



Beim Fertigen der Verdichter für Abgasturbolader („kalte Seite“) stellen vor allem die Verdichterräder aus Aluminiumlegierungen besondere Forderungen an die Fertigungstechnik. Denn die ausgeklügelten Schaufelgeometrien werden aus dem Vollen fünfachsig gefräst. Erforderlich ist eine Kombination aus höchster Produktivität und Genauigkeit.
Autor: Autor:
Um die Ansaugluft für den Diesel- oder Ottomotor zu verdichten, arbeiten Abgasturbolader mit einem Radialverdichter. Die Fertigung der Gehäuse für die „kalte Seite“ des Abgasturboladers ist weitgehend unproblematisch. Die gegossenen Leichtmetallwerkstücke werden zum Beispiel in Mehrfachaufspannung auf zwei- und vierspindligen horizontalen Bearbeitungszentren bearbeitet.
Kombiwerkzeuge mit PKD-Schneiden fürs Gehäuse
Um hohe Produktivität durch hohe Schnittgeschwindigkeiten zu realisieren, arbeitet man dabei überwiegend mit PKD-Werkzeugen. Hohe Genauigkeit und Produktivität verwirklichen zudem Sonderwerkzeuge, die mehrere Bearbeitungen in einem Werkzeug kombinieren. Das betrifft das Aufbohren der Lagersitze, das Planen von Dichtungsflächen, Einstiche, Fasen und das Ausspindeln des Verdichtergehäuses. Hersteller wie Mapal, Lothmann, Kern und andere bieten hierfür ein große Palette an durchdachten und inzwischen in der Serienfertigung bestens bewährten Werkzeugen. Sie fassen drei bis fünf Bearbeitungsoperationen zusammen. Das sorgt zum einen für hohe Genauigkeit – die Präzision liegt im Werkzeug – zum anderen für Produktivität. Denn in einem Arbeitsgang werden mehrere Konturen der Verdichtergehäuse fertig bearbeitet.
Eng stehende, stark gekrümmte Schaufeln
Spezielle Forderungen an die Fertigungstechnik dagegen stellen die Verdichterräder. Beim Einsatz in Pkw-Abgasturboladern bestehen sie aus siliziumhaltigen Aluminiumlegierungen und haben zwischen 50 und 100 mm im Durchmesser. Bei Abgasturboladern für größere Dieselmotoren – zum Beispiel für Lastkraftwagen und Schienenfahrzeuge – verwendet man auch Titan wegen des günstigeren Festigkeits-Massen-Verhältnisses. Um die Luft besonders effizient radial zu verdichten und zu beschleunigen, sind die Verdichterräder mit stark gekrümmten, sehr eng stehenden Schaufeln versehen. Bis vor einigen Jahren war es üblich, die Verdichterräder konturgenau im Feinguss zu gießen. Das hat sich inzwischen aber als unzureichend erwiesen. Zum einen gibt es eine Vielzahl an unterschiedlichen Schaufelgeometrien, abhängig von der jeweiligen Charakteristik der Abgasturbolader. Man muss also sehr flexibel Verdichterräder mit unterschiedlichen Schaufelgeometrien herstellen können. Zum anderen erfordern aktuelle Konzepte für Verdichter in Abgasturboladern für Ottomotoren sehr hohe Drehzahlen bis über 300 000 min-1 (Umfangsgeschwindigkeit bis knapp 600 m/s!). Deshalb müssen selbst diese kleinen Verdichterräder in zwei Ebenen ausgewuchtet werden. Gefordert sind Restunwuchten kleiner 0,01 g/mm in Achsrichtung (achsbezogene Unwucht, Z-Richtung) und in der Radebene (Taumelschlag, Y-Richtung). Deshalb hat sich inzwischen eine spanende Fertigung der Verdichterräder aus Stangenabschnitten auf fünfachsigen Bearbeitungszentren durchgesetzt. Für Protoypen und Vorserien eignen sich auch mehrachsige Dreh-Fräszentren (Index, Stama und weitere).
Um den hohen Aufwand zum Sägen der Rohlinge zu reduzieren, verwendet man zunehmend auch feingegossene Rohlinge. Nach dem hochgenauen Bohren der Zentrumsbohrung und dem Überdrehen der Außenkontur können sie direkt auf fünfachsigen Bearbeitungszentren gefräst werden. Dazu war es erforderlich, die 5-Achs-Bearbeitung serientauglich zu machen. Dies ist inzwischen einigen Maschinenherstellern, wie Chiron, Schwäbische Werkzeugmaschinen, gelungen. Ein wesentliches Kriterium für die Bearbeitungszentren ist eine hohe Dynamik. Nur so können die Bearbeitungszeiten wirtschaftlich kurz gehalten werden. Denn beim Eintauchen in die kleinen Schaufelgeometrien mit Kugelkopffräsern müssen die Maschinen sehr viele Bahnbewegungen in allen fünf Achsen in rascher Folge ausführen. Das erfordert zahlreiche Beschleunigungs- und Bremsvorgänge.
Genauigkeit bei hoher Dynamik im Verbund aus Mechanik und Steuerungstechnik
Dabei sollen zudem Genauigkeiten kleiner 0,01 mm in der Kontur eingehalten werden. Unterstützt werden die Maschinenhersteller von Steuerungsherstellern wie Siemens und Fanuc. Sie haben ihre aktuellen Steuerungen (unter anderem Sinumerik S840D solution line) entsprechend leistungsfähig ausgelegt. Diese erreichen nunmehr die erforderlichen Rechengeschwindigkeiten und verfügen über ausreichende Prozessorleistungen, um selbst bei hohen Bahngeschwindigkeiten vorausschauend die Bahnen zu analysieren (look-ahead) und die Steuerungsbefehle für die Antriebssteuerungen auszugeben.
Um die Forderungen von Automobilzulieferern an die produktive Fertigung der Verdichterräder zu erfüllen, bedarf es umfassender Produktionsanlagen. Unter anderem Chiron hat diese konzipiert. Sie bestehen aus der Vorfertigung, der 5-Achs-Bearbeitung, dem Auswuchten und der abschließenden Qualitätssicherung.
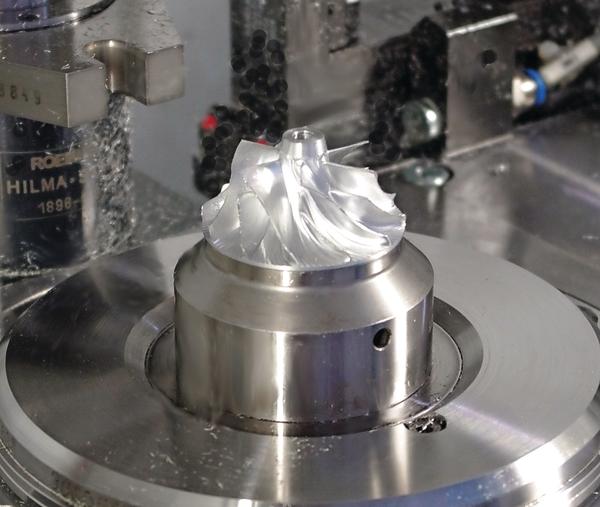
Zunächst werden auf hochproduktiven Drehautomaten Ronden abgestochen und auf Außenkontur vorgedreht oder – inzwischen zunehmend – die feingegossenen Rohlinge auf exakte Außenkontur vorgedreht. Zudem wird die zentrale Bohrung eingebracht. Hierbei kommt es auf Genauigkeiten von wenigen µm im Durchmesser und in der Winkligkeit zur Planfläche des Verdichterrads an. Nur so lassen sich in Folge die geforderten Genauigkeiten in den Schaufelkonturen sowie die benötigte Wuchtgüte realisieren. Nach der Vorfertigung werden die Rohlinge mit einem speziellen Verfahren individuell gekennzeichnet, ohne dabei den Rundlauf durch unwuchtige Massenänderungen zu beeinflussen. Palettiert gelangen die Rohlinge an flexible 5-Achs-Fertigungszellen. Hier be- und entlädt ein Roboter die Bearbeitungszentren. Wie Karl Deufel erläutert, bei Chiron in Tuttlingen zuständig für Planung und Konzeption produktiver Bearbeitungszentren, entscheiden vor allem die Spannvorrichtung und das Spannkonzept auf den Bearbeitungszentren über die erreichbare Genauigkeit. Wesentlich ist, dass die Genauigkeit dauerhaft in einer bedienerlosen Serienfertigung eingehalten wird. Bei Chiron hat man ein spezielles Spannsystem (patentiert) verwirklicht, das automatisch innerhalb kürzester Zeit den Rohling allein über die zentrale Bohrung spannt.
Anschließend bearbeitet das 5-Achs-Bearbeitungszentrum die Schaufelkonturen. Dafür verfügen die Maschinen über Hochfrequenz-Hauptspindeln. Diese arbeiten bei Drehzahlen bis 40 000 min-1. Das ist erforderlich, um entsprechende Schnittgeschwindigkeiten zum sachgerechten Bearbeiten der Aluminiumlegierungen zu realisieren. Denn bearbeitet wird mit VHM-Werkzeugen mit nur 1 bis 4 mm Durchmesser. Auch PKD-Werkzeuge mit eingelöteten Schneiden werden eingesetzt. Die Fräswerkzeuge müssen in teilweise nur 2 mm breite Gassen unter wechselnden Winkeln zwischen den geschwungenen Schaufelblättern eintauchen. Nur so lassen sich die Konturen der Schaufeln entsprechend den Vorgaben fräsen. Um die geforderten Oberflächen zu erreichen, fräst man zeilenweise. Allerdings führt das zu sehr langen Hauptzeiten.
Mehrspindelige Bearbeitung für hohe Produktivität
Damit man bei dieser Bearbeitung eine ausreichend hohe Produktivität erreicht, fertigt man meistens auf zweispindligen Bearbeitungszentren. Mit einigem Aufwand haben Maschinenhersteller eine ausreichende Präzision in der Maschinenkinematik verwirklicht, um für beide in einem Zyklus bearbeiteten Verdichterräder die geforderten Werkstückgenauigkeiten einhalten zu können. Wie Deufel bei Chiron berichtet, erhöht eine zweispindlige Maschine die Produktivität um knapp 90 Prozent gegenüber der einspindligen Variante. Zu erwarten ist, dass die steigende Anzahl an Verdichterrädern speziell für Ottomotor-Abgasturbolader künftig zunehmend mehrspindlig produziert werden. Damit arbeiten die Automobilzulieferer wesentlich wirtschaftlicher. Da die Maschinen rasch umrüstbar sind – Chiron nennt Umrüstzeiten von weniger als 10 min – , bleiben sie dennoch flexibel. Denn inzwischen gibt es – so Erik Pfeiffer bei Schwäbische Werkzeugmaschinen in Waldmössingen zuständig für Technologie – etwa 500 Varianten, die sich in den Schaufelgeometrien und in der Drehrichtung des Verdichters unterscheiden. Bei SW ist man überzeugt, dass die bekannten hochdynamischen, zweispindligen horizontalen Bearbeitungszentren der sogenannten leichten Baureihe die hohen Forderungen an Produktivität weitgehend erfüllen. Vor allem bei größeren Verdichterrädern für Dieselmotoren, die meist in kleineren Losgrößen aus Titan gefertigt werden, erweisen sich zweispindlige Maschinen als vorteilhaft. Denn die Hauptzeiten bei diesen Verdichterrrädern betragen etwa das fünffache, verglichen mit der Bearbeitung von Aluminiumrädern. Speziell mit einem vierspindligen Bearbeitungszentrum will SW die Produktivität weiter vorantreiben. Es soll noch in diesem Jahr in einer Variante zur Fertigung von Verdichterrädern vorgestellt werden. Mit Spannung erwartet die Branche, welche Steigerungen möglich werden.
Mannlos auf flexibler Zelle mit Roboterbeladung
Zu hoher Wirtschaftlichkeit trägt zudem die bedienerlose Fertigung bei. Beim Fertigungskonzept von Chiron be- und entlädt ein Roboter aus einem Palettenspeicher die zweispindligen Bearbeitungszentren (zum Beispiel DZ08FX) über bis zu 20 Stunden mannlos. Fertigungsbetriebe können also nicht nur die dritte (Nacht-)Schicht produktiv nutzen, sondern auch die Wochenenden. Der Tuttlinger Hersteller hat hierfür unter anderem seine Anlagen Flexzell Uno konzipiert.
Für die Qualität der Abgasturbolader entscheidend ist – so Deufel bei Chiron in Tuttlingen – das Wuchten vor allem der schnelllaufenden Verdichterräder. Denn schon kleinste Unwuchten können vorzeitige Schäden an Lagern und Dichtungen im Abgasturbolader verursachen und somit zum vorzeitigen Ausfall führen. Deshalb integriert der Hersteller Messgeräte, 3D-Scanner, zum Messen der Unwucht in seine Fertigungsanlagen. Wie die Erfahrungen zeigen, müssen etwa 20 Prozent der gefertigten Verdichterräder korrigiert werden. Dazu fräst man auf einem zusätzlichen, selbstverständlich einspindligen Bearbeitungszentrum in den vom Messgerät bestimmten Winkelbereichen eine wenige zehntel Millimeter tiefe Nut in die Rückseite der Radscheibe. Wenige Bauteile werden als Ausschuss ausgeschleust. Sie lassen sich auch mit einer Nacharbeit nicht ausreichend wuchten und balancieren.
Diktat der Wirtschaftlichkeit
Branchenkenner sind sich sicher, dass allein mit weitgehend automatisierten und integrierten Fertigungsanlagen die künftig von der Automobilindustrie geforderten großen Mengen an Verdichterrädern zu fertigen sind. Mit entsprechenden Innovationen gilt es, die 5-Achs-Bearbeitung fit zu machen für einen weitgehend bedienerlosen Betrieb. Dabei müssen dauerhaft Genauigkeiten im Bereich weniger µm eingehalten werden. Zudem soll das Ganze künftig die üblichen Forderungen nach jährlich um 3 bis 5 Prozent sinkenden Kosten erfüllen. Denn Abgasturbolader sind schon lange nicht mehr den gehobenen Mittelklasse- und Luxuslimousinen vorbehalten, sondern sollen auch in Kleinwagen für weniger Spritverbrauch und deutlich niedrigeren Co2-Austoß sorgen. Dafür müssen ihre Komponenten aber äußerst wirtschaftlich zu fertigen sein.
Verdichterräder in Großserie wirtschaftlich fertigen
zuverlässig hohe Konturgenauigkeit beim 5-Achs-Bearbeiten in Großserien
mehrspindlige Bearbeitungszentren
exakte Synchronisierung der Bearbeitung durch hochgenaue Maschinenkinematik bei mehrspindligen Bearbeitungszentren
hochgenaue, zuverlässige Spannvorrichtungen
vollständige Fertigungsanlagen vom Rohling bis zum gewuchteten Verdichterrad
Integration von Unwucht-Messgerät und Korrekturstation
flexibles Umrüsten innerhalb kurzer Zeit
vollständige Automation für zumindest zeitweise mannlosen Betrieb
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}