


Das auf der AMB vom Drehspezialisten Weisser vorgestellte Unrund-Bearbeitungssystem Weisser HOT (Hyperspeed Oval Turning) ermöglicht die Herstellung ovaler und polygonaler Werkstückformen durch multifunktionale Bearbeitung. Laut Angabe des Herstellers soll das neue System bis zu dreimal so schnell sein wie aktuell übliche Verfahren.
High-Performance-Technologieverfahren, wie das Unrunddrehen, dokumentieren die hohe Innovationsfähigkeit und Kompetenz des Unternehmens, resultierend aus über 150 Jahren Erfahrung im Werkzeugmaschinenbau.
Technologiekompetenz zur Herstellung ovaler und polygonaler Werkstückformen
Unrunde Werkstückformen werden beispielsweise im allgemeinen Maschinenbau, der Automotiveindustrie, im Flugzeugbau, der Elektrotechnik und vielen anderen Bereichen der Metallbearbeitung eingesetzt.
Das Leistungspotenzial der in ihrer Kons- tellation einzigartigen Weisser-Technologie „Unrunddrehen“, ermöglicht nicht nur die hochproduktive Bearbeitung von Hubkolben für Verbrennungsmotoren, sondern auch anderer Teile, wie z. B. das Hartdrehen von Nockenwellen, Mehrkantprofilen oder die Herstellung von Polygonformen.
Es sind sowohl die genormten Polygonprofile nach DIN 32711 (Welle und Nabe) bzw. 32712 (Welle) beherrschbar, als auch von der Norm abweichende harmonische oder auch disharmonische Konturen mit höheren „Eckenzahlen“. So sind z. B. P3G-Polygonverbindungen selbstzentrierend, d. h. bei Verdrehung gleicht sich ein evtl. gegebenes Spiel symmetrisch aus und kerbspannungsfrei, d. h. der Spannungsverlauf unter Drehmomentenbelastung ist harmonisch. Insbesondere hypotrochoide Profile eignen sich als polygonale Welle-Nabe-Verbindungen (PWNV) zum Übertragen stoßartiger Drehmomente und finden ihren bevorzugten Einsatz in Antrieben oder Pkw-Getrieben z. B. bei Schalträdern, Parksperren, etc. als Presspassungen oder auch als Schiebesitze.
Fügen polygonaler Werkstücke
Ergänzend zum Unrunddrehen bietet Weisser Prozesslösungen zum Fügen solcher polygonaler Formen an. Diese Technologielösung
- vereinfacht das Fügeverfahren signifikant
- substituiert thermische Fügeprozesse
- spart hohe Investitionssummen und Folgekosten
- reduziert die Energiekosten wesentlich
- erleichtert die Integration in die Fertigungslinie
- optimiert die Prozesskette und die Logistik
- generiert eine hohe Flächenproduktivität
- ist aufgrund der Trockenbearbeitung sehr umweltschonend
Perfektion beim Unrunddrehen
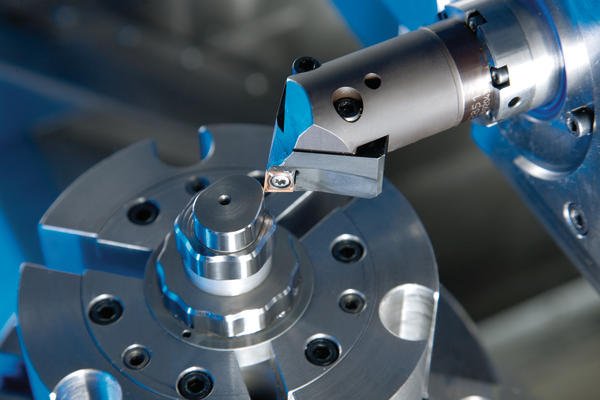
Die ideale Basis für die Aufnahme des original Unrund-Bearbeitungssystems Weisser HOT bietet die Präzisionsmaschine Weisser Vertor C. Das Produktionszentrum ermöglicht die Herstellung ovaler und polygonaler Werkstückformen durch multifunktionale Bearbeitung. Dabei wird die radiale, oszillierende Bewegung der Werkzeugschneide bezüglich der Drehachse mit einem hochdynamischen Oszillationsantrieb generiert.
Die Drehbearbeitungseinrichtung zum Erzeugen nichtrotationssymmetrischer Konturen an rotierenden Werkstücken bietet vielfältige Einsatzmöglichkeiten, so z. B. bei der Herstellung von Hubkolben für Verbrennungsmotoren. Die notwendige Anpassung an thermisch und mechanisch bedingte Deformationen in z. B. Zylindern von Verbrennungsmotoren, erfordert den Einsatz des Unrunddrehens zwecks Herstellung nichtrotationssymmetrischer Konturen an Hubkolben. Die Mantelfläche eines Kolben wird durch Unrunddrehen so bearbeitet, dass der Außenumfang des Kolbens im Querschnitt z. B. elliptisch und im Längsschnitt ballig ist.
Bis zu 3000 m/min Schnittgeschwindigkeit
Das HOT-System ermöglicht Schnittgeschwindigkeiten bei NE-Metallen von bis zu 3000 m/min. Darüber hinaus besteht die Möglichkeit, auch hochharte Werkstoffe zu bearbeiten. Unrundformen werden auf der Vertor C durch Interpolation der Werkstückspindelachse mit der Durchmesser erzeugenden Vorschubachse des Werkzeugs hergestellt. Das HOT-System ist in einer separaten Aufbaueinheit integriert. Bei vorgegebener Unrundheit ist die max. zulässige Drehzahl des Werkstücks abhängig von der max. Beschleunigung, die sich mit dem Oszillationsatrieb an der Werkzeugschneide herbeiführen lässt.
Nenn-Beschleunigung von 300 m/s2
Bei Einhaltung höchster Genauigkeitsanforderungen wird eine erstklassige Oberflächenbeschaffenheit generiert. Bei max. Vorschubgeschwindigkeit wird eine Nenn-Beschleunigung von 300 m/s2 erreicht.
Die Bewegungen der Werkzeugschneide erfolgen in Richtung der X-Achse, d. h. orthogonal zur Werkstückspindelachse. Die Schneide kann in dieser gedachten Ebene variabel positioniert werden, so dass sich radiale und stirnseitige Konturen oder hemisphärische Unrundheiten ideal herstellen lassen.
Das Weisser HOT-System steigert die Leistungskapazität auf bis zu 300 % und reduziert so erheblich die Stückkosten
Die Kraft des hochdynamischen Antriebs wird zum Teil für die Massenbeschleunigung benötigt, zum anderen Teil für die bei der Zerspanung an der Werkzeugschneide angreifende Passivkraft.
Geringere Stückkosten
Im Gegensatz zu einer konventionellen Einheit, lassen sich mit dem innovativen Weisser HOT-System Drehzahlen erzielen, die bei identischen Genauigkeitsanforderungen zwischen 200 bis 300 % höher liegen. Damit ergibt sich eine Verdreifachung der Leistungskapazität des Fertigungszentrums Weisser Vertor C. Aufgrund dieser Leistungspotenziale profitiert der Anwender von erheblich geringeren Stückzeiten und damit wesentlich niedrigeren Stückkosten. Trotz einer Nenn-Beschleunigung von 30 g, können aufgrund der besonderen Dämpfungseigenschaften ohne jegliche Krafteinwirkung in den Maschinen-Grundaufbau, nahezu alle Werkstückformen hochgenau hergestellt werden. Durch den geringst möglichen Abstand zwischen Maßstab und Werkzeugschneide, ist der Wärmeeinfluss vernachlässigbar. Die Integration eines Werkzeugwechslers im HOT-System, bietet dem Anwender hinsichtlich der Bearbeitungsmöglichkeiten und der Werkstückvielfalt ein breit angelegtes Einsatzspektrum.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}