

Durch Schleifbearbeitung lassen sich Geometrietreuen und Oberflächenqualitäten erreichen, die mit normalen spanabhebenden Bearbeitungsverfahren kaum darstellbar sind. Grund hierfür sind die extrem feinen, durch das stetige Ausbrechen der Schleifkörner immer wieder nachgeschärften Schneiden, welche den Materialabtrag bewirken. Dadurch erfolgt dieser viel kleinteiliger als bei den Verfahren mit definierter Schneide. Das Resultat sind sehr gleichmäßige und glatte Oberflächen. Autor: Klaus Vollrath
„Dank langjähriger Spezialisierung können wir heute auch extrem anspruchsvolle Profile mit einer Genauigkeit schleifen, an die nur wenige herankommen“, erläutert Anton Flury, Seniorchef der Flury Tools AG in Arch/Schweiz. Das mittelständische Unternehmen hat sich auf besonders anspruchsvolle Aufgabenstellungen spezialisiert, bei denen die Komplexität der Geometrie, die Präzision der Teile, die Flexibilität bezüglich der Erfüllung von besonderen Kundenwünschen sowie die Bandbreite der eingesetzten Verfahren und Anlagentypen im Vordergrund stehen.
Seit Anton Flury vor mehr als 40 Jahren seine erste Anlage für das projektionsoptische Profilschleifen in Betrieb nahm, hat sich die Firma zu einem Kompetenzzentrum entwickelt, in dem nahezu alle modernen maschinellen Schleiftechnologien mit modernster Ausrüstung zum Einsatz kommen. Dabei konzentriert man sich weniger auf Massenfertigung als vielmehr auf solche Aufgabenstellungen, die selbst mit modernen Anlagen nicht so ohne weiteres „auf Knopfdruck und nach Programm“ bewältigt werden können, sondern Erfahrung und Knowhow erfordern. Dafür nimmt man in Kauf, dass die Serienlosgrößen sich zumeist vom Einzelstück bis hin zu einigen Dutzend Exemplaren bewegen.
Eine Ausnahme bildet nur das Tiefschleifen, wo man Stückzahlen in fünf- und sechsstelliger Größenordnung erreicht. Auf der anderen Seite bedient man mit den hochwertigen Spezialitäten eine Marktnische, in der man Wettbewerber, die vor allem auf automatisierte Prozesse in großen Stückzahlen setzen, kaum zu fürchten braucht. Im Gegenteil, man habe sogar eine gewisse Anzahl derartig ausgerichteter Betriebe in der Kundschaft. Diese klopften beispielsweise an, wenn es um besonders genaue Vorrichtungen und Lehren für ihre eigenen Produkte gehe.
Komplexe Geometrien
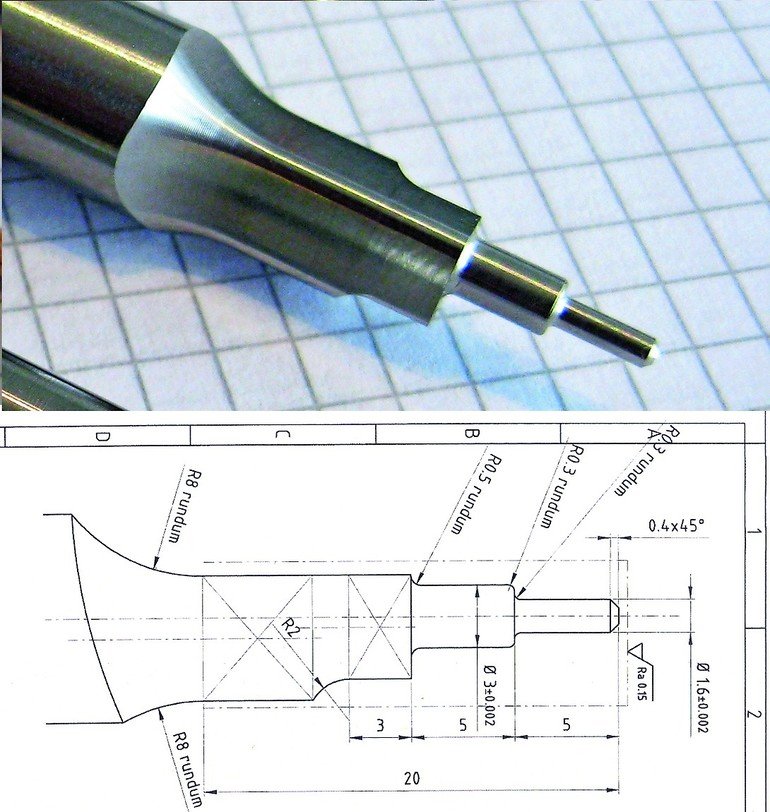
„Nach umfangreicher Vorarbeit zur Kombination mehrerer Verfahren sind wir jetzt soweit, dass wir das hochgenaue Schleifen selbst außergewöhnlich filigraner und dünnwandiger Teile mit sehr komplexer Geometrie beherrschen“, ergänzt Matthias Flury, der das Unternehmen zusammen mit seinem Vater in zweiter Generation leitet. Beispiel sei ein Stanzwerkzeug für die Uhrenindustrie, das bei Wanddicken von zumeist nur 0,2 bis 0,4 mm sowohl konvexe als auch konkave Partien aufweise. Die Genauigkeitsanforderungen liegen bei ± 2,5 µm. Das Bauteil besteht aus Hartmetall – einem Werkstoff, der empfindlich auf thermische Überbeanspruchung beim Schleifen reagiert. Im Profil weist es sowohl konvexe als auch konkave Konturbereiche auf, wobei es zwischen diesen zahlreiche Übergänge gibt. Besondere Herausforderung ist bei diesem Teil zudem die Gesamtlänge des geschliffenen Profils, die bei rund 20 mm liegt. Weiteres herausragendes Merkmal ist eine Oberflächenrauigkeit Ra von lediglich 0,06–0,08 mm.
Kombination unterschiedlicher Verfahren
„Solche Aufgaben erfordern zwingend den Einsatz unterschiedlicher Schleiftechnologien, weil die geforderten Geometrien anders nicht dargestellt werden könnten“, weiß Flury. Hier erweise sich die sehr breitbandige Ausrichtung des Unternehmens als entscheidender Vorteil. So verfügt man über hochmoderne, CNC-gesteuerte 4-Achs-Anlagen des Herstellers Amada für das projektionsoptische Profilschleifen, die kleinste Zustellbewegungen mit einer Schrittweite von lediglich 0,1 µm ausführen können.
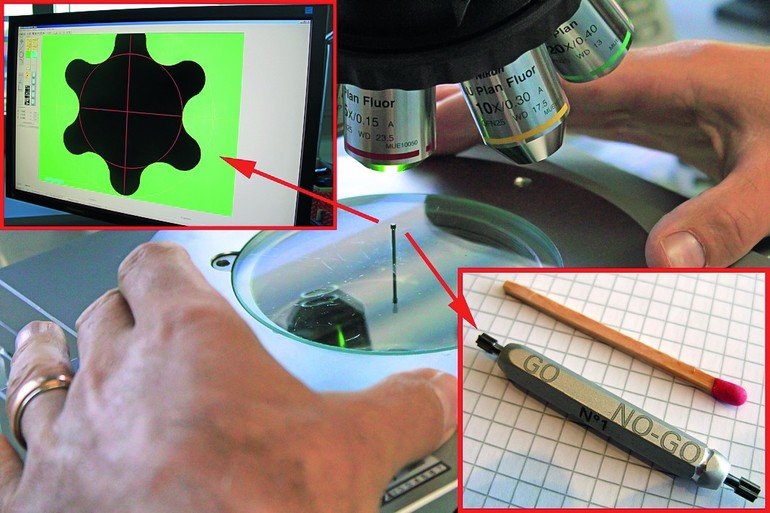
Diese speziell für höchste Präzision ausgelegten Anlagen verfügen über Messsysteme mit einer Auflösung von 50 Nanometer sowie Temperiersysteme für die wesentlichen Komponenten wie Spindel, Hydrauliköl und Lampe. Ihre CNC-Steuerung ermöglicht den teil- oder vollautomatischen Betrieb sowie die Übernahme von Bearbeitungsprogrammen, die vorab extern erstellt wurden. Auf diesen Anlagen werden hochpräzise Stempel, Werkzeuge und Profile aus Hartmetall, Sonderlegierungen oder auch Keramik hergestellt, die beispielsweise als Prüflehren in der Serienfertigung zum Einsatz kommen. Als weitere Anlagenkategorie verfügt man über Rollomatic-Anlagen für das Schälschleifen, mit deren Hilfe selbst extrem dünne und zugleich lange Teile mit hoher Genauigkeit und Oberflächengüte hergestellt werden können.
Die Anlagen arbeiten mit zwei in unterschiedlichen Winkeln angeordneten Schleifscheiben, von denen eine das Schruppen und die andere das Schlichten übernimmt. Da hierbei die Möglichkeit besteht, die Achsen der Schleifscheiben winkelsynchron zur Rotation des Werkstücks horizontal zu verfahren, lassen sich damit nicht nur runde Konturen, sondern darüber hinaus auch komplexere Geometrien wie Flächen, Vielecke oder unrunde Profile schleifen. Für wieder andere Aufgabenstellungen, wie die Bearbeitung von Flächen oder komplexen Schneidengeometrien bei Schneidplatten, kommen fünfachsige Schleifzentren von Haas zum Einsatz, die für beliebig geformte Teile wie Wendeschneidplatten, Standardschneidplatten oder Auswerferstifte mit speziellen Geometrien eingesetzt werden.
Ein weiterer Einsatzbereich sind Bauteile mit dreidimensionalen Freiformflächen wie beispielsweise Implantate für Kniegelenke. Zu den besonderen Stärken von Flury gehört die genaue Kenntnis von Möglichkeiten und Grenzen der einzelnen Verfahren sowie die Fähigkeit, diese in Kombination einzusetzen, um so Geometrien darzustellen, die mit nur einer Technologie allein gar nicht erzeugt werden könnten.
Ergänzt wird diese Ausstattung durch Systeme für das Flachschleifen sowie für das Innen- und Außenrundschleifen. Angesichts der hohen Genauigkeitsanforderungen wurde auch das Umfeld der Anlagen sorgfältig an die Aufgabenstellung angepasst, wobei Temperaturstabilität eine herausragende Rolle spielt. Viele Anlagen stehen daher in klimatisierten Räumen, und auch das Schleiföl wird sorgfältig feingefiltert und temperiert.
Spezielle Halterungen
„Dieser Wechsel zwischen verschiedenen Bearbeitungssystemen erfordert wiederum sehr viel Erfahrung und Knowhow im Bereich der Halterungen und Spannsysteme“, setzt Matthias Flury hinzu. Die Herausforderung bestehe darin, Positions- ebenso wie Fluchtungsfehler sowohl beim Spannen der Werkstücke im Spannmittel selbst als auch bezüglich der Positionierung innerhalb des Bearbeitungssystems sicher im Griff zu haben.
Eine Toleranz von beispielsweise ± 2 oder ± 2,5 µm innerhalb einer Aufspannung einzuhalten, sei im Prinzip noch keine besondere Kunst; dies bei mehrfachem Systemwechsel zu schaffen, sei dagegen alles andere als trivial.
Hinzu komme die Forderung, dass die Spannmittel äußerst schlank sein müssen, damit die im Vergleich zu den Werkstücken vergleichsweise sehr großen Schleifscheiben noch den erforderlichen Auslauf haben. Solche Halterungen gebe es – vor allem mit Blick auf die geforderten Genauigkeiten – so gut wie nirgendwo „von der Stange“. Deshalb stelle man die benötigten Prismen, Spannzangen oder Schraubstöcke in den meisten Fällen selbst her.
Unterschiedlichste Werkstoffe
„Weitere Besonderheit ist die Bandbreite der Werkstoffe, die wir verarbeiten können“, sagt Anton Flury. Dies reiche von den „klassischen“ Materialien – Stähle, Werkzeugstähle und Hartmetalle – bis zu eher exotischeren Materialien wie Keramiken, Aluminium, Titan oder Cobalt. Eine Klasse für sich bilden darüber hinaus Implantate für die Medizintechnik, da hier noch besondere Vorschriften bezüglich Biokompatibilität einzuhalten sind.
Zudem gleicht kein Material dem anderen, bei jedem muss man genau wissen, mit welchen Schleifmitteln und Körnungen man ihm zuleibe rücken sollte und welche Parameter einzuhalten sind, um im Spannungsfeld zwischen Präzision, Oberflächenqualität und Produktivität das jeweils optimale Ergebnis zu erzielen. Hierbei zählt vor allem Erfahrung, denn Empfehlungen von Lieferanten bewegen sich aus verständlichen Gründen zumeist konservativ auf der „sicheren Seite“, zudem gibt es immer neue Werkstoffpaarungen, die sich dann überraschend anders verhalten können als erwartet.
Kundennutzen im Vordergrund
„Angesichts der Komplexität der Aufgabenstellungen und der hohen Anforderungen hat bei uns die ausführliche Beratung der Kunden einen besonders hohen Stellenwert“, erklärt Matthias Flury. Hierbei analysiere man auch den Einsatzzweck und gebe z. B. Hinweise bezüglich der optimalen Werkstoffwahl. Auch die gewünschte Geometrie werde sowohl bezüglich ihrer Machbarkeit als auch mit Blick auf die Wirtschaftlichkeit kritisch in Augenschein genommen. Dies gelte beispielsweise auch für die Optimierung komplexer Schneidengeometrien von Schnittwerkzeugen z. B. für Automatendrehbänke, wo Feinheiten der Ausführung erhebliche Auswirkungen auf die Produktivität der Anlagen haben können. ■
Flury Tools AGwww.flurytools.ch
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}