellen. Durch Verwendung der Heller-Technologiezyklen und -Planzuglösungen lassen sich übersichtliche NC-Programme erstellen. Diese können auch direkt aus dem CAD/CAM-Postprozessor-System generiert und an der Maschine parameterbasiert optimiert werden. Die durch die sehr gute Dämpfung bedingte hohe Laufruhe der Maschine sorgt für beste Oberflächengüten, hohe Werkzeugstandzeiten und maximale Prozessstabilität auch bei der anspruchsvollen Superlegierung. Die Bearbeitungszeit für Schruppen und Schlichten sank in den Versuchsreihen auf deutlich unter eine Stunde. Das Erzeugen von Gutteilen dokumentiert die Robustheit des Prozesses.
Dass das Schlichten und Schruppen auf einer Maschine möglich ist, stellt das Unternehmen seit Jahrzehnten unter Beweis. Mit der Baureihe H allerdings definiert Heller auch die Schwerzerspanung neu, da das Maschinenkonzept vor allem auf robuste Prozesse ausgelegt wurde. Mit der gesteuerten U-Achse und dem integrierten Planzug können auch klassische Drehoperationen durchgeführt werden. Ergebnis der Fallstudie ist ein universeller und damit flexibler Prozess, bei dem ein Werkzeugsatz mit Standardgeometrien universell für alle diesbezüglichen Bearbeitungsaufgaben eingesetzt werden kann. Alle Prozesse können bei Bedarf direkt an der Maschine überwacht und über Parameter angepasst werden.
Die Untersuchungen haben deutlich gemacht, dass mit ausreichender Prozesskompetenz statt einer HSK100-Lösung auch eine Bearbeitung mit einer kostengünstigeren HSK63-Maschine möglich sein kann. So lassen sich auch anspruchsvolle Geometrieelemente in Superlegierungen einfach, präzise und prozesssicher fräsen.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}