


Die Franz Wölfer Elektromaschinenfabrik entwickelt und fertigt seit mehr als 75 Jahren am Standort Osnabrück Elektromotoren für die Verwendung in der Hebezeugtechnik, im Schiffbau und im allgemeinen Maschinenbau. Firmengründer Dipl.-Ing. Franz Wölfer hatte sich zunächst auf die Reparatur und den Bau von Kleinmotoren mit 2,2 kW für die Bauindustrie und die Landwirtschaft konzentriert, doch bereits in den 1960er Jahren stand die Entwicklung, Konstruktion und Herstellung mittelgroßer 160 kW-Asynchronmotoren im Fokus. Heute werden bei Wölfer komplexe Elektromotoren mit einer Leistung bis zu 2.000 kW neu produziert, repariert oder umgebaut und in alle Welt geliefert. Trotz sehr guter Auftragslage brachte das Jahr 2018 das Unternehmen Wölfer für kurze Zeit in raueres Fahrwasser. Mit dem Anschluss an die Menzel-Gruppe in 2019 ist die Zukunft gesichert.
Josef Winkels, seit 2018 Geschäftsführer, beschreibt die Herausforderungen bei Wölfer: „Aufgrund der vielfältigen Einsatzzwecke sind die technischen Anforderungen unserer Kunden an Spezialmotoren sehr unterschiedlich. Deshalb werden die meisten unserer Motoren als Sonderlösungen perfekt auf die Anwendungssituation und die oftmals sehr hohen Ansprüche an Leistung und Belastbarkeit abgestimmt.“
Extrem hohe Fertigungstiefe
Viel Expertise ist nötig, um die Höchstleistung der Wölfer-Motoren zu erzielen, die berühmt sind für ihr hohes Kippmoment. Bei der Einzelfertigung der sehr hochwertigen Motoren in Losgrößen 1 bis 5 wird oft gearbeitet wie in einer Manufaktur. Winkels bestätigt das: „Unsere Motoren sind gutes deutsches Handwerk, gefertigt mit Hilfe moderner industrieller Methoden. Der entscheidende Unterschied, der unseren Erfolg ausmacht, sind die Menschen, die das Produkt fertigen, die jeden Tag ihr Know-how als Spezialisten einbringen. Bei der Fertigungstiefe nähern wir uns stark der 100%-Marke. Denn es ist wichtig, dass unser Know-how im Haus bleibt. “
Einer der Spezialisten in der Welt der Wölfer-Motoren ist der Leiter der mechanischen Fertigung Thomas Horlacher. Er hat bei Wölfer Elektromaschinenbauer gelernt und ist inzwischen seit mehr als 40 Jahren dabei. „Ich bin ein Applikationsmensch.“ sagt Horlacher. „Mir ist die Praxis näher als die Theorie. Wir arbeiten in der Abteilung projektbezogen, die rund 40 Mitarbeiter sind dafür in technische Teams aufgeteilt.“ Der mechanischen Fertigung mit ihren CNC-Drehmaschinen, Bearbeitungszentren und Bohrwerken kommt eine hohe Bedeutung zu. Bei der Bearbeitung der Motorenteile – bis zu 60 Teile werden pro Motor gebraucht – ist die gleiche höchste Präzision geboten wie bei der Wicklung der Statoren und Rotoren für die Motoren. Diese muss hochgenau sein, weil hier das magnetische Feld aufgebaut wird, das für die Kraftübertragung wichtig ist. Schon 1 mm Ungenauigkeit bringt 10% Kraftverlust. Für größtmöglichen Wirkungsgrad soll der Rotor-Strator-Abstand so gering wie möglich sein.
Entscheidung für ein Bohrwerk
Als 2017 eine Ersatzbeschaffung für ein altes Bohrwerk anstand hatte man bei Wölfer aufgrund von Überlegungen über höhere Stückzahlen zunächst an ein Bearbeitungszentrum gedacht. Doch bei der Tischgröße, die für die zu bearbeitenden Teile notwendig war, wäre ein BAZ deutlich größer und vor allem höher ausgefallen, als die bestehende Halle zugelassen hätte. Auch preislich wäre ein BAZ weit über der Linie gewesen. Man entschied sich also wieder für ein Bohrwerk. Und ist heute mit der Entscheidung mehr als zufrieden, denn Bohrwerke sind ideal für große Werkstücke in kleinen Stückzahlen.
Der angefragte tschechische Bohrwerksspezialist Fermat ist ein familiengeführtes Unternehmen mit inzwischen 650 Mitarbeitern. 1990 ursprünglich als Maschinenhandel gegründet, konstruiert und fertigt Fermat seit 2000 eigene Werkzeugmaschinen-Baureihen und ist damit heute auf der ganzen Welt erfolgreich. Mit der Übernahme des amerikanischen Bohrwerksherstellers Lucas gewann man für die Märkte USA und Kanada einen Produktions- und Servicestützpunkt. Rund 15 von 100 pro Jahr produzierten Maschinen gehen nach Deutschland, Österreich und in die Schweiz.
Der Fokus von Fermat liegt auf der Fertigung von horizontalen Bohr- und Fräswerken, daneben hat Fermat auch Bearbeitungszentren, Portalfräsmaschinen und Schleifmaschinen im Programm. Die Fertigungsschwerpunkte liegen in Prag, Brünn und Lipnik. Eine große Entwicklungsabteilung und eine Fertigungstiefe von nahezu 100% stellen die Qualität der eingesetzten Komponenten sicher. Die Fermat Bohr- und Fräswerke sind in den unterschiedlichsten Konfigurationen verfügbar und decken eine große Bandbreite an Fertigungsaufgaben ab. Sie werden zur Zerspanung von kleinen, mittelgroßen und großen Werkstücken aus Guss und Stahl mit einem Gewicht von 5 t bis 200 t eingesetzt. Der Maschinenständer sowie die Betten sind für maximale Stabilität und Festigkeit aus Grauguss GG30 gefertigt. Auch die Fräsköpfe sind Eigenentwicklungen, die im Werk Brünn gefertigt werden.
Zwei Drehtische statt Palettenwechselsystem
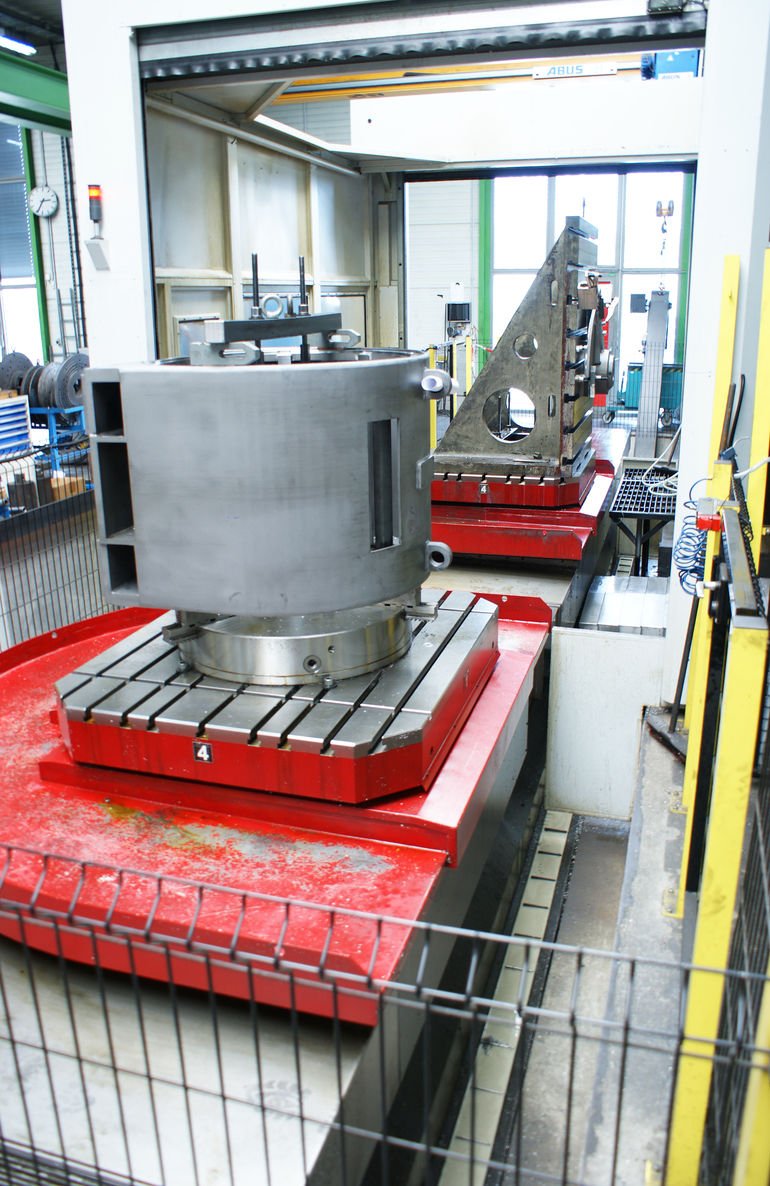
Fermat-Vertriebschef Kai Förster, zuständig für Kunden in Deutschland, Österreich und der Schweiz empfahl aufgrund der geforderten Bearbeitungsaufgaben ein kleineres Bohr- und Fräswerk der WFT-Baureihe, eine WFT 11 CNC. „Die Maschine sollte ursprünglich mit einem Palettenwechselsystem ausgestattet werden.“ sagt Förster. „Das wäre für die Anforderungen allerdings nur die zweitbeste Lösung gewesen.“ Förster schlug stattdessen vor, die Maschine mit einem langen Maschinentisch auszustatten, auf dem zwei Drehtische, die über eine Zahnstange mit Doppelritzel angetrieben werden, montiert werden konnten. Da diese Lösung nur eine Schnittstelle braucht, erhöht sich die Genauigkeit der Maschine. Mit dem gleichen Ziel wurde eine mechanische Verbindung zwischen X- und Z-Achse geschaffen. Ein Drehgeber Heidenhain RON 8510 sorgt für maximale Genauigkeit der B-Achse.
Die WFT 11 CNC hat Verfahrwege von X=6.000, Y=2.000 und Z=1.250 mm und W=730 mm und ist mit einem automatischen Werkzeugwechsler mit 40 Werkzeugplätzen ausgestattet. Die Doppelplatzbearbeitung erlaubt hauptzeitparalleles Rüsten, das senkt die Nebenzeiten. Beide CNC-Drehtische sind mit Linearführungen und Servomotoren ausgestattet Jeder Drehtisch hat eine Aufspannfläche von 1.200 x 1.400 mm und kann Werkstücke bis 10 t Gewicht aufnehmen.
Die WFT 11 CNC wurde 2018 geliefert und arbeitet seither zur vollsten Zufriedenheit der Verantwortlichen bei Wölfer, immer noch mit den ersten Werkzeugen. Die Bearbeitungszeiten haben sich mit der neuen Maschine drastisch reduziert. Betrug die Bearbeitung eines Motorgehäuses auf dem alten Bohrwerk 4–6 Stunden, schafft die WFT 11 CNC dieselbe Aufgabe jetzt in 1–3 Stunden. 10 bis 15 Gehäuse produziert die WFT 11 CNC so pro Tag. Die Fertigung von Lagerschilden nimmt 1/4 der bisherigen Zeit in Anspruch. Die Maschine zeichnet sich durch eine leistungsstarke Bohrspindel mit Spindeldurchmesser 110 mm und hat eine Antriebsleistung 29 kW, ein Drehmoment bis 1.426 Nm und Drehzahlen bis 4.000 U/min. Der Eilgang in den Achsen X, Y, Z und W beträgt 20.000 mm/min
Die Spanntechnik für die WFT 11 CNC kommt von Wölfer. Für die leichtere Bearbeitung der Teile kann die Maschine mit Spannwinkeln bestückt werden. Auch kleinere Teile können darauf sicher für die Bearbeitung gespannt werden.
Fermat Werkzeugmaschinen GmbH
www.fermatmachinery.com
Franz-Mehring-Str. 9
09112 Chemnitz





















{kind=link}