


Bei der Gründung der Metalltechnik-Vils GmbH in Tirol, machte man aus der Not eine Tugend. Parallel zur Neupositionierung des nur 5 km entfernten Deckel Maho Werkes Pfronten im Gildemeisterkonzern, wurde 1994 aus dem ehemaligen Maho-Werk im benachbarten Tirol die Metalltechnik-Vils GmbH (MTV) aus der Taufe gehoben. Der mittelständische Kunststoffverarbeiter mit eigenem Werkzeugbau, Firma Allgaier aus Nesselwang im Allgäu, wollte die in Vils entstandenen Fertigkeiten des Personals und die aufgebauten Zerspankapazitäten nicht einer Abwicklung preisgeben, sondern alles zielgerichtet weiterentwickeln.
Autor: Dr. Hans-Peter Schossig
Die Firma Metalltechnik-Vils besitzt heute als ein kerngesundes Unternehmen volle Auftragsbücher, und die Namen der zumeist aus dem Maschinen- und Fahrzeugbau stammenden Kunden lesen sich wie ein Hochglanzprospekt über Vorzeigeunternehmen. Der jederzeit modern ausgestattete Fertigungsbetrieb erstellt vorzugsweise nach Kundenunterlagen die Werkstücke vollständig mittels aller üblichen Zerspantechnologien, wie Fräsen, Drehen, Schleifen, Draht- und Senkerodieren. Dazu gehört eine 100 % Qualitätskontrolle. Optional gewünschte Oberflächen- und Wärmebehandlungen der generell hochpräzisen Werkstücke werden anschließend mit erledigt. Die Fertigung läuft gegenwärtig dreischichtig nach einer zentralen Fertigungssteuerung weitgehend automatisch ab. Zusätzlich gibt es in Vils einen Werkzeugbau, den Bereich Baugruppenmontage, sowie in ihrer Wertigkeit beim Management ganz vorn liegend, die Ausbildung. Mit 16 Azubis, gleich 16 % der Belegschaft, sichert MTV die hohe Qualifikation der etwa 100 Mitarbeiter, die hochmotiviert unter einer flachen Leitungshierarchie die Fertigungsprozesse nicht nur ausführen, sondern permanent weiterentwickeln.
Maschinenpark stark ausgebaut
Geschäftsführer Bernhard Allgaier drückt es so aus: „Auf intelligente Art Späne zu machen, ist das Kernanliegen von MTV. Dem internationalen Trend folgend, besitzt dabei das Fräsen eine Schlüsselstellung. So ist es kein Wunder, dass wir in den letzten zehn Jahren zusätzlich zu den etwa 30 vorhandenen CNC-gesteuerten Fräsanlagen, zwölf hochmoderne Deckel Maho-Fräszentren installiert haben. Zehn davon besitzen fünf NC-Achsen. Damit wurde die 5-Seiten-Frästechnologie zum Grundpfeiler unserer präzisen Komplettbearbeitung für ein breitgestreutes Werkstückspektrum unserer durchgehend solventen Kundschaft.“ So beliefert MTV neben Deckel Maho weitere Lieferwerke des Gildemeister-Konzerns und Firmen wie AGCO (vormals Fendt), Bosch, Georg Fischer, Trumpf, Swarowski oder Kuka ausnahmslos mit Präzisionsteilen oder vormontierten Baugruppen, um einige wichtigste Auftraggeber zu nennen.
Seit der Firmengründung vor 15 Jahren, tätigte MTV umfangreiche Baumaßnahmen, erst kürzlich wurde eine neue Halle schwerpunktmäßig für die Großteilfertigung eingeweiht. Dazu Bernhard Allgaier: „Wichtiger als die neu gewonnenen Produktionsflächen sind dabei zwei unserer Grundsätze. Zuerst haben Produktionsflächen vor Büroräumen absoluten Vorrang, wobei wir natürlich unsere Büros in den letzten Jahren auch erneuert haben. Zum anderen sind über zwei Drittel unserer 9100 Quadratmeter Produktionsfläche bereits klimatisiert. So kommt kein Rohteil bei uns unaufgewärmt auf die Maschine. Nur zur Erinnerung: Ein ein Meter langes Stahlstück dehnt sich bei einem Grad Temperaturdifferenz um etwa zwölf Mikrometer aus. Und fertigungsbedingte Wärmedeformationen müssen nicht nur in unserer verstärkt ausgebauten Großteilfertigung weitgehend vermieden werden.“
Was bei der Firma MTV noch beispielgebend ist, zeigt ein Betriebsrundgang. Zuerst fällt einem das zwar hochmoderne Büro auf, das aber im Vergleich zu den sich anschließenden Fertigungshallen recht bescheiden wirkt. Recht so, wenn man mit „intelligent gemachten Spänen“ Geld verdienen muss.
In den Büroräumen lassen sich mit dem CAD-System Solidworks auch Teile konstruieren. Im Regelfall werden aber die NC-Programme nach Kundenvorgaben für die durchgängig im Fräsbereich eingesetzte Heidenhain CNC Mill-Plus und ihrer Vorgängerversion am CAM-System Edgecam erstellt. Kollisionsbetrachtungen erfolgen vorab mittels der Softwarekomponenten Vericut, und ein Werkstattbüro sorgt für die Terminplanung und Fertigungssteuerung.
Betriebsleiter Kurt Ostheimer ist ständig im Betrieb präsent und erklärt: „Wir steuern unsere gesamten Fertigungsabläufe zentral nach den vom Rechner optimierten Vorgaben, alle Maschinen haben einen direkten DNC-Anschluss. Diese Vorgaben gelten für den Schlüsselbereich Fräsen, für unsere Bereiche Drehen mit etwa 18 CNC-Drehzentren, dem Werkzeugbau mit der Draht- und Senkerodierabteilung und das CNC-Rund- und Flachschleifen. Somit kann der gesamte Teilefluss, vom Einkauf und Materialbereitstellung über die Fertigung in drei Schichten, mit der darin integrierten Werkzeugvoreinstellung und -versorgung, bis hin zur Qualitätskontrolle mit ihrem umfangreichen Equipment, online verfolgt werden. Kurz gesagt: Meine leitenden Kollegen und ich wissen zu jeder Zeit, wo sich der betreffende Auftrag befindet. Außerdem entwickeln und bauen wir unsere oft komplizierten Spann- und Montagevorrichtungen vollständig selbst. Jedem unserer durchweg anspruchsvollen Kunden liefern wir auf Wunsch ein ausführliches Messprotokoll. Seit 2003 sind wir selbstverständlich nach DIN EN ISO 9001 zu 2000 zertifiziert.“
Was Ostheimer bescheiden unerwähnt lässt, ist die flache Leitungshierarchie, die er selbst durch ständige Präsenz im Fertigungsprozess und der Verantwortung für die Materialbereitstellung bis zum geprüften und versandfertigen Erzeugnis erst ermöglicht.
Fokussierung auf Großteilfertigung
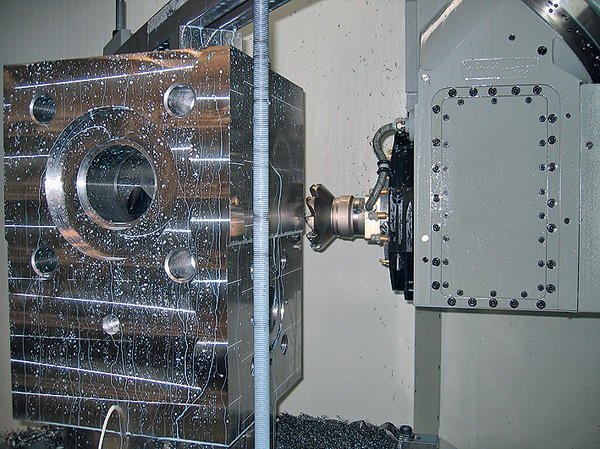
Was wirkt bei MTV noch trendbestimmend? Da ist zusätzlich die Fokussierung auf die Großteilfertigung. Bis vor einigen Jahren dominierten kleinere Werkstücke den Produktionsalltag. So fertigen bis heute jeweils zwei Dreh-Fräszentren mit Beladestationen vollautomatisch kleinere Präzisionsteile in Serie. Die in den letzten zehn Jahren durchgängig von Deckel Maho Pfronten neu erworbenen Fräszentren besitzen zu 80 % fünf NC-Achsen und weitgehende Automatisierungseinrichtungen wie Wandmagazine für 120 Werkzeuge, Palettenwechsler, Produktionspakete mit IKZ und Prozess-Überwachungseinrichtungen. Unter den neuen Maschinen befinden sich allein vier Universalfräszentren DMC 125 U mit fünf Achsen, zwei davon in Duo-Block-Ausführung mit bis 1250 mm Längsweg. Aber auch zwei neue DMC 100 H Duo-Block ergänzen den Bestand von insgesamt fünf Horizontalzentren. Die DMC 100 H Duo-Block, mit ihrem großen Arbeitsraum von 1000 x 1000 x 1000 mm, erledigen u.a. Aufgaben der heute mehr denn je gefragten Schwerzerspanung mit einem Drehmoment bis zu 1240 Nm an der Spindel. Doch das reichte und reicht MTV als Fräsmaschinenspektrum nicht aus.
Dazu Ostheimer: „Wir wollten und wollen unsere Großteilfertigung weiter ausbauen. Denn mit der weitgehend automatischen Fertigung präziser bis mittelgroßer Teile, können wir viele unserer anspruchsvollen Kunden nicht vollständig bedienen. So haben wir uns bereits vor fünf Jahren ein Deckel Maho-Universalzentrum DMC 200 U in 5-Achs-Portalbauweise mit dem Arbeitsraum von X/Y/Z 1800/2000/1100 mm zugelegt. Die DMC 200 U konnten wir von Anfang an vollständig auslasten und sind mit ihr seit der schnellen Inbetriebnahme hoch zufrieden. Die einfache Begründung: Zuverlässig und schnell verlassen anspruchsvolle Teile in hoher Präzision das DMC 200 U Portalfräszentrum mit Palettenwechsler.“
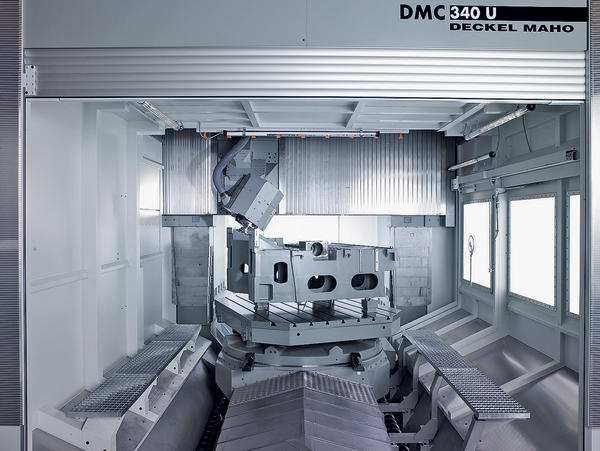
Diese Entwicklung setzte sich bei MTV fort: Der ersten DMC 200 U folgte im Vorjahr die Installation eines zweiten Portalzentrums mit gleicher Ausstattung. Als bisher krönender Abschluss wurde etwa gleichzeitig das Deckel Maho Mega-Fräszentrum DMC 340 U in einer sagenhaft kurzen Installationszeit in die Fertigung integriert. Damit ist MTV in der Lage, Werkstücke bis zu einem Umlaufdurchmesser von 3400 mm und 1600 mm Höhe rundherum mit höchster Präzision zu bearbeiten. Alle Portalmaschinen haben eine in die B-Achse integrierte Getriebespindel „5X Torquemaster“ mit SK 50-Aufnahme. Diese Powerspindel hat mit 44 kW und 1550 Nm Drehmoment genug Reserven für sogenannte HPC-Bearbeitungen.
Dazu Geschäftsführer Bernhard Allgaier: „Universalität ist bei Fräszentren für die Großteilbearbeitung neben Produktivität besonders gefragt. Entsprechend unseren Kundenansprüchen bezüglich hoher Genauigkeiten werden trotzdem Vorfräsarbeiten auch mal auf speziellen Maschinen erledigt, um unsere ‚Paradepferde‘ für die sehr genaue Fertigbearbeitung freihalten zu können. Von unseren 14 neuen Deckel Maho 5-Achs-Fräszentren werden elf Maschinen für das 5-Achs-Simultanfräsen genutzt. In unserer klimatisierten Großteilfertigung haben wir das neue DMC 340 U-Portalfräszentrum, neben die beiden bereits vorhandenen Deckel Maho DMC 200 U-Bearbeitungszentren, in eine Grube gesetzt, um einen möglichst einfachen Zugang zum ohnehin sehr bedienerfreundlich gestalteten Arbeitsraum der Großmaschine zu haben. Trotz der Grube besticht uns der generelle Vorzug an Deckel Maho-Großmaschinen, wie an allen anderen eigensteifen Maschinen der Pfrontener auch, dass keinerlei weitere Fundament- arbeiten notwendig werden und man damit Geld für weitere Fräsmaschinentechnik freibekommt.“
Nun könnte ein neidischer Wettbewerber dazu feststellen, dass bei den hochgelobten Beziehungen zwischen MTV und Deckel Maho „Vetterleswirtschaft“ angesagt ist.
Das mag wohl in Bezug auf das gleiche Denken und die ähnliche Mentalität der nicht weit voneinander entfernt liegenden Vorzeigefirmen mit vielen sogenannten „Mächelern“ (Tüftler, Erfinder) im Personalbestand stimmen, aber im international harten Wettbewerb, im Bezug auf spanende Fertigungsarbeiten, zählt das allein nicht. Gerade weil man mental ähnlich tickt und natürlich einen überaus engen Erfahrungsaustausch schätzt, will und muss der Maschinenkunde MTV eindeutig die Wettbewerbsvorteile der Pfrontener Erzeugnisse nicht nur erkennen, sondern im knüppelharten Fertigungsalltag als Lieferant auch nachweisen.
Qualität hat Vorrang
Dazu Bernhard Allgaier: „Wir würden, wie in der Vergangenheit, in jedem Fall wieder bei Deckel Maho Pfronten als Maschinenlieferant landen. Können wir doch unsere hohen Qualitätsansprüche nur mit dem durchgängigen Fräszentren-Spektrum der Pfrontener von 400 bis 3400 Millimeter Weg erfüllen, zumal im Gildemeister-Konzern auch noch unser Bedarf an unterschiedlich großen Drehmaschinen mit adäquatem Qualitätsanspruch gedeckt werden kann. Weiterhin sind wir von der Kombination aus Universalität und Produktivität überzeugt. Und die generell vorhandene hohe Genauigkeit der Pfrontener Maschinen zieht sich wie ein roter Faden durch die teilweise schon langen Laufzeiten aller gelieferten Maschinen, einschließlich der in der Lehrwerkstatt. Gegenwärtig sehen wir sowohl in der Mono-Block- und Duo-Block-Bauweise, als auch in den Portal-Maschinen von Deckel Maho, Fräszentren der Weltspitzenklasse. Wobei die Pfrontener den Spagat zwischen verschiedenen Kundenforderungen und einer in Serie erzeugten Maschine durch ihre konsequent eingesetzte Modul-Baukastentechnik, eindrucksvoll im Praxisalltag demonstrieren. Das gilt auch für das reichhaltigste Angebot an Optionen, das wir kennen. Und so setzt sich unsere Zusammenarbeit im Bereich Baugruppenmontage nicht nur fort, sondern dieser Zweig wird verstärkte Bedeutung erlangen.“
So hat sich seit einiger Zeit die Zusammenarbeit der Tiroler und Allgäuer um die komplette Montage von Deckel Maho-Rumpfmaschinen erweitert. Die Lieferung weiterer Rumpfmaschinen von MTV an Deckel Maho Pfronten sind eine sichere Bank für die Zukunft und im Gegenzug gibt es in der neuen, klimatisierten Fertigungshalle in Vils bereits eine fertige Baugrube für ein weiteres Portalfräszentrum DMC 340 U.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}