




Die BV Anlagenbau GmbH, Spezialist für die Zerspanung großer Teile von Windkraftanlagen, erreichte mit dem Einsatz von Komet Werkzeugen eine beachtliche Produktivitätssteigerung: Mit den Twinkom Doppelschneidern in Leichtbauweise konnten die Bearbeitungszeiten um rund 70 Prozent und mit hi.aeQ Planfräsern um etwa 25 Prozent reduziert werden – bei gleicher oder sogar besserer Oberflächenqualität und Maßhaltigkeit.
Groß geworden ist die BV Anlagenbau GmbH mit dem Boom der Windkraft: Das 1998 gegründete Unternehmen in Salzbergen ist spezialisiert auf die Serienfertigung extrem schwerer und großer Teile, die im Maschinenhaus an der Spitze von Windkraftanlagen montiert werden. Dazu zählen etwa Drehgestelle, Generator- und Maschinenträger, die in der Regel Massen im zweistelligen Tonnenbereich aufweisen und zum größten Teil aus Gusswerkstoffen bestehen.
Das bislang schwerste Teil, das die Werkshallen im niedersächsischen Landkreis Emsland verließ, ging allerdings in den Goldbergbau. Es brachte vor/nach der spanenden Bearbeitung 85/66 Tonnen auf die Waage. Die Krankapazität erlaubt bis zu 100 Tonnen Bauteilgewicht. Die Fräs- und Bohrzentren ermöglichen Bearbeitungswege von bis zu 14 000 mm. Zum Einsatz kommt auch eine CNC-Karussell-Drehbank, die Durchmesser von bis zu 6200 mm erlaubt und deren hydrostatisch gelagerter Plattentisch bis zu 95 Tonnen trägt.
Angesichts des gebremsten Windkraftausbaus vor der Küste, hat das Unternehmen mit rund 110 Mitarbeitern inzwischen sein Portfolio auf Teile für die Öl- und Gasförderung und den allgemeinen Maschinenbau erweitert. Die Stärken des Unternehmens beschreibt Michael Olden, Fertigungsleiter Zerspanung bei BV Anlagenbau, so: „Wir bieten den Kunden ein Komplettpaket, das von der Konstruktion über Zuschnitt, Stahlbau inklusive MAG-, MIG- und WIG-Schweißen und die mechanische Bearbeitung bis zu Beschichtung und Montage reicht.“
Als entscheidende Anforderungen an die Zerspanung bei BV Anlagenbau nennt Olden: uneingeschränkte Prozesssicherheit, etwa bei Oberflächenqualität und Toleranzen, sowie möglichst kurze und damit wirtschaftliche Bearbeitungs- und Rüstzeiten. In all diesen Feldern hat das Unternehmen mit Komet Twinkom Doppelschneidern in Leichtbauweise sowie mit den hi.aeQ Planfräsern drastische Verbesserungen erzielt.
Produktivität mehr als verdreifacht
Als Michael Olden Anfang 2014 bei BV Anlagenbau zum Fertigungsleiter Zerspanung aufstieg, leitete er sofort einen Wechsel in der Bearbeitungsphilosophie ein. Dass zuvor bei den großen Bohrungen der Bauteile relativ viel mit selbst gebauten Werkzeugen improvisiert wurde, war ihm schon lange ein Dorn im Auge gewesen. Zwar funktionierten die Eigenkonstruktionen prinzipiell, aber das Risiko von Einstellfehlern war hoch, stets habe man ein wenig zittern müssen, ob die geforderte Oberflächenqualität und die Maßtoleranzen erreicht werden.
Einen Durchbruch schaffte Olden mit dem Doppelschneider in Leichtbauweise: „Bei einem Gussträger (EN GJS 400-18-U-LT), in dem vier Bohrungen mit jeweils 430 Millimeter Durchmesser erstellt werden müssen, konnten wir die Bearbeitungszeit um rund 70 Prozent reduzieren. Die Rüstzeiten haben sich etwa halbiert“, hebt der Fertigungsleiter hervor. Die Bearbeitung sei nun hundertprozentig prozesssicher, Oberflächenqualität und Toleranzen bleiben zuverlässig im gewünschten Bereich.
„Mit dem alten Werkzeug haben wir viermal geschruppt und danach dreimal geschlichtet, damit die geforderte Qualität erreicht wurde. Nun muss ich die Bohrung nur noch dreimal anfahren, um mit höheren Schnittwerten zuverlässig ein besseres Ergebnis zu erzielen“, sagt Olden. Jürgen Nitsche, Komet-Anwendungstechniker, ergänzt: „Die Schrupp- und Fertigbearbeitung wird nun in einem einzigen Arbeitsgang vom Durchmesser 418 Millimeter auf die Passung 423 Millimeter F8 durchgeführt. Hinzu kommt, dass die Brücke kurzfristig für die Rückwärtsbearbeitung modifiziert wurde.“
Konkret wurden diese Schnittwerte erreicht: vc=180 m/min, f=0,22 mm und vf=30 mm/min. Die Oberflächengüten betrugen Ra=0,8 und Rz=6,3 µm.
Beim Spindeln der Grundplatte (ebenfalls aus Guss EN GJS 400-18-U-LT) mit einer der großen Twinkom-Brücken mit 1070 mm Durchmesser ergaben sich beim Schlichten folgende Werte: vc=275 m/min, f=0,12 mm, vf=10 mm/min, Ra=0,8 und Rz=6,3 µm.
Wechsel hat sich schnell amortisiert
Olden resümiert: „Wir mussten zwar Geld in die Hand nehmen. Aber angesichts der mit dem Doppelschneider erreichten Verbesserungen, hat sich das sehr schnell gerechnet. Diese Anschaffung war für uns im Wortsinn mehr als ihren Preis wert.“
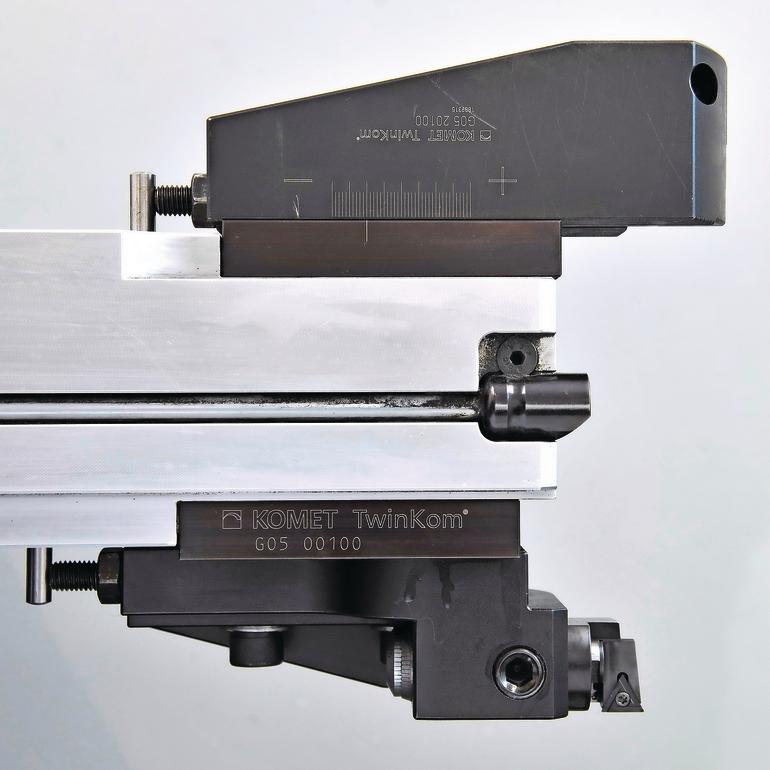
Die verstellbaren Doppelschneider sind modular aufgebaut und eignen sich für den Durchmesserbereich von 365 bis 2000 mm. Der Verstellbereich beträgt plus/minus 40 mm auf den Durchmesser bezogen. Die Größe der Wechselbrücke wird individuell auf den zu fertigenden Bohrungsdurchmesser angepasst, weshalb die Anfertigung auf Kundenwunsch erfolgt. Aufgrund der Standardisierung sind die Lieferzeiten gering.
Optional sind die Wechselbrücken für innere Kühlmittelversorgung vorbereitet. Eine justierbare Düse gewährleistet positionsgenaues Kühlen der Werkzeugschneide. Da der Anschluss der Werkzeuge maschinenseitig durch DIN-Fräsaufnahmen realisiert wird, sind sie für alle gängigen Spindeln adaptierbar.
Das Werkzeug ist flexibel nutzbar: Es kann als Doppelschneider zum Schruppen, einschneidig zum Schlichten, als Folgeschnittwerkzeug und mittels Adapter als Stufenwerkzeug verwendet werden. Die Aufsatzhalter zum Schruppen und Schlichten sind radial und axial einstellbar, sowohl für den Einsatz als Doppelschneider als auch für Schnittaufteilung. Die Aufsatzhalter sind bei allen Größen der Wechselbrücke identisch.
Standzeit der Platten fast verdoppelt
Nach dem großen Erfolg mit dem Doppelschneider untersuchte Olden gemeinsam mit den Komet-Anwendungsspezialisten Heiko Reimann und Jürgen Nitsche auch das Verbesserungspotenzial beim Fräsen. Konkret ging es um einen gegossenen Maschinenträger, bei dem große Flächen zu fräsen waren. In der laufenden Serie fuhr der Anlagenbauer Vergleichstests zwischen dem bislang eingesetzten Fräser und dem hi.aeQ Planfräser.
Während das frühere Kundenwerkzeug einen Durchmesser von 100 mm aufwies, wählten die Verantwortlichen einen hi.aeQ Planfräser mit 160 mm Durchmesser. Durch die größere Eingriffsbreite reduziert sich die Fräsoperation bei dem gewählten Bauteil von drei auf zwei Umläufe, erläutert Nitsche. Der gewählte Planfräser verfügt über 20 tangential geschraubte Q80-Wendeschneidplatten, die jeweils acht verwendbare Schneidkanten zur Verfügung stellen. Die erforderlichen Oberflächengüten wurden nun mit deutlich höheren Vorschüben und in kürzerer Zeit erreicht. Die Bearbeitungszeit ging um rund ein Viertel zurück. Mit dem sehr laufruhigen Planfräser konnte auch die Standzeit der Schneiden von 70 auf 120 Minuten gesteigert werden.
Bei den Vergleichsmessungen für trockenes Schlichten ergaben sich für den Planfräser mit seinen 20 Wendeschneidplatten (Q80 32000.012715; PVD Beschichtung) diese Leistungsdaten: vc=300 m/min, fz=0,1 mm, f=2 mm, vf=1200 mm/min bei einer Eingriffsbreite von ae=112 mm. Erreicht wurde eine Oberflächengüte von Rz=18 µm. Die Schnitttiefe lag bei ap=0,4 mm. Material war auch hier EN GJS 400-18-U-LT.
Michael Olden sieht beim Einsatz des Fräsers noch nicht das Ende der Verbesserungsmöglichkeiten erreicht: „Da der Wechsel auf den Planfräser erst in der Endphase der Serienproduktion des Maschinenträgers zum Einsatz kam, blieb nicht sehr viel Zeit zur Einstellungsoptimierung. Bei künftigen Anwendungen werden sich sicherlich noch weitere Effizienzverbesserungen erreichen lassen.“
Die Erwartungen müssen erfüllt sein
Neben Bohrern von Komet, die BV Anlagenbau schon seit 2012 einsetzt, verfügt das Unternehmen wie beschrieben über zwei große Brücken mit 1055 und 1070 mm und eine kleine mit 400 mm Länge sowie zwei hi.aeQ Planfräser mit jeweils 160 mm Durchmesser. Einer der beiden ist sogar mit einstellbaren Kassetten ausgestattet, um beim Schlichten noch bessere Oberflächenqualitäten zu erreichen.
Mit der Zusammenarbeit mit den Anwendungsexperten Reimann und Nitsche zeigt sich Olden sehr zufrieden. So habe man sich beispielsweise vor dem Twinkom Einsatz bei mehreren Anbietern über Lösungen für die Fertigungsaufgabe informiert. Die Vorschläge und Angebote seien dann in der Regel auf Basis der Prospekte erfolgt, die die Außendienstmitarbeiter der jeweiligen Firmen vorlegten. Die Komet Group sei der einzige Anbieter gewesen, der es ermöglichte, das Werkzeug in der Produktion vor dem Kauf zu testen. „Wir mussten kein Risiko eingehen, nichts investieren, bevor wir nicht sicher waren, dass es funktioniert“, lobt Olden. Reimann erläutert: „Die Übernahme erfolgt erst nach Gut-Befund. Wenn es nicht funktioniert wie geplant, nehmen wir das Werkzeug wieder mit.“
Neben den tatsächlichen Leistungen der Werkzeuge war es diese gute Art der Zusammenarbeit, die Michael Olden überzeugt hat. Die Kooperation endet bei dem Präzisionswerkzeughersteller allerdings nicht mit dem Werkzeugkauf. Auch im Serieneinsatz kann sich der Fertigungsleiter auf schnelle Unterstützung der beiden Anwendungsexperten verlassen. Daher steht die Zusammenarbeit vor der Ausweitung. Für die Fertigung eines künftigen Produkts hat Olden mit den Werkzeug-Experten schon die passenden Stufenbohrer ausgewählt.
BV Anlagenbau GmbH www.bv-anlagenbau.de
Komet Group GmbH www.kometgroup.com
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}