



Franken aus dem Emuge-Franken Unternehmensverbund hat eine Reihe neuer Kreissegmentfräser entwickelt, welche die Bearbeitungszeiten beim Vorschlichten und Schlichten von Freiformflächen stark reduzieren. Gleichzeitig steigt bei deren Nutzung die Oberflächengüte. Gemeinsam mit den Partnern Maschinenfabrik Berthold Hermle AG und Open Mind Technologies AG wurde im Rahmen eines Workshops in Kassel demonstriert, was damit möglich ist.
Zwei Größen bestimmen im Wesentlichen die Oberflächengüte eines Werkstücks: Der Werkzeugradius und die Zustellung, auch Zeilensprung genannt. Die Qualität der Oberfläche sinkt mit der Größe des Zeilensprungs und steigt mit zunehmendem Werkzeugdurchmesser bei gleichbleibendem Zeilensprung. Wer also eine kurze Bearbeitungszeit erreichen will, zum Beispiel mit einem Zeilensprung von 5 statt 0,5 mm, muss den Werkzeugradius um ein Vielfaches vergrößern, um gleichzeitig eine geringe Rautiefe zu erreichen.
Nun stelle man sich einmal vor, man braucht für eine bestimmte Rautiefe einen Fräser mit 500 mm Radius, dann benötigt man im Arbeitsraum ein Werkzeug mit 1000 mm Durchmesser. Das kann schlicht nicht die Lösung sein.
Kreissegment am Fräser abbilden
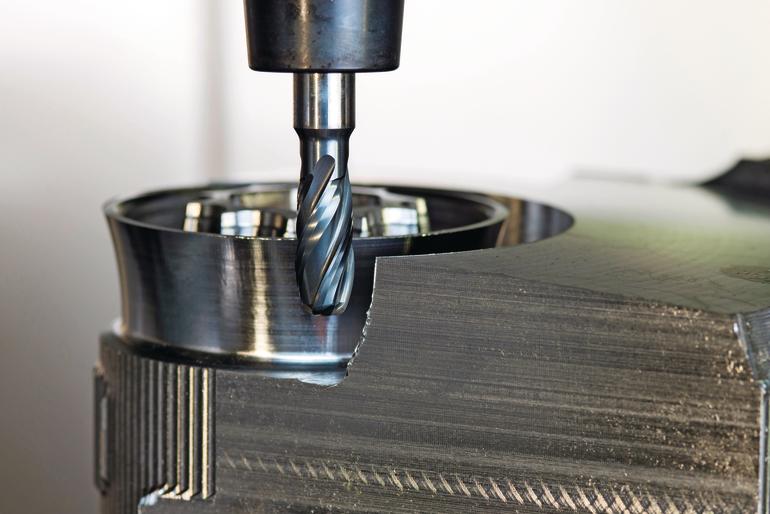
Die Techniker von Franken und Open Mind kamen auf eine innovative Lösung: Man kann das Gleiche erreichen, wenn man nur einen Teil des Kreises, ein Kreissegment, am Fräser abbildet. Erste Versuche gaben ihnen Recht. Gemeinsam wurde ein erster Tonnenfräser entworfen, und Open Mind entwickelte die dazu passenden Strategien für sein CAM-System Hypermill. „Schon der erste Prototyp kam so gut an, dass sich Franken entschloss, diese Serie zu erweitern“, sagte Anton Heilmann, OEM-Manager, bei dem fränkischen Werkzeughersteller auf dem Workshop in Kassel.
Mittlerweile wurde eine ganze Werkzeugfamilie unter dem Namen Kreissegmentfräser entwickelt, welche große Vorteile beim 5-Achs-Vorschlichten und -Schlichten bringt. Es gibt diese Fräser in einer Tonnen-, Tropfen-, Kegel- und Linsenform. Diese wiederum stehen in unterschiedlichen Durchmessern und Längen zur Verfügung.
In Kooperation zu sehr guten Ergebnissen
Die Unternehmensgruppe Emuge-Franken pflegt enge Partnerschaften unter anderem mit Werkzeugmaschinenherstellern und CAM-Systemhäusern. Im speziellen Fall des Workshops in Kassel waren es die Partner Hermle als Werkzeugmaschinenhersteller, in dessen Vorführzentrum der Workshop stattfand, und Open Mind als CAD/CAM-System-Hersteller.
Dazu noch einige Anmerkungen, zunächst zur Maschine: Der Einfluss der Bearbeitungszentren auf das Bearbeitungsergebnis ist enorm. „Die Bearbeitungszentren der C-Baureihe von Hermle erfüllen die geforderten Kriterien“, wie Tobias Merkt, Regionalverkaufsleiter bei Hermle, betont. Mit ihren Maschinenbetten aus Mineralguss, beziehungsweise EN-GJS-400 (bei den Typen C 60 / C 50), stellen sie eine solide Basis für Stabilität und Schwingungsarmut bei der Bearbeitung, sowie Langlebigkeit. Die Bearbeitungszentren, in modifizierter Gantry- oder Portalbauweise, bieten bei geringem Aufstellplatz einen großen Arbeitsraum. Die 5-Achsigkeit entsteht unter anderem durch drei Achsen im Werkzeug und zwei Achsen im Schwenkrundtisch. Der Maschinenhersteller bietet neben dem modularen Aufbau der Bearbeitungszentren auch unterschiedlichste Automatisierungsmöglichkeiten aus einer Hand.
Die Vorführung in Kassel fand auf einer C 32 U Dynamic statt, ein Bearbeitungszentrum mit Werkstückgrößen von Ø 650 x 420 mm (bei Rundteilen) oder 650 x 650 x 500 mm bei prismatischen Werkstücken.
Kreissegmentfräser, eingesetzt mit hohen Zustellungen, bringen durch die großen Radien an der Stirn- oder Mantelschneide höhere Schnittkräfte als herkömmliche Kugelfräser mit sich, dafür müssen die Maschinen geeignet sein. Bei Hermle-Maschinen steht das außer Frage, wie auch die praktischen Versuche in Kassel zeigten.
Der dritte Beteiligte an diesem Workshop war der für sein CAM-System Hypermill bekannte Hersteller Open Mind, der dafür gesorgt hat, dass jeder hier genannte Fräser mit optimalen Fräszyklen gefahren werden kann. Das CAM-System verfügt über ein umfassendes Spektrum an Bearbeitungsstrategien: angefangen bei 2D- und 3D-Strategien über Lösungen für das High-Speed-Cutting und High-Performance-Fräsen, bis hin zu 5-Achs-Bearbeitung, Drehen mit Hypermill Millturn und den Spezialanwendungen für die Impeller-, Blisk-, Turbinenschaufel-, Formkanal- und Reifenbearbeitung.
Zudem bietet das System viele Möglichkeiten für die automatisierte Programmierung, um Maschinenlaufzeiten zu senken und Prozesse zu optimieren. Beispiele dafür sind die ausgereifte Feature- und Makrotechnologie, automatisierte Funktionen wie Spiegeln und Transformieren, Nebenzeiten minimierende Funktionen wie das Job-Linking oder der Produktionsmodus und die vollautomatische Kollisionskontrolle und -vermeidung.
„Alle hier vorgestellten Werkzeuge sind bereits in der Datenbank von Hypermill enthalten, und es existieren dafür optimierte Zyklen“, beschreibt Peter Brambs, Principal Engineer of Product Innovation bei Open Mind, den aktuellen Stand. Nach seinen Aussagen sind die neuen Fräser sowohl tangential, als auch klassisch einsetzbar, was sie sehr vielfältig macht. Er zeigte in Kassel eine Vielzahl möglicher Einsatzfälle von Turbinenschaufeln über Strömungsteile und Werkzeugkomponenten bis hin zu Schnecken und Flanschen.
Besonders beeindruckend war das Beispiel einer speziellen Schnecke, bei deren Bearbeitung mit klassischen Methoden „bisher vier Fräser benötigt wurden, um die gewünschte Genauigkeit zu erhalten. Mit den neuen Tonnenfräsern ist es nun möglich, 12 Schnecken der gleichen Art mit einem Werkzeug zu fertigen“, so die Aussage von Brambs.
Demo-Teil „nicht ohne“
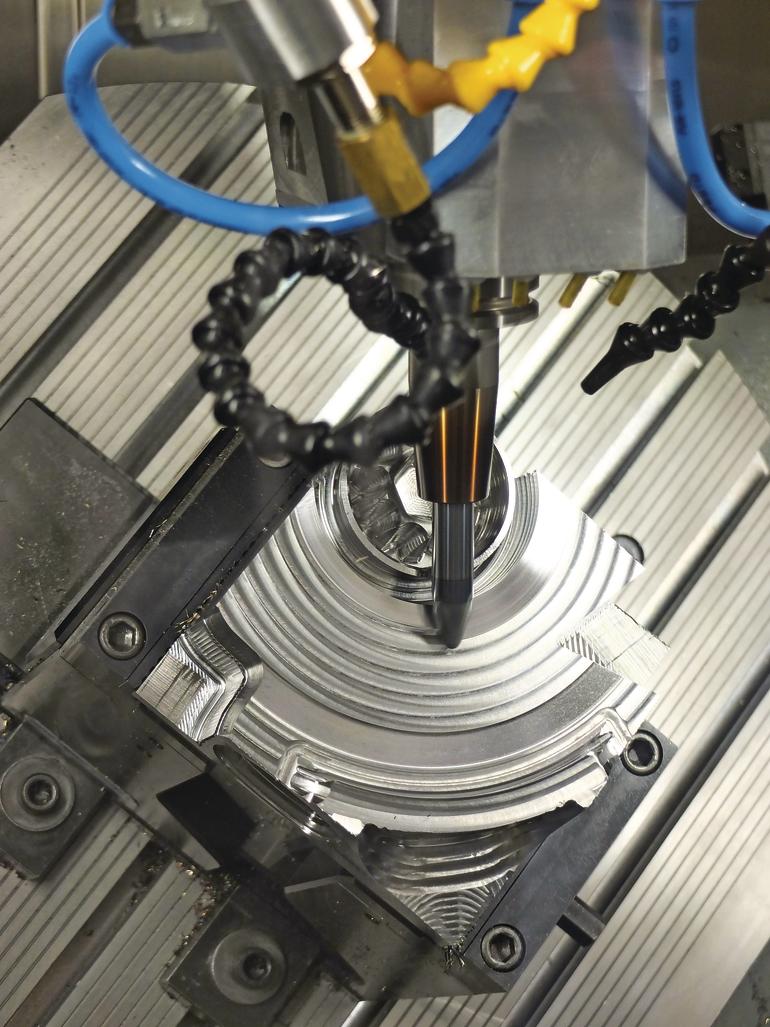
Um die praktische Vorführung während des Workshops wirklich realistisch zu gestalten, haben sich die drei Partner auf ein Demo-Teil geeinigt, welches recht anspruchsvolle Geometrieausschnitte enthält. Es hat eine Größe von 160 x 160 x 55 mm und ist aus Stahl des Typs 1.2312.
Insgesamt sind die neuen Hartmetallfräser für ein breites Spektrum an Materialien geeignet, vom Aluminium bis Inconel. Für die komplette Bearbeitung des Demo-Teils wurden unterschiedliche Werkzeuge in insgesamt 14 Arbeitsgängen eingesetzt. Die Fräsergebnisse sind beeindruckend: Der erreichte Mittenrauwert (Ra) der Werkstückoberfläche beträgt lediglich 0,57 µm, gegenüber 1,15 µm bei der Bearbeitung mit konventionellen Werkzeugen. Die Bearbeitungszeit beim Vorschlichten und Schlichten war mit ca. 40 Minuten sehr kurz. Bei einem anderen Werkstück mit prismatischer Form, das in Kassel ebenfalls präsentiert wurde, hat man beim Schlichten einer Planfläche (konventionell) 79 Minuten gebraucht, bei der Bearbeitung mit einem Kreissegmentfräser sank die Hauptzeit auf 7 Minuten. Durch diese kurzen Bearbeitungszeiten wird der Einsatz von Kreissegmentfräsern sehr wirtschaftlich.
Maschinenfabrik Berthold Hermle AG www.hermle.de
Open Mind Technologies AG www.openmind-tech.com
Franken GmbH & Co. KG www.emuge-franken.com
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}