

Koordinatenschleifen oder Hartfräsen? Vor dieser Entscheidung stehen zahlreiche Unternehmen, wenn es um höchste Präzision und Oberflächengüten geht. Während das Koordinatenschleifen zwar hohen Qualitätsanforderungen gerecht wird, gilt es als diffiziles, aufwendiges und kostenintensives Verfahren. Das Hartfräsen dagegen punktet durch wirtschaftliche Abtragsleistung sowohl beim Schruppen wie beim Schlichten. Die Kombination beider Verfahren auf einem Bearbeitungszentrum würde aufgrund der möglichen Komplettbearbeitung in einer Aufspannung zu einer enormen Verkürzung der Durchlaufzeiten, einer hochpräzisen Schlichtbearbeitung und gleichzeitig einem Mehr an Prozesssicherheit durch genaue Kenntnis der Kontur führen.
Nun verfügt man bei der Fehlmann AG seit mehr als 20 Jahren über Knowhow im Koordinatenschleifen und hat bereits kundenspezifische Anlagen als Option konfiguriert. Aktuell wurde nun allerdings aufgrund zunehmender Anfragen aus dem Werkzeug- und Formenbau sowie der Teilefertigung in einem Gemeinschaftsprojekt von Fehlmann und Heidenhain eine Lösung entwickelt, die den Anforderungen als neuer Standard gerecht wird.
Die Basis dafür hat das Unternehmen mit dem 5-Achs-Bearbeitungszentrum Versa 645 linear bereits 2016 geschaffen. Die Versa 645 linear wurde für das neue Konzept gewählt (auch von Heidenhain), weil durch die hochdynamischen Achsen für Dynamik und Präzision maschinentechnisch nichts geändert werden musste. Außerdem wurden mit dieser Maschine alle Grundvoraussetzungen geschaffen, um diese Verfahren auf einem Bearbeitungszentrum zu vereinen: eine hohe mechanische Grundgenauigkeit, solide Bauweise sowie Temperaturstabilität und ein geringer Wärmegang. Das heißt, man erreicht die Genauigkeit der Maschine auch am Werkstück. Gleichzeitig deckt die Versa 645 linear ein sehr breites Anwendungsspektrum ab.
Im Detail heißt das, durch die hohe Konturgenauigkeit von Maschine und Steuerung kann auf eine U-Achse verzichtet werden. Die Zustellung beim Schleifen erfolgt über die Bahnsteuerung. Der Schleifkörper sitzt im Rotationszentrum der Spindel. Während der Bearbeitung einer Kontur führt die Z-Achse eine konturüberlagerte, oszillierende Bewegung aus. Hierfür wurde ein Pendelhubgenerator entwickelt.
Die größte Herausforderung bei der Neuentwicklung sieht Urs Schmid, Leiter Entwicklung, in der Abrichtfunktion, die für höchste Oberflächengüten unabdingbar ist: „Für die neue Steuerung heißt das, es musste eine zusätzliche Spindel in die Maschinenkinematik integriert werden.“
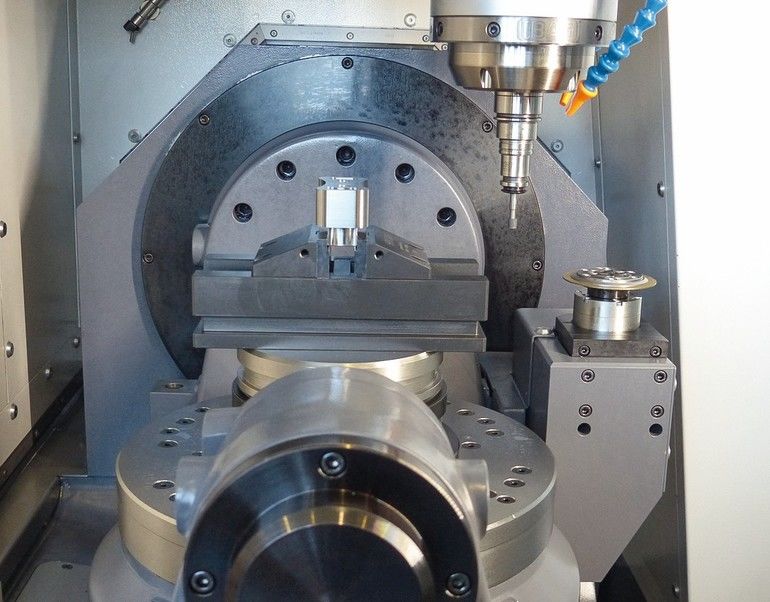
Flüssigkeitsgekühlte Abrichtspindel
mit Körperschallsensor
Die Abrichtspindel (3000–20 000 min-1) sitzt an der Schwenkbrücke, ist flüssigkeitsgekühlt und mit einem Körperschallsensor ausgerüstet. So erfolgt das Abrichten wie auf einer Schleifmaschine. Es wird einmal eingestellt, die Scheibe schleift mit der Radiuskorrektur den ersten Durchmesser, der Rest läuft automatisch im Hintergrund.“ Nun gilt das Programmieren beim Abrichten mit zirka 30 Parametern als sehr komplex. Deshalb hat Fehlmann überlagerte Zyklen entwickelt, die nur die notwendigsten Parameter beinhalten, die das Programmieren stark vereinfachen und bei der Versa 645 linear vorkonfiguriert sind. So können Konturen völlig problemlos und einfach wie beim Fräsen programmiert werden.
Wie wirtschaftlich und präzise dieses neue Konzept funktioniert, macht Fehlmann mit ersten Werkstücken deutlich: So wurde beispielsweise bei einer Bohrung Ø 30,5 ein Durchmesser von 30,499 mm mit einer Abweichung von –0,001 mm erzielt. Bei einer Matrize mit einer 35 mm tiefen Außenkontur wurde das Oberflächenfinish mit dem Langsamhubschleifen durchgeführt und eine Oberflächenrauheit von Ra 0,16 erreicht.
In der Summe hat die Fehlmann AG also mit diesem neuen Konzept die Kombination von Hartfräsen und Schleifen auf einer Maschine geschaffen, mit der Bohrungen, Konturen und Führungen aus Stahl, Keramik und Hartmetall gefräst und ohne ein Umspannen über das Koordinatenschleifen fertig bearbeitet werden können. Vorgestellt wird das Koordinatenschleifen auf der Versa 645 linear erstmals zur EMO.
Fehlmann AG Maschinenfabrik
www.fehlmann.com
EMO Halle 12 Stand C50

Hier finden Sie mehr über:




















{kind=link}