


![Nachgiebigkeitsfrequenzen_[Quelle_Planlauf_GmbH]03.jpg](https://mav.industrie.de/wp-content/uploads/N/a/Nachgiebigkeitsfrequenzen_Quelle_Planlauf_GmbH03_44E3BCD2-CB58-4DAC-B0A5-14C7569A6B97.jpg)
Welche Genauigkeit ist schlussendlich die Entscheidende? Bei Werkzeugmaschinen spielen eine Vielzahl von Genauigkeiten eine große Rolle. Angefangen von den Genauigkeiten der einzelnen Teile, der geometrischen Genauigkeit bis hin zu Positionier- und Wiederholgenauigkeit der gesamten Werkzeugmaschine. Die beiden letztgenannten beeinflussen zusätzlich die Einstufung der Maschinen nach der Dual-Use-Güter-Verordnung und damit den Export in außereuropäische Länder. Ganz am Ende ist aber noch immer die Bearbeitungsgenauigkeit ein entscheidender Parameter, wenn nicht sogar der Entscheidende: Wenn das Bauteil „ungenau“ gefertigt ist, bringt dem Kunden auch der günstigste Preis, die besten Lebenszykluskosten oder auch die besten Positioniergenauigkeiten nichts – sein Teil ist dann Ausschuss…
Der Aspekt der Bearbeitungsgenauigkeit spielt bei Schiess seit jeher eine große Rolle. Dieses liegt vor allem an der Historie der XXL-Maschinen in Losgröße 1. Hier kam und kommt der Kunde in der Regel mit einem speziellen Bauteil und gibt entsprechende Genauigkeiten vor. Dieser Grundgedanke hat sich auch auf die XL-Maschinen übertragen. Das Ziel war und ist daher bereits in der Projektierung und der mechanischen Konstruktion, die Grundvoraussetzungen für die benötigte Bearbeitungsgenauigkeit zu schaffen.
Genauigkeit durch Prozessauslegung
in der Projektierung
Bei der Auswahl der richtigen Werkzeuge und Prozessstrategie unterstützt Schiess seine Kunden durch Anwendungstechniker. Das erfolgt nicht aus der Überzeugung heraus es besser zu können als der Kunde. Es geht vielmehr darum dem Kunden den bestmöglichen Support zu geben. Ist die Prozessstrategie zu Beginn bereits bekannt, so kann bei späteren Herausforderungen effektiver und effizienter reagiert werden. Die Anwendungstechnik begleitet den Prozess von der Auslegung bis zur erfolgreichen Implementierung beim Kunden.
Zur Prozessauslegung nutzt Schiess u. a. das Programm Vericut und arbeitet mit Werkzeugherstellern zusammen. Neben der obligatorischen Kollisionsprüfung sowie der generellen Eignung der Maschine bzw. der Bearbeitungsköpfe hinsichtlich der Geometrie erfolgt auch eine Simulation der Bearbeitung. Die Genauigkeit hängt natürlich von der entsprechenden Maschine ab. Handelt es sich um eine komplette Neuentwicklung, ist im Rahmen der Projektierung die Auslegung gröber und wird während der Konstruktion entsprechend verfeinert. Handelt es sich bei der angefragten Maschine um eine bekannte Geometrie, sind die ersten Ergebnisse bereits detaillierter. Die Prozessauslegung begleitet den gesamten Prozess der Maschine.
Genauigkeit durch mechanische
Konstruktion – Bauteile
Um Bearbeitungsgenauigkeit zu erhöhen, wurden und werden bei den XXL-Maschinen ausschließlich hydrostatische Führungen in den Linearachsen eingesetzt. Bei den XL-Maschinen ist dieses bei der Vertimaster V Standard, bei den weiteren Maschinen als Option verfügbar. Warum setzt Schiess diese ein? Ein großer Vorteil ist die Verschleißfreiheit und damit der Erhalt der Genauigkeit über die Lebensdauer. Der wichtigste Vorteil der Hydrostatik ist aber die gute Dämpfung. Zusätzlich tritt kein Stick-Slip-Effekt auf, das Laufverhalten ist geschwindigkeitsunabhängig und die Reibung beträgt nur µ = 0,001, so dass auch kein Anlaufwiderstand entsteht. Neben den Linearführungen ist auch die Planscheibe hydrostatisch gelagert. Diese Kombination führt dazu, dass die Prozesskräfte nicht an die restliche Maschine übertragen werden. Umgekehrt gelangen auch keine externen Schwingungen bzw. Einflüsse an den Prozess. Der Prozess ist somit „entkoppelt“. Das ist enorm wichtig bei der hochgenauen Schlichtbearbeitung bzw. dem „letzten“ Schliff des Bauteils.
Genauigkeit durch mechanische
Konstruktion – FEM
Neben dem Einsatz der Hydrostatik sind auch die Gussteile an sich sowie die Maschine neben der statischen auch einer dynamischen FEM unterzogen worden. Ziel hierbei ist es, bereits vorab Referenzschwingungen zu finden, und, wenn notwendig, durch iterative Konstruktionsanpassungen in einen unkritischen Bereich zu verlagern. Beispielhaft sei hier das Vorgehen im Rahmen der Entwicklung bei der Vertimaster V16, einer vertikalen Einständerdrehmaschine mit einem Planscheibendurchmesser von 1600 mm vorgestellt. Bei den dominanten Resonanzfrequenzen im Rahmen der Berechnung der Nachgiebigkeitsfrequenzen waren folgende Verhalten zu erkennen:
- 8 Hz: Kippen des Ständers in y-Richtung und Einfedern des Betts
- 26 Hz: Biegung des Ständers, lokale Verformung des dünnen Ständerbereichs und Nicken des Querbalkens
- 36 Hz: Gieren des Querbalkens und lokale Biegung des Ständers auf der rechten Seite
- 53 Hz: Schwingung der Festlagerkonsole des z-Kugelgewindetriebs, Einfedern der linken Vorderseite des Betts, Torsion des Betts und Schwingung des Tischs in x-Richtung
- 75 Hz: Biegung des Rams in y-Richtung
- 96 Hz: Biegung des Rams in x-Richtung
Die Auswertung ergibt, dass z. B. die Ursache für die Biegung des Rams bei 75 Hz der geringe Querschnitt des Rams ist. Möchte man diese Schwachstelle beheben, könnte man den Ram-Querschnitt vergrößern und/oder den z-Verfahrweg reduzieren. Mit dieser Erkenntnis kann dann ein iterativer Anpassungsprozess angestoßen werden, so dass die gefundenen Schwachstellen bereits in der Konstruktion behoben werden können.
Genauigkeit durch Fertigung und Montage
Ein weiterer Einfluss auf die Genauigkeit der Bearbeitungsgenauigkeit ist die Fertigung der Einzelteile sowie die Montage. Schiess besitzt eine sehr hohe Fertigungstiefe von weit über 90 %. Ein wichtiger Faktor bei der Fertigung ist die Spannung der Teile. Gerade bei Großmaschinen und großen bzw. komplexen Bauteilen ist dieses sehr zeitintensiv und aufwendig. Um hier Lösungen aufzuzeigen, führt Schiess gemeinsam mit Schunk im Mai Technologietage in Aschersleben durch. Nach der Fertigung der Teile erfolgt eine 100-%-Vermessung.
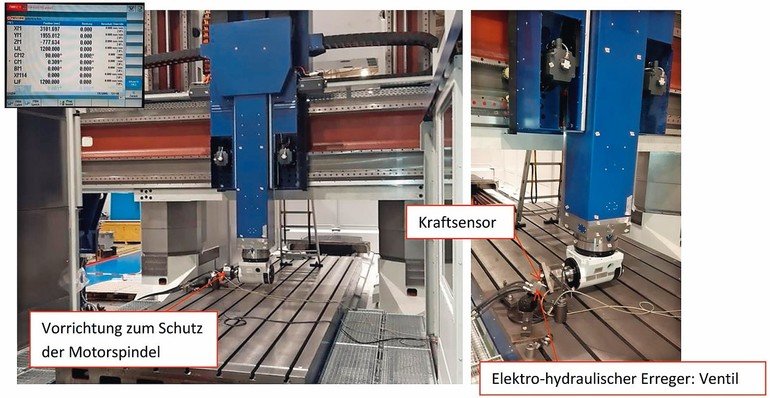
Hierfür ist ein klimatisierter Messraum vorhanden, der es ermöglicht, selbst große Querträger und Ständer 3D zu vermessen. Die Montage aller Maschinen sowie die Vorabnahme erfolgt im Werk Aschersleben. Bei der Montage ist insbesondere bei hydrostatischen Führungen, die über ein Bauteil hinausgehen – Betten – ein genaues Arbeiten erforderlich. Bereits während der Montage erfolgt eine Vielzahl von Messungen zur Überprüfung der geometrischen Genauigkeit. Nach der Montage der Maschine und der Grundinbetriebnahme wird eine Modalanalyse X sowie eine Antriebsoptimierung V. Beispielhaft seien hier einige Ergebnisse an der vertikalen Fräsmaschine Vertimaster T 2060 genannt. Die Aufstellung erfolgte auf Fixatoren, eine geometrische Ausrichtung wurde durchgeführt. Die Maschine wurde mit Hilfe eines elektro-hydraulischen Erregers dynamisch zwischen Werkzeug und Werkstück angeregt und die Reaktion an über 100 Messpunkten erfasst (Bild „Aufbau Modalanalyse“). Um eine Beschädigung der Frässpindellagerung zu vermeiden, wurde eine Vorrichtung verwendet, mit der es möglich ist, die Spindel (während der Anregung) mit geringer Drehzahl zu bewegen. Die dynamische Kraft, die der Erreger erzeugt, wird mittels Kraftsensor gemessen. Einige Ergebnisse:
- 15 Hz: Kippen, vorwiegend im Y-Richtung
- 25 Hz: „Taumeln“ des Portals in X/Y-Richtung aus, Schiebeschwingung des lastfreien Tisches
- 37 Hz: Biegeschwingung des Querbalkens in X-Richtung durch Werkzeugwechsler (fliegend gelagert am Querbalken), Schiebeschwingung des Rams in Z-Richtung
- 49 Hz: Biegeschwingung des Rams in X-Richtung
- 63 Hz: Biegeschwingung des Rams in Y-Richtung
- 77 Hz: Antriebe der Z-Achse und der Ram schwingen gegenphasig. Eine mögliche Ursache ist das Öffnen der Verspannung des Master-Slave-Verbandes.
Mit den Erkenntnissen der Modalanalyse kann dann ein iterativer Anpassungsprozess angestoßen werden, so dass mögliche gefundene Schwachstellen nachträglich behoben werden können. Allerdings sollten hierbei keine bzw. nur noch sehr geringe Anpassungen erfolgen.
Genauigkeit durch Steuerung
Ganz am Ende der Genauigkeitskette steht die Steuerung. Sowohl bei der Erstellung der PLC als auch bei der Bearbeitung durch den Maschinenbediener sind hier weitere Optimierungen möglich. Entweder durch Tools seitens der Steuerungshersteller und der Schiess GmbH oder durch die oben angesprochene optimierte Prozessauslegung.
Fazit
Der Grundgedanke bei der Schiess GmbH ist die hohe Bearbeitungsgenauigkeit der Maschine. Dieses bilden wir in unserer gesamten Prozesskette ab – von der Projektierung bis zur betriebsbereiten Übergabe (BBÜ). Hierfür nutzen wir verschiedene Hilfsmittel sowohl konstruktiv als auch messtechnisch. Zur abschließenden Unterstützung der Definition der Bearbeitungsparameter werden Stabilitätskarten gefräst. Zur Endabnahme wird die Bearbeitungsgenauigkeit mit Hilfe von definierten Abnahmewerkstücken nachgewiesen, entweder mit den standardisierten ISO-, VDI-, NAS- oder NCG-Teilen oder durch kundenseitig geforderte.
Schiess GmbH
www.schiess.de





















{kind=link}