


Vor fünf Jahren wurde ein Formeinsatz für einen Benchmark bearbeitet. Seither hat sich in der 5-Achs-Bearbeitung und bei Fräswerkzeugen viel getan. Deshalb haben die Unternehmen DMG Mori, Tebis und Pokolm dieses Bauteil mit aktueller, optimierter Strategie und Hochvorschubwerkzeugen nochmals auf den Prüfstand gestellt. Das Ergebnis: Die reine Bearbeitungszeit konnte von 330 auf 180 Minuten reduziert werden.
Über das Hochvorschubfräsen (High Feed Cutting) ist derzeit viel zu lesen. Demnach sind damit beim Schruppen und Vorschlichten längere Standzeiten der Werkzeuge, große Zeitspanvolumina, kürzere Durchlaufzeiten und damit eine Minimierung der Fertigungskosten zu erzielen. Nur allein mit dem Griff zu HFC-Fräsern ist es nicht getan. Deren effektiver, schneller und rentabler Einsatz ist nur dann möglich, wenn das Gesamtpaket HSC-Fräsmaschine, CAM-Programmierung, Werkzeuge und Strategie stimmt. Das machten die Unternehmen DMG Mori, Tebis und Pokolm Teilnehmern eines HSC-Workshops bei Toyota Motorsports in Köln deutlich.
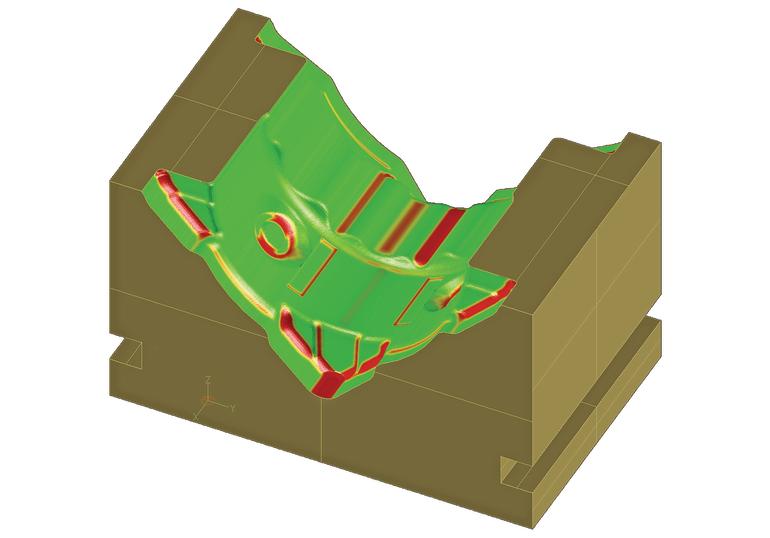
Dafür wurde auf dem Präzisionszentrum HSC 70 linear von DMG Mori, mit der HFC-Programmierung von Tebis und den Hochvorschubwerkzeugen von Pokolm ein Formeinsatz aus Toolox 44 bearbeitet, der auf den ersten Blick relativ einfach aussieht. Für dieses Bauteil war vor fünf Jahren noch eine reine Bearbeitungszeit von 330 Minuten notwendig. Durch das Gesamtpaket der drei Hersteller konnte diese Bearbeitungszeit auf 180 Minuten reduziert werden. Diese Zeiteinsparung führen die Unternehmen vor allem auf das Prozesswissen sowie das aktuelle und optimierte Equipment zurück.
Unbekannt Potenziale
So wurde beispielsweise das HSC-Präzisionszentrum gegenüber dem Vorgängermodell mit einem innovativen Kühlkonzept verstärkt. Neue HSC-Spindeln mit Wellen-, Flansch- und Mantelkühlung garantieren thermisch stabile Prozessbedingungen und eine bis um 70 Prozent geringere axiale Werkzeugausdehnung. Beim CAM-System wird aktuell die Möglichkeit geboten, HFC-Werkzeuge in Verbindung mit einer präzisen Antastgeometrie zu programmieren.
Dazu Ulrike Keller, im Marketing der Tebis AG zuständig für den Bereich Werkzeug-, Modell- und Formenbau: „Der Einsatz von HFC-Werkzeugen nimmt kontinuierlich zu, häufig ist man sich aber über deren Potenziale nicht bewusst. Wir programmieren hier aber im Gegensatz zu anderen Softwarelösungen statt mit torischen Ersatzgeometrien mit der tatsächlichen Kontur des Werkzeugs. So kann man diese auch in der Werkzeugbibliothek anlegen. Außerdem arbeitet Tebis mit einer hochpräzisen Antastberechnung, die es ermöglicht, das Restmaterial für Nachfolgebearbeitungen genau zu definieren. Dadurch können HFC-Werkzeuge auch problemlos zum Vorschlichten eingesetzt werden.“
Der Kniff: kleinerer Anstellwinkel
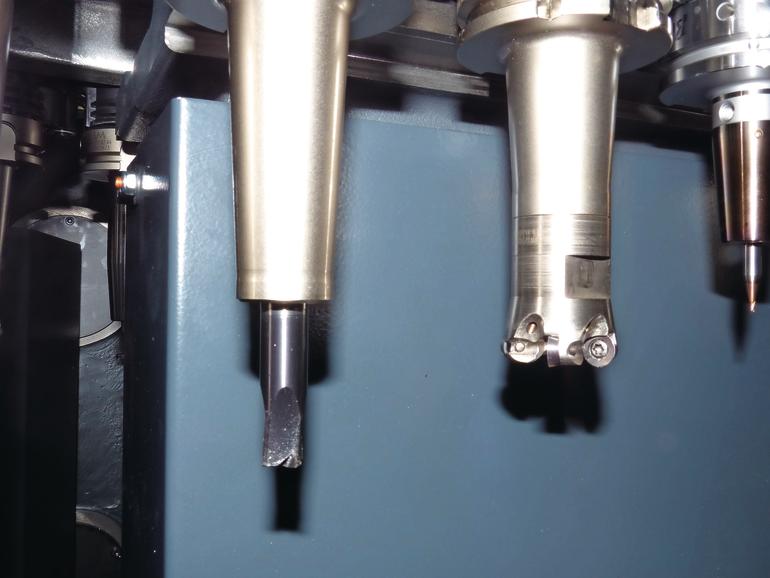
Nun begrenzt man für gewöhnlich beim Einsatz von Hochvorschubfräsern die axiale Zustellung. Durch den kleineren Anstellwinkel (K) wird allerdings die radiale Schnittkraftbelastung auf den Fräser und auf die Maschinenspindel stark reduziert. Damit lassen sich sehr hohe Zahnvorschübe realisieren. Deshalb setzte das Unternehmen Pokolm auf die Werkzeugsysteme Spinworx und Trigaworx. Mit Ersterem lassen sich trotz der Kinematik auf einer 5-Achs-Maschine hohe Zeitspanvolumina realisieren. Außerdem gilt das System mit der drehenden Schneidplatte als äußerst maschinenschonend. Das Ziel war, mit Spinworx ein Werkzeug einzusetzen, mit dem wirtschaftlich gefräst werden kann. Mit einem Vorschub Vf max von 9600 mm/min bei 3200 min-1 erzielte man so beim Schruppen Werte, die mit Hochvorschubwerkzeugen vergleichbar sind.
Als ein echter Hochvorschubfräser dagegen gilt Trigaworx. Deshalb kam dieses Werkzeugsystem sowohl beim Nachschruppen mit Vf max von 15 000 mm/min als auch beim seitlichen und mittigen Vorschlichten mit ebenfalls Vf max = 15 000 mm/min zum Einsatz. Im Bereich des Nachschruppens wurde damit eine Zeiteinsparung von 27 Prozent, im Bereich Vorschlichten von 30 Prozent erreicht.
Für Gerhard Maurus, Anwendungstechniker bei Pokolm sind derart extreme Zahnvorschübe, zumindest bei Werkzeugen von Pokolm, nicht weiter verwunderlich: „Heute spricht man häufig von Hochvorschubfräsern mit echten Eckradien. Das stimmt aber nur teilweise, denn meist kann man damit diese Zahnvorschübe nicht wie mit einem echten Hochvorschubfräser fahren. Wichtig ist hier der ,Geometriekniff‘, der den Anstellwinkel (K) sehr sehr klein macht.“
Ergebnisse in die Praxis übertragen
Was bleibt ist die Frage, wie ist dieses Knowhow in die Praxis übertragbar? Zunächst müssen Maschine, CAM-Programmierung und Werkzeuge optimal aufeinander abgestimmt sein. So sollte das Bearbeitungszentrum die entsprechenden Drehzahlen/Vorschübe umsetzen können und thermisch stabil sein. Das CAM-System muss Schneiden nicht nur als Regel-Geometrien, sondern auch als frei definierbare Geometrien abbilden und das Restmaterial exakt berechnen können. Zudem sollten sich fest definierbare Schablonen ablegen lassen.
Bei Tebis hat man diese gesamten Einstellungen automatisiert, der Programmierer muss also nur noch die zu bearbeitenden Elemente auswählen. Für die Werkzeuge und Aufnahmesysteme gilt: Hochvorschubfräser sind nur dann enorm effektiv, schnell und rentabel, wenn sie beim komplexen Zusammenspiel von Schruppen, Schlichten und Restmaterialbearbeitung richtig eingesetzt werden. Stimmt dieses Gesamtpaket, sind bis zu 50 Prozent kürzere Bearbeitungszeiten, eine hohe Wirtschaftlichkeit und eine prozesssichere Fertigung nur noch von einem fundierten Fach- und Prozesswissen abhängig.
DMG Mori AG www.dmgmori.com
Tebis AG www.tebis.com
Pokolm Frästechnik GmbH & Co. KG www.pokolm.de
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}