

Ein Bauteil von zwei Seiten zu bohren, so dass sich die Bohrungen in der Mitte ohne Versatz treffen, ist keine leichte Aufgabe. Bei TBT Tiefbohrtechnik kennt man das Problem – und auch die Kniffe, die zum Ziel führen. Die Konstrukteure des Bohrspezialisten entwickelten eine Sondermaschine, die Injektoren für Verbrennungsmotoren mit hochgenauen Stufenbohrungen versieht. Als Werkzeuge kommen Hartmetall-Einlippenbohrer zum Einsatz.
Um eine durchgehende, zentrische Präzi- sions-Stufenbohrung in ein Rotationsteil zu bohren, gibt es unterschiedliche Vorgehensweisen. Eine Möglichkeit besteht darin, das Werkstück mit dem kleinen Durchmesser komplett vorzubohren und mit dem größeren bis zur Position der Stufe aufzubohren.
Erfahrungsgemäß liegen Ein- und Austritt der Bohrung aber nie exakt auf derselben Achse. Je größer die Bohrtiefe beim Vorbohren, desto größer der Verlauf. Die Alternative dazu ist, von beiden Seiten zu bohren und damit die Bohrwege zu verkürzen, respektive den Verlauf zu reduzieren. Zwar befinden sich die Anbohrpositionen dann auf einer Achse, aber es entsteht ein neues Problem: Ein Versatz der Bohrungen an ihrem Treffpunkt.
Es kommt in diesem Fall darauf an, welche Konzentrizitätsabweichung die Bauteilkonstrukteure noch zulassen. Ein Kunde der TBT Tiefbohrtechnik GmbH + Co. aus China, seinerseits Entwicklungspartner für die chinesische Fahrzeugindustrie, entschied sich bei der Bearbeitung eines Injektors für einen Verbrennungsmotor für diese Methode. Er bohrte auf einer Standard-Tiefbohrmaschine von jeweils einer Seite, wobei er das Werkstück drehen musste. Er blieb damit jedoch weit unter den Qualitätsanforderungen seines Auftraggebers.
Präzisionsteil Injektor
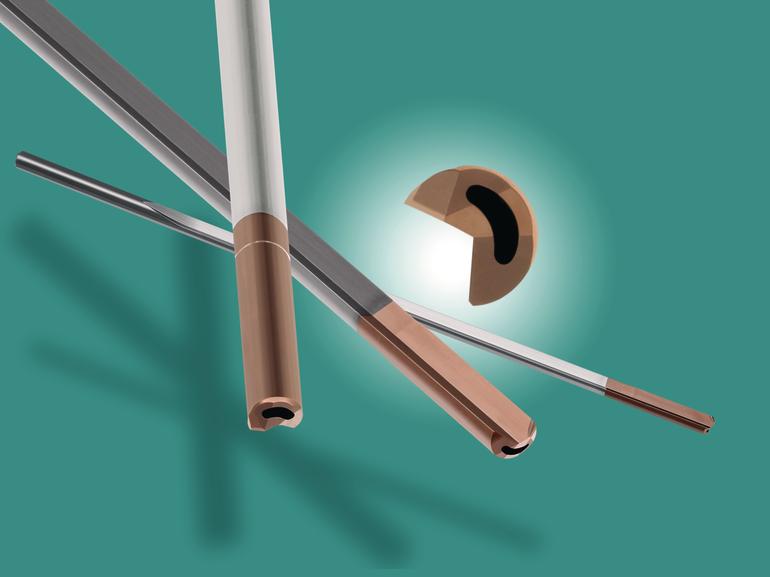
Der Injektor ist ein Präzisionsteil mit einer hochgenauen, zentrischen Stufenbohrung. Hochgenau deswegen, damit das Medium möglichst verlustarm hindurchströmt. Die Gesamtlänge des Werkstücks beträgt 108 mm. Die Abmessungen der Stufenbohrung sind D1= 4,25 mm/T1= 48 mm und D2= 4,7 mm/T2= 60 mm. Die Bauteilkonstrukteure fordern eine Rundheit von 0,004 mm, eine Geradheit von 0,002 mm sowie eine Konzentrizität für beide Durchmesser von 0,05 mm.
Da sich auf dem chinesischen Markt keine Maschine fand, mit der sich das Bauteil qualitativ hinreichend und prozesssicher mit einem CMK-Wert von 1.33 auf alle Qualitätskriterien produzieren ließ, baten die Projektverantwortlichen TBT Tiefbohrtechnik um Unterstützung.
Höhere Qualität und Produktivität
„Wir kennen diese Herausforderung und haben schon Lösungen für ähnliche Bauteile realisiert. Der Versatz beziehungsweise Verlauf der Bohrungsabschnitte lässt sich minimieren, indem man das Werkstück im Gegenlauf rotiert“, erklärt Steffen Werz, Vertriebsleiter Automotive bei TBT.
Die Experten in Dettingen/Erms übertrugen ihr Konzept auf die Injektoren. Als Basis griffen sie auf eine Tiefbohrmaschine des Typs ML-200-2-400 zurück, eine zweispindlige Ausführung mit bis zu 400 mm Bohrweg. Wo sich im Normalfall der Reitstock befindet, platzierten die Konstrukteure zwei weitere Bohrspindeln, so dass sich zweimal zwei Spindeln gegenüber stehen. Damit lässt sich das Werkstück in einer Spannung von beiden Seiten durchbohren, Umspannfehler sind somit hinfällig.
Etwa in der Mitte der Maschine, wo sich der Bohrbuchsenträger befindet, werden die Injektoren mittels Spannkonen fixiert und nun zusätzlich durch einen Riemenantrieb in Rotation versetzt. Die Drehzahl liegt bei ca.100 U/min, gegenläufig zur längeren der beiden Bohrungen. Die Bohrwerkzeuge, Hartmetall-Einlippenbohrer, rotieren ihrerseits mit etwa 5500 U/min. Optional ist die Maschine mit einem Taktband für die Teilezuführung ausgestattet, auch eine Kühlmittelanlage mit Kühlmittelzentrifuge gehört zum Lieferumfang.
Außer dass sie alle geforderten Bauteiltoleranzen erfüllt, hat die TBT-Lösung auch Produktivitätsvorteile: Da von zwei Seiten gebohrt werden kann, braucht das Werkstück nicht gedreht zu werden. Letzteres würde in Verbindung mit dem dann erforderlichen Werkzeugwechsel Nebenzeiten kosten, von möglichen Umspannfehlern gar nicht zu reden. Im Vergleich zur Aufbohrmethode arbeitet dieses Konzept hauptzeitoptimiert, da sich der Gesamtbohrweg reduziert – beim Aufbohren wäre der Bohrweg des größeren Durchmessers zweimal abzufahren.
Maßgeschneidert und doch flexibel
Da die modifizierte 2-spindlige ML-200 mit einer Spannung arbeitet, kann sie beide Durchmesser simultan bohren. Damit es nicht zur Kollision kommt, startet die Bohreinheit mit 2 Bohrern der einen Seite mit einem geringen Vorsprung. Sie fahren bereits wieder zurück, wenn die beiden anderen am Treffpunkt der unterschiedlichen Durchmesser ankommen. Bei einem Vorschub von ca. 50 mm/min erreicht der Anwender Taktzeiten von ca. 50–55 Sekunden. Wichtig ist, dass die Vorbearbeitungsqualität der Rohteile den hohen Anforderungen der Bohrungen genügt. Das Konzept verlangt eine beidseitige Planbearbeitung und präzises Fasen für die Spannung zwischen den Spannkonen.
Als Entwicklungspartner und Fertiger für eine limitierte Motorenstückzahl genügt dem Anwender eine 2-spindlige Lösung. Laut TBT wäre es aber möglich, das Konzept für die Massenfertigung auch vierspindlig auszulegen und die Teilezuführung mittels Portal oder Roboter zu automatisieren.
Obwohl die Maschinenkonstrukteure einen exakt definierten Anwendungsfall ins Auge fassten, achteten sie auf ein gewisses Maß an Flexibilität. Möchte der Maschinenbetreiber Werkstückvarianten mit anderen Abmessungen bearbeiten, so ist auch dies zukünftig möglich. Eine Abwandlung des Prozesses ist ebenfalls kein Thema. Beispielsweise kann die Maschine auch nur mit einer Einheit bohren. Eine weitere Variante wäre, auf beiden Seiten mit demselben Durchmesser zu arbeiten, um bei herkömmlichen Durchgangsbohrungen Taktzeit zu sparen.
„Unsere Kunden erhalten ein vollständiges Paket aus einer Hand. Maschine, Werkzeuge, Steuerung, Software, Kühlmittelanlage und Beladevorrichtung stammen aus unserer Konzeption und Fertigung. Das ist ein großer Wettbewerbsvorteil, zum einen wenn ein neuer Prozess einzufahren und an vielen Stellschrauben noch zu optimieren ist, zum anderen aber auch für die Zukunft, wenn sich die Aufgabenstellung verändert“, so Steffen Werz.
TBT Tiefbohrtechnik GmbH & Co. www.tbt.de
Das Bauteil

Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}