


In Zukunft realisiert das Unternehmen aus dem nordhessischen Eschwege ganzheitliche Zerspanungslösungen für die µm-genaue Einbringung und Optimierung von nicht nur Außen-, sondern auch Innenverzahnungen.
Hochkomplexe Fertigung innenverzahnter
Hohlräder von Planetengetrieben
Umlaufrädergetriebe – besser bekannt unter der Bezeichnung Planetengetriebe – sind prädestiniert für den Einsatz im Antriebsstrang von Automatik- und insbesondere Elektrofahrzeugen. Denn im Vergleich zu konventionellen Stirnradstufen ermöglichen Planetengetriebe die Aufteilung des Leistungsflusses in drei oder mehr Stränge. Eine Tatsache, die höhere Über- bzw. Untersetzungen und damit die Erreichung einer größeren Leistungsdichte erlaubt – und das bei geringerer Masse und Bauraum sowie gesteigerter Laufruhe. Auf diese Weise erfüllen sie die im Bereich von Elektroantrieben, die sich durch vergleichsweise höhere Motordrehzahlen von bis zu 17 000 Umdrehungen pro Minute auszeichnen, bestehende Notwendigkeit höherer Drehmomente bei gleichzeitiger Platz- und Gewichtsreduzierung.
Fertigungsseitig resultieren diese Faktoren in engeren Form- und Lagetoleranzen und damit in der Erfordernis einer noch präziseren Bearbeitung entsprechender Bauteile des Planetengetriebes, insbesondere in Bezug auf die Qualität und das Geräuschverhalten einzubringender Verzahnungen. Das Eschweger DVS-Unternehmen Präwema Antriebstechnik realisiert diese Anforderungen mit maßgeschneiderten Technologie-, Maschinen- und Werkzeuglösungen zur hochgenauen Verzahnungseinbringung und -optimierung.
Maßgeschneiderte Lösungen zur Weich- und Hartfeinbearbeitung des einfachen Planetensatzes
Basierend auf der umfassenden Expertise hinsichtlich seiner weltweit führenden Optimierungstechnologie außenliegender Verzahnungsoberflächen, dem Präwema-Verzahnungshonen, entwickelte der DVS-Verzahnungsspezialist diese Technologie nun auch für die Hartfeinbearbeitung von Innenverzahnungen weiter. Ergänzt durch den Einsatz der Verzahnungstechnologie Power Skiving, dt. Wälzschälen, sowie die Möglichkeit der Integration weiterer Bearbeitungsschritte wie dem Entgraten bietet Präwema damit ein Gesamtpaket zur hochpräzisen Weich- und Hartfeinbearbeitung des gesamten Planetensatzes – also nicht mehr nur außenverzahnten Planeten- und Sonnenrädern, sondern auch innenverzahnten Hohlrädern.
Denn wurden an die Fertigungsgüte innerverzahnter Hohlräder in der Vergangenheit, geringere Qualitätsmaßstäbe angelegt als an die außenverzahnten Bauteile, so wandelt sich dieser Umstand in Anbetracht der gegenwärtiger. Die bislang geringeren Qualitätsansprüche gründeten in zweierlei Faktoren. Zum einen ist die Zahnfußtragfähigkeit angesichts günstigerer Geometrieverhältnisse, insbesondere im Zahngrund, weniger kritisch als bei Planeten- und Sonnenrädern. Zum anderen mangelte es aufgrund der vergleichsweise geringeren Losgrößen von Hohlrädern an entsprechend hochentwickelten Bearbeitungstechnologien.
Steigende Anforderungen an die Fertigungsgü
von Hohlrädern
So erfolgte die Steigerung der Leistungsfähigkeit von Planetengetrieben herstellerseitig bisher – mittels des Einsatzes einer Bearbeitungsfolge von sowohl Weich- als auch Hartfeinbearbeitungsverfahren – fast ausschließlich über die kontinuierliche Optimierung der Bearbeitungsqualität der Planeten- und Sonnenräder. Entsprechend verfügen diese Bauteile über hohe Verzahnungsqualitäten sowie Festigkeitswerte und erlauben eine Vielzahl von Verzahnungskorrekturen. Konträr dazu wird die Innenverzahnung der typischerweise aus Vergütungsstahl bestehenden Hohlräder bis dato lediglich weichbearbeitet und erfährt nach der Verzahnungsherstellung i.d.R. keine zusätzliche Wärmebehandlung. Die Folge: Limitierte Korrekturmöglichkeiten sowie durchschnittliche Festigkeitswerte und Verzahnungsqualitäten, die sich negativ auf das Verschleiß- und Geräuschverhalten und damit auf die Funktionseffizienz des Getriebes auswirken.
Dahingehend von Präwema in Bezug auf die Hohlradfertigung identifizierte Optimierungspotentiale, deren Umsetzung nicht nur Kompetenz im Bereich der Verzahnungsherstellung, sondern vielmehr aller Prozessschritte erfordert, liegen damit sowohl in der Tragfähigkeitssteigerung durch Einsatzhärtung als auch im Einsatz präziser und wirtschaftlicher Hartfeinbearbeitungsverfahren im Anschluss an die Wärmebehandlung. Speziell hierfür entwickelte bzw. optimierte das Unternehmen neben einem geeigneten Maschinenkonzept auch zugehörige Weich- und Hartbearbeitungsverfahren.
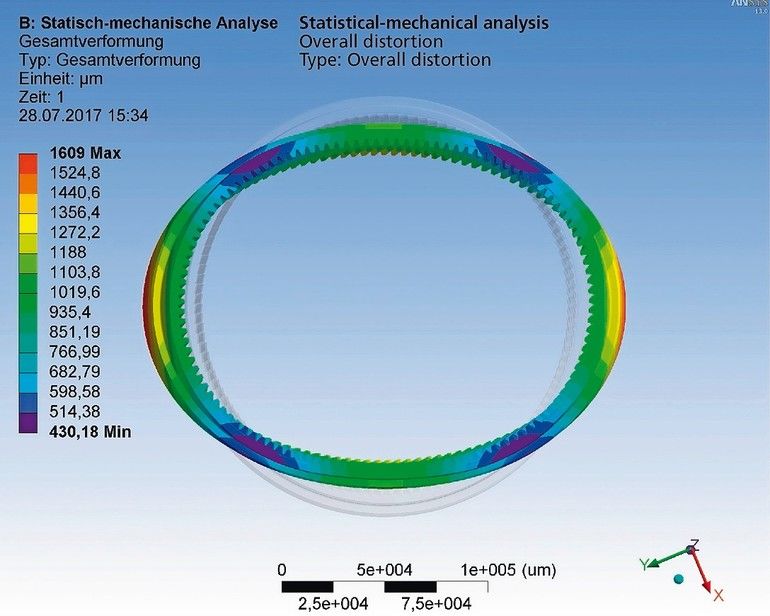
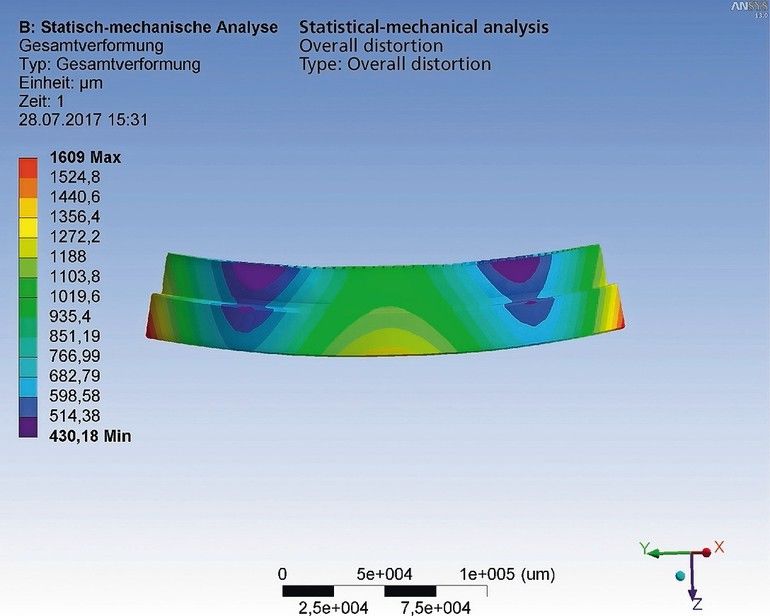
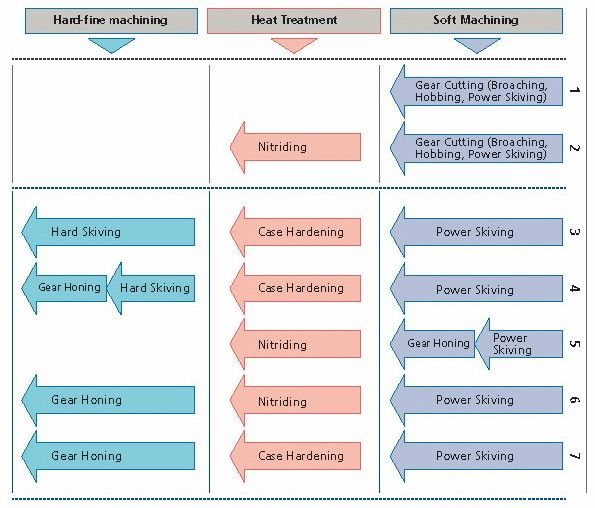
In Abhängigkeit des anwenderseitigen Qualitätsanspruches an das resultierende Hohlrad, veranschaulicht Abbildung 1 mögliche Prozessfolgen im Bereich der Hohlradfertigung. Die Varianten 1 und 2 zeigen den bereits erörterten konventionellen Herstellungsprozess, wobei die in Variante 2 enthaltene optionale Wärmebehandlung durch Nitrieren eine Tragfähigkeitsteigerung ermöglicht, jedoch zugleich einen negativen Einfluss auf die Verzahnungsqualität ausübt. Die Varianten 3, 4 und 7 zeigen Prozessfolgen, welche die Realisierung von Optimierungen hinsichtlich Tragfähigkeit und Verzahnungsqualität erlauben – jeweils unter Anwendung einer Wärmebehandlung durch Einsatzhärtung im Anschluss an die Weichbearbeitung. Dieses Härteverfahren, umgesetzt bspw. durch Dornhärtung oder Niederdruckaufkohlung mit nachfolgender Hochdruckabschreckung, steigert die Materialfestigkeit, führt allerdings zu Härteverzügen in Form von Schrumpfung, Ovalität und Shipform. Aus diesem Grund ist eine korrigierende Hartfeinbearbeitung wichtiger Funktionsflächen der Zahnräder, insbesondere der Laufverzahnungen und Lagersitze, im Anschluss an das Härten erforderlich.
Wärmebehandlung steigert Festigkeit,
erfordert jedoch korrigierende Hartfeinbearbeitung
Für den in Abbildung 3 zugrundeliegenden Anwendungsfall einer typischen Hohlradgeometrie des Pkw-Automatikgetriebes konnten die Verzüge hinsichtlich Rundheit und Ebenheit durch gezielte Prozessführung des Härtevorgangs annähernd halbiert werden. Zu beachten gilt es in diesem Zusammenhang, dass im Rahmen der Verzahnungsweichbearbeitung die Vorhaltung eines gewissen Protuberanzmaßes erforderlich ist, um Kerben in der Fertigverzahnung vorzubeugen. Auch können die Qualitätsanforderungen an die Weichbearbeitung aufgrund der sich anschließenden Hartfeinbearbeitung in engen Grenzen reduziert werden. Gleiches gilt auch für die Möglichkeit von Verzahnungskorrekturen. Eine alleinstehende Sonderform stellt Variante 5 dar: Einem Vorschälprozess schließt sich zur Verbesserung der Oberflächengüte ein Honprozess im Rahmen der Weichbearbeitung an. Durch den anschließenden Nitrierprozess entstehende Härteverzüge werden bei jener Prozessfolge bewusst in Kauf genommen.
Als Hartfeinbearbeitungsverfahren setzt das DVS-Unternehmen auf das hochproduktive Power Skiving bzw. das speziell für Anwendungen im Bereich von Innenverzahnungen vorliegender Art weiterentwickelte Präwema-Verzahnungshonen. Das Hartwälzschälen ermöglicht die effektive Korrektur von Härteverzügen, jedoch nicht der charakteristischen Vorschubmarkierungen. Entsprechend eignet sich das Hartwälzschälen für die Serienproduktion von Hohlrädern mit etwas geringerem Qualitätsanspruch (Variante 3) sowie als Vorbearbeitung zum Verzahnungshonen, da lediglich noch geringe Abträge notwendig sind, um Formabweichungen und Einzelteilungsfehler zur minimieren und dadurch sehr hohe Verzahnungsqualitäten zu erzielen (Variante 4). Bei den Varianten 6 bzw. 7 schließt sich die Hartfeinbearbeitung durch Innenhonen der Verzahnungsweichbearbeitung mittels Power Skiving sowie der Wärmebehandlung durch Nitrieren bzw. Einsatzhärten an. Im Kontext höchstbelasteter Bauteile ist letztere Variante aufgrund der besseren resultierenden Tragfähigkeitseigenschaften zu bevorzugen.
Höchste Oberflächen- und Profilgüten innenliegender Verzahnungsoberflächen
Das für innenliegende Verzahnungen weiterentwickelte Präwema-Verzahnungshonen erfüllt – genau wie das bewährte Honen von Außenverzahnungen – höchste Ansprüche hinsichtlich der Oberflächen- und Profilgüte verzahnter Bauteile und ermöglicht damit die Herstellung von Hohlrädern in bisher unerreichter Produktivität und Fertigungsqualität. Das Anregungsverhalten der Verzahnung wird durch die dem Verzahnungshonen eigene typische Struktur positiv beeinflusst. Abbildung 2 verdeutlicht, dass sowohl die Oberflächenstruktur als auch die für die Geräusch- und Verschleißentwicklung entscheidenden Parameter, bspw. Teilungsabweichungen, minimiert werden. Dem Getriebebau erlaubt dies die Produktion verschleiß- und geräuschreduzierter Planetengetriebe mit höheren übertragbaren Drehmomenten – exakt wie für Anwendungen im Bereich des Antriebsstranges von Automatik- und insbesondere Elektrofahrzeugen gefordert.
Passgenaue und wirtschaftliche Original-Werkzeuglösungen für diesen Prozess liefert das DVS-Schwesterunternehmen DVS Tooling, dessen Leistungsspektrum den gesamten Werkzeugumfang des Präwema-Verzahnungshonens abdeckt. Hierzu zählen gänzlich neu entwickelte innenverzahnte VarioSpeedDresser-Abrichtwerkzeuge sowie außenverzahnte Honräder. Wie beim Honen von Außenverzahnungen, erlaubt der VarioSpeedDresser auch in diesem Zusammenhang ein hochpräzises Abrichten des Honwerkzeuges, in diesem Fall des Honrades, mit definierter Schneide und flexibler Definition der Zahngeometrie. In Verbindung mit dem Präwema-Verzahnungshonprozess resultiert hieraus die Möglichkeit des Einbringens geometrischer Anpassungen, bspw. Flankenlinienkorrekturen, bei gleichzeitigem exaktem Finishen der Verzahnungsoberflächen – ein Meilenstein im Bereich der Feinbearbeitung gehärteter Innenverzahnungen von Getriebekomponenten.
Präwema Antriebstechnik GmbH
www.praewema.de

Hier finden Sie mehr über:




















{kind=link}