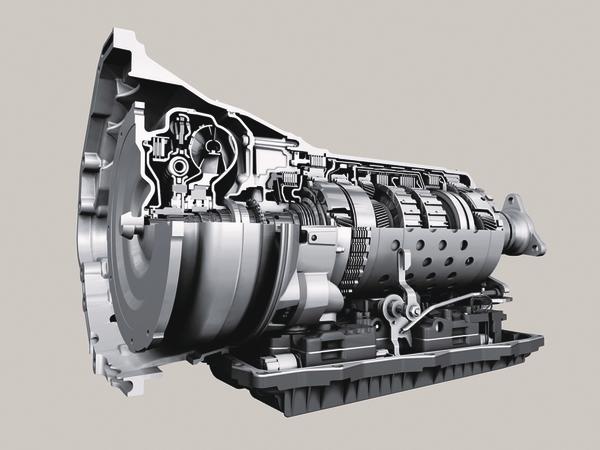

Durch die Weiterentwicklung vom 6- zum 8- und 9-Gang-Automatikgetriebe sind die entsprechenden Gehäuse immer größer geworden. Die Automobilhersteller und ihre Zulieferer benötigen dafür eine hochproduktive, wirtschaftliche Fertigungstechnik. Die Schwäbische Werkzeugmaschinen GmbH (SW) bietet zweispindlige Bearbeitungszentren dafür an. Dabei stellt nicht nur die Werkstückgröße eine Herausforderung dar.
Reiner Fries, Geschäftsführer Vertrieb, Schwäbische Werkzeugmaschinen GmbH
Hauptaufgabe von Fahrzeuggetrieben ist es, die Antriebsleistung des Verbrennungsmotors optimal über die Räder „auf die Straße“ zu bringen. Die Schwierigkeit liegt dabei in der sogenannten Spreizung. Beispiel: Ein Pkw hat eine Minimalgeschwindigkeit von 5 km/h und eine um das 50-fach höhere Maximalgeschwindigkeit von 250 km/h. Der Verbrennungsmotor hat eine Leerlaufdrehzahl von 600 1/min sowie eine maximale Drehzahl von 6000 1/min. Das heißt, der Spreizungsfaktor ist damit gleich 10. Ohne Getriebe könnte das Auto dann theoretisch nur 10 x 5 = 50 km/h fahren. Die Übersetzungen im Getriebe ermöglichen also erst diese große Bandbreite an Geschwindigkeiten.
Im Wettbewerb der Automobilhersteller werden zudem immer höhere Leistungen und Drehmomente bei besserem Wirkungsgrad und niedrigeren Verbrauch verlangt. Um Kraftstoff zu sparen und gesetzliche Richtlinien zum Co2-Ausstoß einzuhalten, muss das Getriebe möglichst leicht und kompakt gebaut sein. Zudem muss es dem Motor ermöglichen, in seinem verbrauchsoptimalen Lastbereich zu fahren. Der Autofahrer verlangt außerdem einen hohen Fahrkomfort, was ein gutes Beschleunigungsverhalten sowie schnelle, harmonische Gangwechsel beinhaltet.
Großer Arbeitsraum für großvolumige Aluminium-Druckgussteile
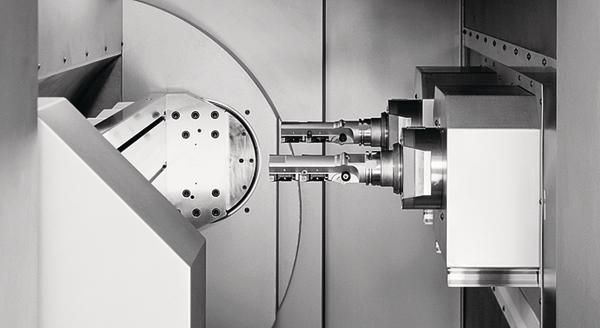
Wie sich zeigt, sind dazu mehr als die bisher üblichen sechs Getriebestufen notwendig. Diese lassen sich wiederum nur in größeren Gehäusen unterbringen. Um diese Getriebe effizient fertigen zu können, muss der Bearbeitungsprozess und das dazu passende Bearbeitungszentrum entsprechend angepasst sein. Für die großvolumigen, aber dünnwandigen Aluminium-Druckgussteile ist ein großer Arbeitsraum mit ausreichend Platz für die Spannvorrichtung nötig. Die Maschine muss hohe Positionier- und Wiederholgenauigkeiten aufweisen.
Durch Kühlmitteltemperierung unterstützt, werden so die geforderten Prozessfähigkeiten erreicht. Um den gesamten Prozess mit seinen vielen Werkzeugen in einer Maschine abbilden zu können, sind große Werkzeugmagazine unabdingbar. Für tief im Bauteil liegende Bohrungen und Lagersitze sind lange Werkzeuge mit teilweise sehr großen Durchmessern erforderlich. Um diese Anforderung abzubilden, sind verschiedene HSK-Spindelausführungen zwingend.
Durch die raumschrägen Merkmale am Gehäuse wird auch eine fünfte Achse benötigt, was bei der Festlegung des Arbeitsraums der Maschine unbedingt zu beachten ist.
All diese Attribute wurden bei der Entwicklung der mehrspindligen SW-Bearbeitungszentren berücksichtigt. Die Bearbeitungszentren der W-Baureihe (BA W04/BA W06) sind prädestiniert für die Bearbeitung von Aluminiumteilen mit KSS oder MMS. Ausgestattet mit der Linearmotortechnik in allen Achsen wird eine hohe Dynamik garantiert. Die für SW-patentierte Monoblockausführung an Stelle einer klassischen Fahrständerbauweise sorgt hier für hohe Stabilität.
Die Span-zu-Span-Zeit liegt je nach Bearbeitungszentrum zwischen 2,25 und 2,75 s, was sich nur durch eine kurze Spindelhochlaufzeit – von 0 auf 17 500 1/min in nur 0,7 s – erreichen lässt. Je nach Anforderung sind HSK63- oder HSK80-Spindeln verfügbar. Das Werkzeugmagazin kann zum Beispiel bei der BA W04-22 mit bis zu 116 Werkzeugen pro Arbeitsspindel bestückt werden. Es kommen Brücken- und Mehrstufenwerkzeuge mit bis zu 350 mm Durchmesser zum Einsatz. Gewinde werden mit max. 5000 1/min geschnitten.
Die vierachsige Bearbeitung ist bei SW-Maschinen immer gegeben. Alle Rundachsen verfügen über Torque-Motoren. Für die 5-achsige Bearbeitung stehen optional Rundtischbrücken mit zwei oder vier Planeten zur Verfügung. Ausgereifte Spannkonzepte sorgen für einwandfreie Bearbeitungsergebnisse.
Der größte Kundenvorteil liegt in der Mehrspindligkeit der SW-Bearbeitungszentren. Je nach Werkstückgröße werden zwei oder vier Getriebegehäuse aufgespannt. Die Bearbeitungszeit pro Werkstück wird dadurch drastisch verringert. Durch die Dynamik der Linearantriebe reduzieren sich die Nebenzeiten und die Kosten pro Werkstück sinken weiter.
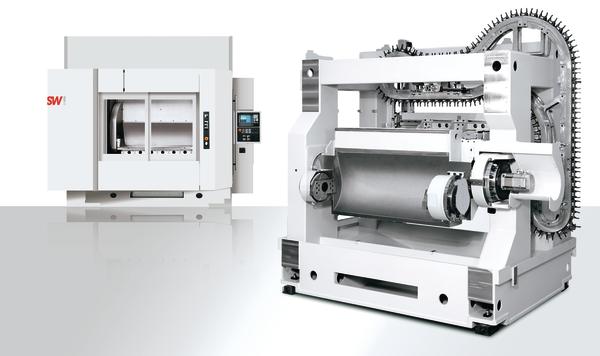
Leistungsstarker Doppelspindler BA W08-22
Um den Kundenanforderungen nachzukommen, hat SW deshalb im vergangenen Jahr seine Produktpalette um die BA W08-22 erweitert. Mit 800 mm Spindelabstand ist sie für die Zerspanung der aktuell größten Pkw-Getriebegehäuse prädestiniert und zeichnet sich durch eine Vielzahl an innovativen Details aus. Dem Anwender bringt sie weitere Vorteile bei der Zerspanung, spart Platz und Energie.
Der auf 800 x 900 x 650 mm ausgelegte Arbeitsraum bietet beispielsweise Platz für die 8-Gang-Getriebegehäuse. Nicht nur die Z-Achsen sind unabhängig, sondern auch die X-Achsen sind nun getrennt. Dank der Direktantriebstechnik in allen Achsen beschleunigen diese mit bis zu 2 g und erreichen Geschwindigkeiten von 120 m/min.
Immer mehr Anwender setzen auf SW-Technologie
Ein Anwender produziert beispielsweise fünf unterschiedliche Gehäuseteile auf zwei Linien mit jeweils drei SW-Bearbeitungszentren. Hieraus fertigt er neun Varianten. Die Werkstücke werden in zwei Spannlagen komplett zerspant. Dank der hohen Dynamik der Maschinen und der geringen Span-zu-Span-Zeit liegt die Bearbeitungszeit in diesem Projekt bei rund 7 min pro Werkstück. Im Anschluss an die Zerspanung werden die Werkstücke gereinigt und zur Rückverfolgbarkeit nach Maschine, Spannplatz und weiteren Fertigungsdaten mit einem Data-Matrix-Code beschriftet.
Die Anzahl der doppelspindligen SW-Maschinen zur Fertigung von Getriebegehäusen steigt seit Jahren beständig. Die BA W08-22 bietet nun für den Anwender eine weitere wirtschaftlich optimale Lösung.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}