
Eine reine Kostenbetrachtung führt nicht zwangsläufig zu einer optimalen Investitionsentscheidung. Die Entscheidung wird aufgrund des zu erwartenden Nutzens getroffen. Deshalb bilden die Kosten eine wesentliche, jedoch nicht die alleinige Entscheidungsgrundlage.
Uwe Speetzen, Vice President, Makino Europe GmbH
Bei Investitionsvorhaben mit technischen und betriebsorganisatorischen Auswirkungen sollte sich die Entscheidung für die eine oder andere Alternative nicht ausschließlich auf die Ergebnisse aus der Wirtschaftlichkeitsrechnung oder Nutzwertbetrachtung stützen. Das Ziel muss vielmehr sein, die ganzheitliche Betrachtungsweise, zu der auch die qualitativen Kriterien gehören, zu erfassen und in die Entscheidungsfindung einzubeziehen.
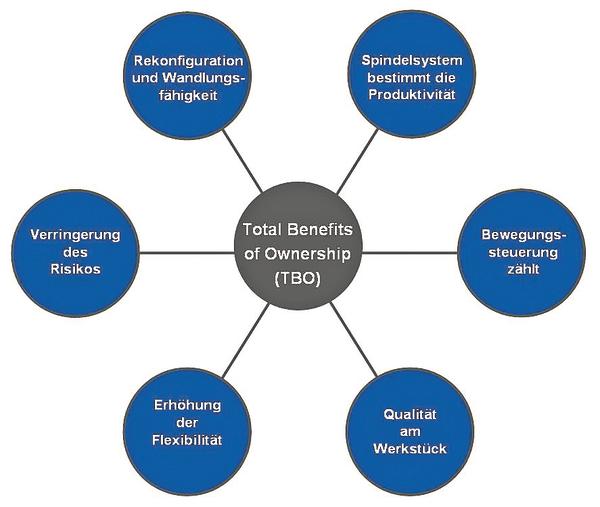
Die klassische Wirtschaftlichkeitsrechnung basiert auf der Ermittlung und Bewertung der quantifizierbaren Kriterien: die Anschaffungskosten und die Betrachtung der Folgekosten (Lifecycle Cost). Die ganzheitliche Betrachtungsweise schließt die nicht quantifizierbaren Kriterien mit ein, wie etwa Produktivität, Qualität, Flexibilität, Verringerung des Risikos, Rekonfiguration und Wandlungsfähigkeit. Beide Ergebnisse werden zusammengeführt und mit Abwägung des Risikos als Entscheidungsgrundlage verwendet.
Die Nutzwertermittlung ist sehr individuell der Ausgangssituation und der Zielsetzung anzupassen. Exemplarisch stellt Makino seine Innovationen vor. Diese Entwicklungen stehen für Qualität, Produktivität und Zuverlässigkeit und erfüllen dauerhaft wirtschaftlich die zugedachten Aufgaben.
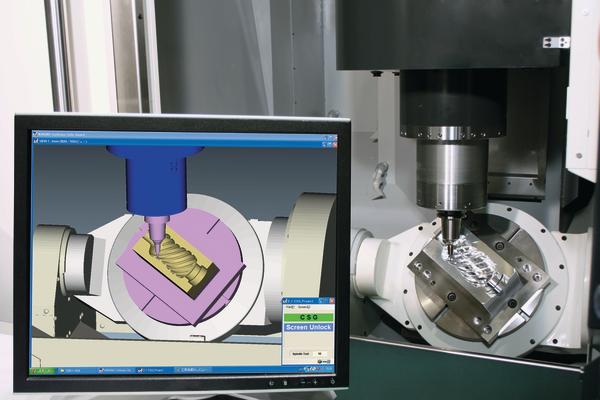
Das Spindelsystem bestimmt die Produktivität
Makino ist in den Segmenten Teilefertigung, Luftfahrt und Werkzeug- und Formenbau tätig. Die Synergie bei den Eigenentwicklungen der Spindelsysteme in diesen Segmenten, ist eine oft gelungene Symbiose. Die Stabilitätskarte gegen Rattererscheinungen wird zur optimalen Nutzung des Werkzeugs mit der maximalen Spantiefe und bei unterschiedlichen Drehzahlen untersucht. Dieses führt zur hohen Produktivität der Maschine. Durch die autonome Spindeltechnologie in zur Zeit vier Levels werden die Überwachung, die Vorschubbeeinflussung und die automatische Auswahl der Drehzahl mit ratterfreier Bearbeitung umgesetzt. Ein stabiler Prozess, eine gute Oberfläche und ein positiver Einfluss auf die Werkzeugstandzeit sind der Nutzen.
Neben dem Spindelsystem ist auch die Bewegungssteuerung eine Einzigartigkeit der Makino-Technologie, über die Bezeichnung Makino Super GI. 4 (Super Intelligente Geometriefunktion) in ihrer Funktion umschrieben. Mit dieser Funktion ist es möglich, die Konturgenauigkeit und die Oberflächengüte erheblich zu verbessern. Über vier anwählbare Modi kann das Toleranzband zur Endkontur gewählt werden. Die Produktivität beim Schruppen und die Genauigkeit bei der Fertigbearbeitung werden damit wesentlich erhöht.
Qualität am Werkstück durch Einwirkungen an der Quelle
Die Bedeutung der Thermik an einer Werkzeugmaschine und die daraus resultierenden Genauigkeiten am Werkstück rücken verstärkt in den Fokus. Der Anteil am Bearbeitungsfehler beträgt thermisch 60 bis 70 %. Makino begegnet diesem Fehler nur in geringem Umfang durch Temperaturkompensationssysteme. Die Methode ist, an der Quelle direkt einzuwirken.
So werden im Spindelsystem die Lagerhülse, der Motorstator und der Spindelkern gekühlt. Bei den Achsantrieben werden die Kugelgewindetriebe und der Servomotorflansch gekühlt. Ebenso werden die Mantelhülsen des Direktantriebs rückgekühlt. Der Ständer und das Maschinenbett sind isoliert und so abgedeckt, dass Änderungen der Umgebungstemperatur nur einen geringen Einfluss auf das Maschinenverhalten haben.
Die Qualitätskosten in punkto Maschinenfähigkeit beziehungsweise Prozessfähigkeit werden durch diese Maßnahmen auf ein hohes Niveau gesetzt. Wie in den Punkten Spindelsysteme und Bewegungssteuerung dargestellt, werden die Geometriegenauigkeit und die Oberflächengüte durch die geschaffene Technik signifikant erhöht. Die Nacharbeit der Teile, wie das Polieren im Werkzeugbau oder das Handschleifen der Integralbauteile im Flugzeugbau, kann weitestgehend entfallen.
Um bei den Zulieferern die Auslastung der Maschinen sehr hoch zu halten, hat Makino ein Spindelsystem entwickelt, das für den Mehrzweck eingesetzt werden kann. Das heißt, von Aluminium über Stahl und hochfestem Guss bis hin zu Titan. Die Applikation erfüllt die Volumen- und die Fertigbearbeitung in der praktikablen HPC/HSC-Zerspanung.
Um das klassische Dilemma von hoher Drehzahl bei vermindertem Drehmoment und umgekehrt in den Griff zu bekommen, hat Makino die Anwendungsbreite und das Auslastungspotenzial der Maschine durch eine größere Spreizung zwischen Drehmoment und Drehzahl verbessert. Mit dieser Möglichkeit konnte die Flexibilität, Universalität und Auslastung der Maschine bei Erzielung angemessener Stückkosten erhöht werden.
Ein 3D-Kollisions-Vermeidungssystem überprüft die ideale (digitale) Welt mit der realen Welt im Prozess. Das heißt, die ideale Welt kann über ein Simulationswerkzeug wie etwa Vericut durchgeführt werden.
Dazu muss im Prozess die reale Welt aus dem Datenspeicher – dies ist ganz wesentlich – der NC vorausschauend verglichen werden. Abweichungen können durch 200 ms „look ahead“ gerade noch rechtzeitig entdeckt und die Kollision vermieden werden. Dieses System verringert das Risiko des Bedieners, der Maschine und des Werkstücks.
Lösungen, die über die Kundenerwartungen hinausgehen
Makino beschäftigt mehr als 15 % seiner Mitarbeiter in der Applikation. Diese Gruppe von Ingenieuren ist in engem Kontakt mit den Kunden, um ihren Bedarf zu erfassen. Nicht nur die antizipierte Kundenerwartung ist das Ziel des Unternehmens, sondern die innovative, über die Kundenerwartung hinausgehende Lösung ist die eigentliche Herausforderung.
An einem kleinen Beispiel eines Automobilzulieferers soll das verdeutlicht werden: Zur Fertigung von sogenannten Wandlerglocken (Getriebegehäusen) aus Aluminium-Druckguss sollte ein Bearbeitungssystem in Turnkey ausgeführt werden. Die Stückkosten und Stückzahl waren festgelegt. Weitere Kapazitätserweiterungen mit mehreren unterschiedlichen Varianten waren zu berücksichtigen. Die Komplexität und die Genauigkeit des Teiles verlangte eine 5-achsige Fertigbearbeitung. Das System benötigte eine bestimmte Anzahl von Spindeln zu einem angemessenen Invest.
Rekonfiguration und Wandlungsfähigkeit standen im Fokus
Die Lösung war die serielle Bearbeitung auf drei Maschinen, wobei zwei Maschinen die Rundumbearbeitung durchführten und ein 5-achsiges Bearbeitungszentrum die Fertigbearbeitung übernahm. Durch die Auslegung der Zelle mit sich ersetzenden Maschinen ist die technische Verfügbarkeit somit nicht als serielle Anordnung zu sehen. Die Rekonfigurierbarkeit und Wandlungsfähigkeit stand für dieses System im Vordergrund und wurde mit dem Konzept erfüllt.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}