

Die zweite Generation der erfolgreichen Index Dreh-Fräszentren G200 steht bereit: Die neue G200 enthält umfangreiche Verbesserungen vom Maschinenaufbau mit vergrößerter Drehlänge, über einen zusätzlichen Werkzeugträger bis zur Leistungsfähigkeit der Frässpindel. Es ist eine Maschine entstanden, die sich ganz an den Bedürfnissen des Marktes orientiert: Sie ist flexibel für die Komplettbearbeitung sowohl von Stangenmaterial als auch von Futterteilen einsetzbar und dabei hochproduktiv und schnell.
Der Markt fordert von modernen Dreh-Fräszentren hohe Flexibilität – doch das ist nicht alles. Die Maschinen müssen produktiv und schnell qualitativ hochwertige Ergebnisse liefern können, damit sich die Produktion in Hochlohnländern gegenüber dem globalen Wettbewerb lohnt.
Vor diesem Hintergrund hat der Drehmaschinenhersteller Index eine neue Generation seines erfolgreichen Dreh-Fräszentrums G200 entwickelt: die neue G200, eine kompakte Maschine, die auf nahezu gleicher Aufstellfläche wie das Vorgängermodell eine deutlich höhere Leistung bietet.
Eine markante Änderung gegenüber der G200 der ersten Generation betrifft das Maschinenbett. Die stark verrippte, schwingungsarme Gusskonstruktion ist jetzt vertikal ausgerichtet. Ein Konzept, das Index aufgrund der Prozessvorteile für die Anwender bei nahezu allen Neuentwicklungen verfolgt. Die Maschinen werden dadurch tendenziell ein wenig höher, benötigen dafür aber wenig Aufstellfläche und bieten mehr Platz im Bearbeitungsraum, der vor allem den unteren Werkzeugträgern entgegenkommt.
Haupt- und Gegenspindel sind baugleich ausgeführt, fluidgekühlt und bieten einen Stangendurchlass von 65 mm (Spannfutter bis max. 165 mm Durchmesser). Ihre Motorspindeln ermöglichen durch eine Leistung von 31,5/32 kW (100 % / 40 % ED), einem Drehmoment von 125/170 Nm und einer maximalen Drehzahl von 6000 min-1 eine produktive Drehbearbeitung.
Mit der Neugestaltung der Maschine wuchs auch der Arbeitsraum, ohne die Außenmaße signifikant zu beeinträchtigen. Die maximale Drehlänge liegt nun bei 660 mm (bisher 400 mm).
Zusätzlicher Werkzeugträger sorgt für höhere Produktivität
Das vergrößerte Platzangebot im Arbeitsraum nutzten die Index-Entwickler, um einen zweiten unteren Werkzeugträger zu integrieren und damit die Produktivität der Maschine zu steigern. Stückzeitreduzierung von 30 % gegenüber der ersten G200-Generation liegen bei entsprechenden Werkstücken somit durchaus im Bereich des Möglichen. Die beiden Revolver sind spiegelbildlich angeordnet und verfügen jeweils über eine unabhängige Y-Achse (+/- 45 mm). Sie enthalten 14 Werkzeugstationen (VDI25), die komplett mit angetriebenen Werkzeugen bestückt werden können. Der Werkzeugantrieb leistet 16 kW und bietet ein Drehmoment von 16 Nm (bei jeweils 25 % ED). Die maximale Drehzahl liegt bei 7200 min-1.
Oberer Werkzeugträger mit Revolver und integrierter Frässpindel
Eine Besonderheit stellt der obere Werkzeugträger dar, der über eine zusätzliche Y-Achse (+/- 65 mm) und eine um 360 Grad schwenkbare B-Achse verfügt. Er ist auf der einen Seite als Werkzeugrevolver mit wiederum 14 Plätzen (VDI25) ausgeführt, besitzt aber – wie schon bei der seitherigen G200 bewährt – rückseitig eine Frässpindel (HSK-A40). Ihr Antrieb erfuhr bei der neuen G200 eine beachtliche Leistungssteigerung: Während die bisherige Ausführung auf eine Drehzahl von 2000 min-1 begrenzt war, bietet die neue Frässpindel Drehzahlen bis zu 7200 min-1 (Leistung 22 kW, Drehmoment 52 Nm bei jeweils 25 % ED). Damit kann der Anwender ein umfangreiches Werkzeugspektrum nutzen, vom Messerkopf fürs Flächenfräsen bis zu kleinen, filigranen Fräsern und Bohrern für Werkstücke mit feinen Konturen.
Flexibilität für die Aufteilung der Bearbeitungsschritte
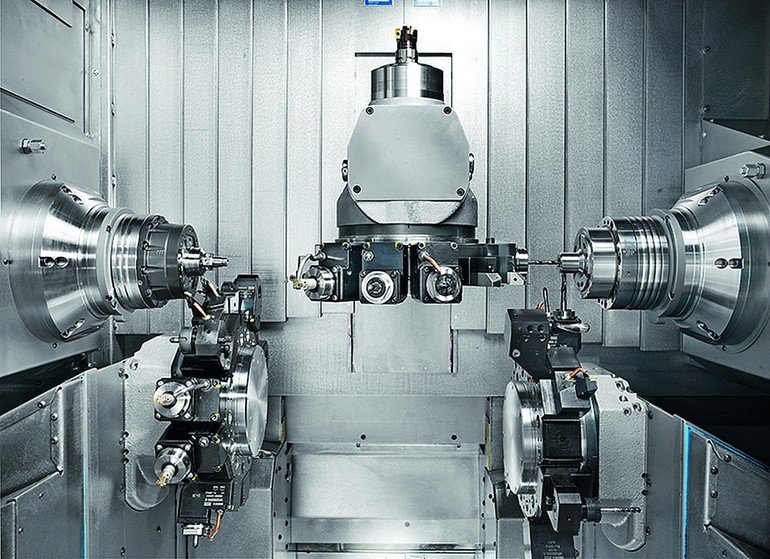
Bei der G200 stehen drei Werkzeugträger zur Verfügung, deren Werkzeuge sich nahezu beliebig der Bearbeitung an Haupt- und Gegenspindel zuordnen lassen. Das bedeutet für den Programmierer eine hohe Flexibilität bei der Aufteilung der Bearbeitungsschritte. Durch das große Raumangebot ist es sogar möglich, mit drei Revolvern gleichzeitig an der Hauptspindel oder Gegenspindel zu arbeiten, ohne dass sie sich gegenseitig stören. Ein Beispiel: Es kann der rechte untere Revolver mit einem Winkelwerkzeug das in der Hauptspindel befindliche Bauteil innen bearbeiten, während der andere untere sowie der obere Werkzeugträger eine Außenbearbeitung durchführen. Gleiches ist auch an der Gegenspindel möglich. So erhöhen sich die Möglichkeiten, im Sinne maximaler Produktivität mit drei Schneiden gleichzeitig im Eingriff zu sein.
Flexible Werkzeugträger – Parkposition für untere Werkzeugträger
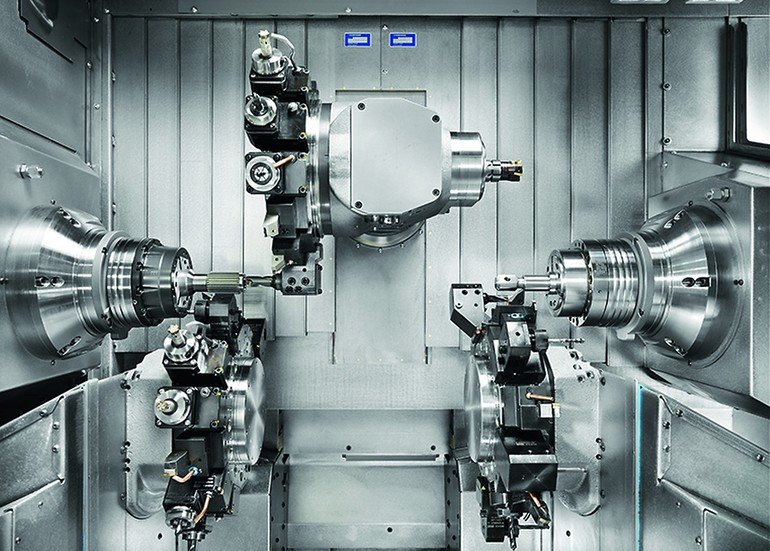
Die Werkzeugträger haben noch weitere Besonderheiten zu bieten. So lässt sich der obere Revolverkopf mittels B-Achse in eine Horizontalposition schwenken und dann in den Arbeitsraum bis auf eine Position von 30 mm unter der Spindelmitte fahren. In dieser Lage kann der Revolver zur Haupt- und zur Gegenspindel bearbeiten, je nach Anwendung sogar gleichzeitig. Gerne wird diese Position genutzt, um stirnseitige und auch simultane Bearbeitungen an Haupt- und Gegenspindel mit geraden Werkzeugen auszuführen. Das ist kostengünstiger und genauer als mit Winkelwerkzeughaltern.
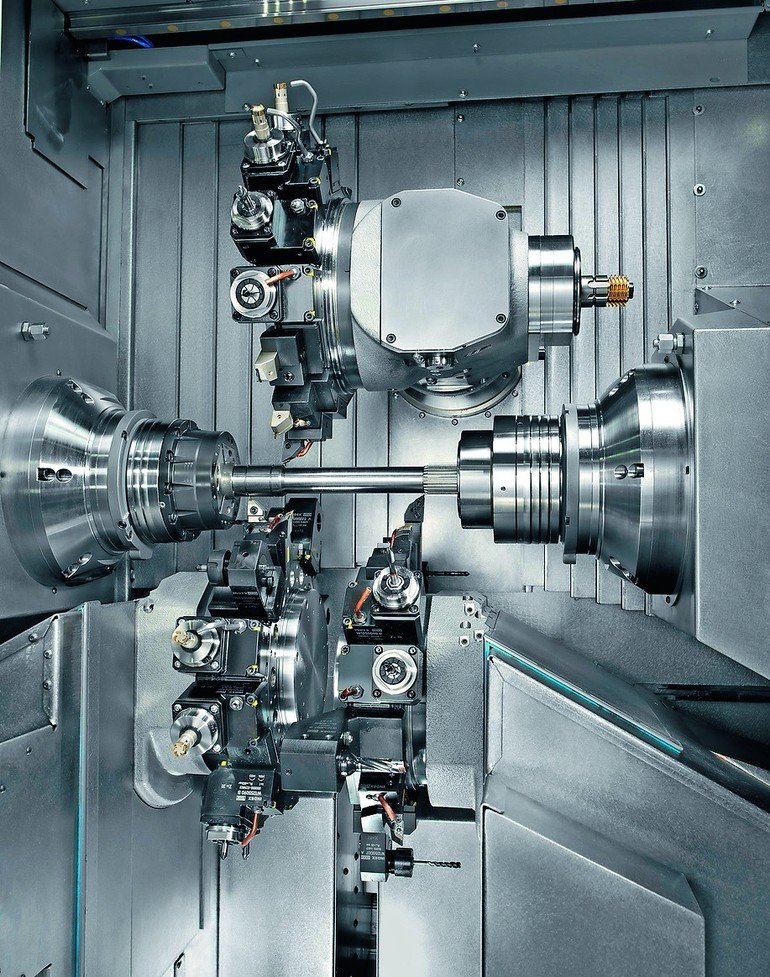
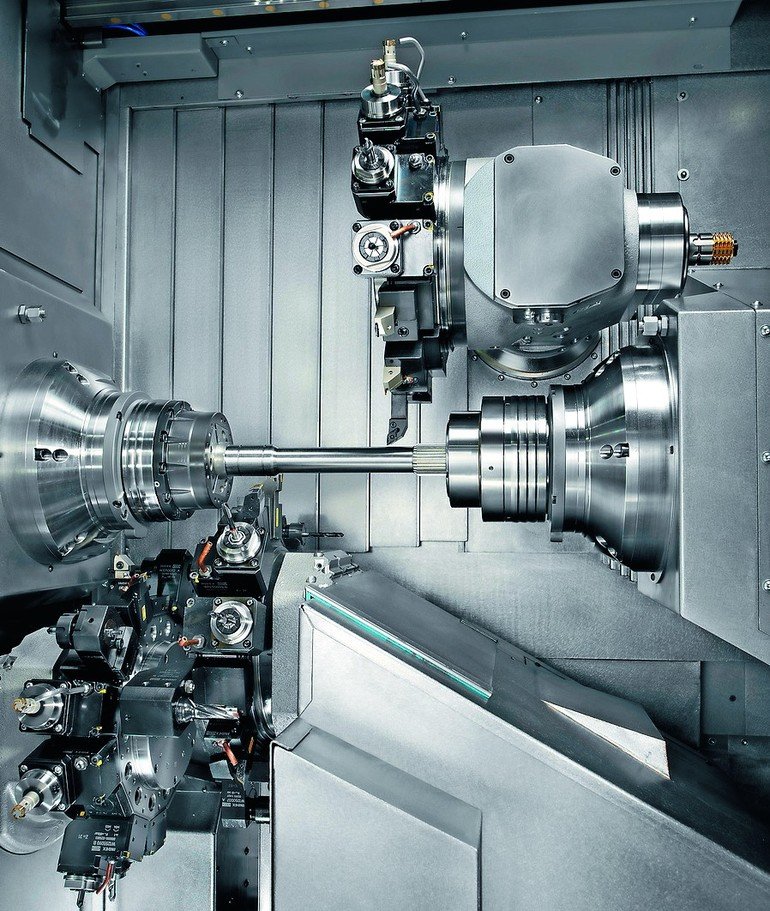
Ein zusätzliches Merkmal der unteren Werkzeugträger sind die sogenannten Parkpositionen. Es wurde konstruktiv die Möglichkeit geschaffen, die Revolver jeweils nach links oder rechts in eine Position zu fahren, die außerhalb des Arbeitsraums liegt und somit nicht kollisionsgefährdet ist. Dadurch kann der andere Werkzeugträger komplett frei über die gesamte Drehlänge arbeiten. Das macht sich vor allem bei Werkstücken wie langen Wellen bemerkbar, die sich auf diese Weise mit einem Werkzeug ohne abzusetzen komplett überdrehen lassen. Auch der Schlittenweg des oberen Werkzeugträgers ist mit 845 mm in der Z-Achse so bemessen, dass das Werkzeug die komplette Drehlänge von 660 mm bewältigt – ohne eine B-Achsendrehung um 180° ausführen zu müssen, wie es bei anderen Maschinenkonzepten oftmals üblich ist.
Das Xpanel i4.0 ready Bedienkonzept der neuen Index G200-Generation setzt konsequent auf Produktivität und Bedienerfreundlichkeit. Aufbauend auf der Siemens S840D sl (Solution Line)-Steuerung reduziert das von Index entwickelte Bedienkonzept die Komplexität im Umgang mit der Steuerung deutlich.
So wurden zahlreiche Bedienelemente der Maschinensteuertafel in den Bildschirm integriert und können nun direkt über das 18,5“ Wide-Screen-Display mit neuester kapazitiver Touch-Technik gesteuert werden. Eine einfache Berührung reicht aus, um Funktionen zu aktivieren, Dateien und Ordner zu öffnen oder ganze Anzeigeseiten zu verschieben. Ähnlich direkt erfolgt auch die unterlagerte Bedienerunterstützung: Auf der Maschinensteuertafel werden aktive Tasten und Schalter durch LEDs hinterleuchtet, während inaktive einfach dunkel bleiben.
Bildschirm mit zwei Gesichtern
Doch das Xpanel i4.0 ready Bedienkonzept leistet noch mehr: Neben dem gewohnten und komfortablen Einrichten und Bedienen der Maschine, kann zwischen dem Steuerungsbildschirm und einer tätigkeitsunterstützenden zweiten Bildschirmseite auf Tastendruck blitzschnell hin- und hergeschaltet werden. Mit Hilfe dieser Eigenschaft kann Xpanel i4.0 ready beispielsweise die Index Virtuelle Maschine (VM) direkt an der Maschine zur Anwendung bringen (Option). Der Bediener schaltet dann per Tastendruck auf die „Virtuelle Maschine on Board“ und nutzt die Simulation entweder unabhängig oder mit dem laufenden Maschinenbetrieb gekoppelt: Mit „Crash Stop“ erfolgt eine Voraussimulation des auf der Maschine laufenden Werkstückprogramms. Bei einer virtuell erkannten Kollision erfolgt ein rechtzeitiger Maschinenstopp vor dem realen Crash; mit „Real Time“ lässt sich das laufende Maschinenprogramm am Maschinenbedienfeld zeitparallel simulieren und ermöglicht dadurch eine Echtzeitbetrachtung des Bearbeitungsablaufs unter zum Beispiel schwer einsehbaren Arbeitsraumsituationen.
Neu ist auch die Offenheit des neuen Xpanel i4.0 ready Bedienfeldes gegenüber jeglichen Anwendungen der Informationstechnik (IT). Denn der als VPC-Box bezeichnete Industrie-PC im Schaltschrank (Option) bietet sich auch für die Nutzung ganz eigener Kundenapplikationen an. Der Maschinenbediener kann damit das Bedienfeld beispielsweise nutzen, um beliebige Informationen aus dem Unternehmensnetzwerk abzurufen, wie Bauteilzeichnungen oder Werkzeug-Rüstlisten zum Einrichten der Maschine. ■
Index-Werke GmbH & Co. KGwww.index-werke.de
Mit Crash Stop
erfolgt eine Voraussimulation des auf der Maschine laufenden Werkstückprogramms. Bei einer virtuell erkannten Kollision erfolgt ein rechtzeitiger Maschinenstopp vor dem realen Crash!
Vorteilhafte Details:
steifes Maschinenbett in vertikaler Position
vergrößerter Arbeitsraum mit bis zu 660 mm Drehlänge
oberer Werkzeugträger mit zusätzlicher Frässpindel (inkl. Y- und B-Achse)
zwei untere Revolver mit Y-Achse und jeweils 14 Stationen
sehr gute Ergonomie für kurze Rüstzeiten
gleiche Aufstellfläche wie Vorgängermodell G200
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}